S-ar putea să vă placă și
- Cuestionario de SAP S4 - HANA 1809Document4 paginiCuestionario de SAP S4 - HANA 1809Alberto J. Cárdenas C.Încă nu există evaluări
- Fuerzas Competitivas de Porter AmazonDocument2 paginiFuerzas Competitivas de Porter AmazonAlexis RojasÎncă nu există evaluări
- Aplicación de Las Normas ProcesalesDocument10 paginiAplicación de Las Normas ProcesalesRenato quispe jaulisÎncă nu există evaluări
- Anexo 2. Presentación Lienzo para La Construcción Del PETIDocument8 paginiAnexo 2. Presentación Lienzo para La Construcción Del PETIAlguien OneÎncă nu există evaluări
- Examen Final - Semana 8 - Inv - Primer Bloque-Gerencia de Desarrollo Sostenible - (Grupo5)Document14 paginiExamen Final - Semana 8 - Inv - Primer Bloque-Gerencia de Desarrollo Sostenible - (Grupo5)Glo100% (1)
- Gestión Financiera de Las OrganizacionesDocument278 paginiGestión Financiera de Las OrganizacionesEvelyn SoulesÎncă nu există evaluări
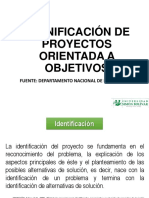
- Planificación de Proyectos Orientada A ObjetivosDocument19 paginiPlanificación de Proyectos Orientada A ObjetivosShirly JaimesÎncă nu există evaluări
- LopcymatDocument19 paginiLopcymatVictor BiondiÎncă nu există evaluări
- Ensayo Profe Lerida Argelia LayaDocument10 paginiEnsayo Profe Lerida Argelia LayaNiña Gil De De la HozÎncă nu există evaluări
- Taller 1 ResueltoDocument2 paginiTaller 1 ResueltoAlejandroÎncă nu există evaluări
- Nuevo Formato de Padron de TransporteDocument171 paginiNuevo Formato de Padron de TransporteAxell ParraÎncă nu există evaluări
- (Lino Camacho) PDFDocument14 pagini(Lino Camacho) PDFMontze FernandezÎncă nu există evaluări
- M-121 El Árbol InmortalDocument232 paginiM-121 El Árbol InmortalManuel Susarte RogelÎncă nu există evaluări
- Ec 197335815Document136 paginiEc 197335815jhonyer marinÎncă nu există evaluări
- Biografia-Curriculum Paloma CancinoDocument2 paginiBiografia-Curriculum Paloma CancinoRichard PalmaÎncă nu există evaluări
- El Movimiento PuritanoDocument5 paginiEl Movimiento PuritanoFelipe GutierrezÎncă nu există evaluări
- Cumplimiento Del Real Decreto 486 en Tu Lugar de TrabajoDocument5 paginiCumplimiento Del Real Decreto 486 en Tu Lugar de Trabajogerencia.botiqueriaÎncă nu există evaluări
- Unidad 4 Toma de ApuntesDocument34 paginiUnidad 4 Toma de ApuntesyeimiÎncă nu există evaluări
- Doctorado en Análisis Del DiscursoDocument6 paginiDoctorado en Análisis Del DiscursoFELIPE ANDRES GARCIA DIAZÎncă nu există evaluări
- González Tapia Nelba YulizaDocument91 paginiGonzález Tapia Nelba YulizaSandy VásquezÎncă nu există evaluări
- Introduccià N A La Administracià N de ProyectosDocument31 paginiIntroduccià N A La Administracià N de ProyectosYanira SalucciÎncă nu există evaluări
- 1 Historia PsicopedagogicaDocument5 pagini1 Historia PsicopedagogicaMilagros Tapia FernandezÎncă nu există evaluări
- Poe-08 Control de InventariosDocument4 paginiPoe-08 Control de InventariosCqfd IcaÎncă nu există evaluări
- Ficha de PreinscripcionDocument1 paginăFicha de PreinscripcionDaniel HughesÎncă nu există evaluări
- Waisiv 1 2 3Document4 paginiWaisiv 1 2 3Pablo Estuardo Porres AlfaroÎncă nu există evaluări
- Guía de Ejercicios. Repaso Final RevDocument7 paginiGuía de Ejercicios. Repaso Final RevMetz GonzalezÎncă nu există evaluări
- DHCPV 4Document13 paginiDHCPV 4Miguel Angel Santos RuizÎncă nu există evaluări
- Proyecto Educativo de CentroDocument11 paginiProyecto Educativo de CentroCristina Da SilvaÎncă nu există evaluări
- SalvajismoDocument15 paginiSalvajismosol juarezÎncă nu există evaluări
- Recomendación de Profesores 2013-1 Administración Pública FCPySDocument19 paginiRecomendación de Profesores 2013-1 Administración Pública FCPySApVive Patiño MatienzoÎncă nu există evaluări