Documente Academic
Documente Profesional
Documente Cultură
Projeto Norma Serra Fita
Încărcat de
Gedir SilvaDrepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Projeto Norma Serra Fita
Încărcat de
Gedir SilvaDrepturi de autor:
Formate disponibile
ABNT/CB-004
PROJETO ABNT NBR 16403
JUN 2015
Máquinas-ferramenta — Segurança — Máquinas serra de fita para metais
APRESENTAÇÃO
1) Este Projeto foi elaborado pela Comissão de Estudo de Máquinas de Serra Fita e a Disco
Projeto em Consulta Nacional
para Corte à Frio (CE-004:013.002) do Comitê Brasileiro de Máquinas e Equipamentos Mecânicos
(ABNT/CB-004), com número de Texto-Base 004:013.002-001, nas reuniões de:
25.06.2014 14.07.2014 13.08.2014
10.09.2014 29.10.2014 12.11.2014
28.01.2015
a) É baseado na EN 13898;
b) Não tem valor normativo.
2) Aqueles que tiverem conhecimento de qualquer direito de patente devem apresentar esta
informação em seus comentários, com documentação comprobatória;
3) Tomaram parte na sua elaboração:
Participante Representante
AÇOS BÖHLER-UDDEHOLM DO BRASIL LTDA Éric Hodama
AÇOS FAVORIT DISTRIBUIDORA LTDA José Cláudio Vieira de Souza
CORTAC EQUIP. E SERRAS LTDA Luiz Antônio Cardoso
FRANHO MÁQ. E EQUIP. S/A Gérson Benhur Firmino
FUNDACENTRO Roberto do V. Giuliano
MANUALTECH CONS. E ASS. LTDA Luiz Carlos Devienne de Almeida
MINISTÉRIO DO TRABALHO E EMPREGO Ricardo Silveira Rosa
MINISTÉRIO DO TRABALHO E EMPREGO Hildeberto B. Nobre Jr.
RAMOS INDUSTRIAL LTDA Anizio Ramos
© ABNT 2015
Todos os direitos reservados. Salvo disposição em contrário, nenhuma parte desta publicação pode ser modificada
ou utilizada de outra forma que altere seu conteúdo. Esta publicação não é um documento normativo e tem
apenas a incumbência de permitir uma consulta prévia ao assunto tratado. Não é autorizado postar na internet
ou intranet sem prévia permissão por escrito. A permissão pode ser solicitada aos meios de comunicação da ABNT.
NÃO TEM VALOR NORMATIVO
ABNT/CB-004
PROJETO ABNT NBR 16403
JUN 2015
RONEMAK MÁQ. OPERATRIZES LTDA Filipe Trotta
SCHMOLZ + BICKENBACH DO BRASIL Wilson Boton Zagolin
SCHMUZIGER IND. E COM. DE MÁQS. LTDA Daniel Schmuziger
SENAI/SP João Campos
Projeto em Consulta Nacional
SENAI/SP Alexandre Rúbio de Oliveira
SENAI/SP José dos Santos Brito
STARRETT INDÚSTRIA E COMÉRCIO LTDA Reinaldo Dias Baptista
VILLIMAQ IND. E COM. COMPONTES LTDA Maurício Prado Villin
NÃO TEM VALOR NORMATIVO
ABNT/CB-004
PROJETO ABNT NBR 16403
JUN 2015
Máquinas-ferramenta — Segurança — Máquinas serra de fita para metais
Machine tools — Safety — Band saw machines for metals
Projeto em Consulta Nacional
Prefácio
A Associação Brasileira de Normas Técnicas (ABNT) é o Foro Nacional de Normalização. As Normas
Brasileiras, cujo conteúdo é de responsabilidade dos Comitês Brasileiros (ABNT/CB), dos Organismos
de Normalização Setorial (ABNT/ONS) e das Comissões de Estudo Especiais (ABNT/CEE), são
elaboradas por Comissões de Estudo (CE), formadas pelas partes interessadas no tema objeto da
normalização.
Os Documentos Técnicos ABNT são elaborados conforme as regras da Diretiva ABNT, Parte 2.
A ABNT chama a atenção para que, apesar de ter sido solicitada manifestação sobre eventuais direitos
de patentes durante a Consulta Nacional, estes podem ocorrer e devem ser comunicados à ABNT a
qualquer momento (Lei nº 9.279, de 14 de maio de 1996).
Ressalta-se que Normas Brasileiras podem ser objeto de citação em Regulamentos Técnicos. Nestes
casos, os Órgãos responsáveis pelos Regulamentos Técnicos podem determinar outras datas para
exigência dos requisitos desta Norma, independentemente de sua data de entrada em vigor.
A ABNT NBR 16403 foi elaborada no Comitê Brasileiro de Máquinas e Equipamentos Mecânicos
(ABNT/CB-004), pela Comissão de Estudo de Máquinas de Serra Fita e a Disco para Corte à Frio
(CE-004:013.002). O Projeto circulou em Consulta Nacional conforme Edital nº XX, de XX.XX.XXXX
a XX.XX.XXXX.
Esta Norma é baseada na EN 13898.
O Escopo em inglês desta Norma Brasileira é o seguinte:
Scope
This Standard specifies the safety requirements and measures to be adopted by persons undertaking
the design, construction and supply (including installation, setting-up, maintenance and repair)
of machines whose primary intended use is for sawing cold metal (ferrous and non-ferrous), or material
partly of cold metal, by means of a saw blade.
In this Standard is taken into account the intended use, reasonably foreseeable misuse, the machine
assembly, maintenance and cleaning, and its effect on the safety of operators and other exposed
persons expostas. Also, presupposes access to all diretions and machine addresses the normal
operation and, unexpected or unwanted start-up, beyond the normal stop and emergency, including
auxiliary devices and accessories that are an integral part of it.
NÃO TEM VALOR NORMATIVO
ABNT/CB-004
PROJETO ABNT NBR 16403
JUN 2015
Introdução
Esta Norma é uma norma do tipo C, conforme definido na ABNT NBR ISO 12100, aplicada às máquinas
serra de fita para corte de materiais sólidos metálicos ou plásticos.
Projeto em Consulta Nacional
Os perigos signifcativos abrangidos por esta Norma fazem parte do seu escopo. Também devem
ser observados os perigos não abrangidos nesta Norma, tendo como principal referência a
ABNT NBR ISO 12100.
Quando as prescrições desta Norma do tipo C forem diferentes das que são declaradas nas normas
do tipo A ou tipo B, as disposições desta Norma tipo C prevalecem sobre as prescrições das outras
normas de máquinas que foram projetadas e construídas de acordo com as prescrições desta Norma
do tipo C.
Esta Norma leva em conta o uso pretendido, a má utilização razoavelmente previsível, a montagem da
máquina, manutenção e limpeza, e seus efeitos sobre a segurança dos operadores e outras pessoas
expostas. Também pressupõe o acesso à máquina de todas as direções e aborda tanto a operação
normal e partida inesperada ou indesejada, além da parada normal e de emergência, incluindo
os dispositivos auxiliares e acessórios que fazem parte integrante da mesma.
As Figuras são apenas exemplos ilustrativos e não se destinam a apresentar uma única interpretação
do texto.
NÃO TEM VALOR NORMATIVO
ABNT/CB-004
PROJETO ABNT NBR 16403
JUN 2015
Máquinas-ferramenta — Segurança — Máquinas serra de fita para metais
1 Escopo
Projeto em Consulta Nacional
Esta Norma especifica os requisitos e as medidas de segurança a serem adotados por pessoas que
executam o projeto, a construção e o fornecimento (incluindo a instalação, criação, manutenção e
reparo) de máquinas serra de fita, cuja principal utilização é serrar metais (ferrosos e não ferrosos), ou
material parcialmente de metal, por meio de uma lâmina de serra de fita.
2 Referências normativas
Os documentos relacionados a seguir são indispensáveis à aplicação deste documento. Para
referências datadas, aplicam-se somente as edições citadas. Para referências não datadas, aplicam-se
as edições mais recentes do referido documento (incluindo emendas).
ABNT NBR 13759, Segurança de máquinas – Equipamentos de parada de emergência – Aspectos
funcionais – Princípios para projeto
ABNT NBR 14153, Segurança de máquinas – Partes de sistemas de comando relacionados
à segurança – Princípios gerais para projeto
ABNT NBR 15951, Lâminas de serra de fita para metal – Características e dimensões
(ISO 4875-2:2006,MOD)
ABNT NBR ISO 7250-1, Medidas básicas do corpo humano para o projeto técnico – Parte 1: Definições
de medidas corporais e pontos anatômicos
ABNT NBR ISO 11226, Ergonomia – Avaliação de posturas estásticas no trabalho
ABNT NBR ISO 11228-3, Ergonomia – Movimentação manual – Parte 3: Movimentação de cargas
leves em alta frequência de repetição
ABNT NBR ISO 12100, Segurança de máquinas – Princípios gerais de projeto – Apreciação e redução
de risco
ABNT NBR ISO 13855, Segurança de máquinas – Posicionamento dos equipamentos de proteção
com referência à aproximação de partes do corpo humano
ABNT NBR ISO/IEC 8995-1, Iluminação de ambientes de trabalho – Parte 1: Interior
ABNT NBR NM ISO 13852, Segurança de máquinas – Distâncias de segurança para impedir o acesso
a zonas de perigo pelos membros superiores
ABNT NBR NM ISO 13853, Segurança de máquinas – Distâncias de segurança para impedir o acesso
a zonas de perigo pelos membros inferiores
ABNT NBR NM ISO 13854, Segurança de máquinas – Folgas mínimas para evitar esmagamento de
partes do corpo humano
NÃO TEM VALOR NORMATIVO 1/41
ABNT/CB-004
PROJETO ABNT NBR 16403
JUN 2015
ABNT NBR NM 272, Segurança de máquinas – Proteções – Requisitos gerais para o projeto
e construção de proteções fixas e móveis
ABNT NBR NM 273, Segurança de máquinas – Dispositivos de intertravamento assosciados
a proteções – Princípios para projeto e seleção
ISO 5349-2, Mechanical vibration – Measurement and evaluation of human exposure to
Projeto em Consulta Nacional
hand-transmitted vibration – Part 2: Practical guidance for measurement at the workplace
ISO 8041, Human response to vibration – Measuring instrumentation
ISO 11204, Acoustics – Noise emitted by machinery and equipment – Determination of emission sound
pressure levels at a work station and at other specified positions applying accurate environmental
corrections
ISO/TR 11688-1, Acoustics – Recommended practice for the design of low-noise machinery
and equipment – Part 1: Planning
ISO/TR 11688-2, Acoustics – Recommended practice for the design of low-noise machinery
and equipment- Part 2: Introduction to the physics of low-noise design
ISO 13850, Safety of machinery – Emergency stop – Principles for design
ISO 14119, Safety of machinery – Interlocking devices associated with guards – Principles for design
and selection
ISO 14122-1, Safety of machinery – Permanent means of acess to machinery – Part 1: Choice of fixed
means of acess between two levels
ISO 14122-2, Safety of machinery – Permanent means of access to machinery – Part 2: Working
platforms and walkways
ISO 14122-3, Safety of machinery – Permanent means of acess to machinery – Part 3: Stairs,
stepladders and guard-rails
ISO 14122-4, Safety of machinery – Permanent means of acess to machinery – Part 4: Fixed ladders
ISO 20643, Mechanical vibration – Hand-held and hand-guided machinery – Principles for evaluation
of vibration emission
IEC 60204-1, Safety of machinery – Electrical equipment of machines – Part 1: General requeriments
EN 13898, Machine tools – Safety – Sawing machines for cold metal
3 Termos e definições
Para os efeitos deste documento, aplicam-se os termos e definições da ABNT NBR ISO 12100
e os seguintes.
3.1
máquina serra de fita
máquina-ferramenta com a finalidade de cortar materiais, utilizando como ferramenta de corte a
lâmina de serra de fita, sendo obtida a operação de corte pela combinação do movimento de avanço
e do deslocamento linear da ferramenta
2/41 NÃO TEM VALOR NORMATIVO
ABNT/CB-004
PROJETO ABNT NBR 16403
JUN 2015
3.2
máquina serra de fita manual
máquina em que todo o funcionamento da máquina está sob controle manual e todas as etapas
do processo (movimento de avanço, carregamento e descarregamento do material a ser cortado,
acionamento do motor), na sequência de operação, são controladas pelo operador, sendo
que o acionamento do motor é realizado por meio de um dispositivo de habilitação, de acordo
Projeto em Consulta Nacional
com ABNT NBR ISO 12100, 3.28.2 (ver Figura B.2)
3.3
máquina serra de fita semiautomática ou de ciclo único
máquina caracterizada pelo movimento e força de avanço, proveniente da ação de um sistema
automático o ciclo de corte típico deste tipo de máquina é único, iniciado pelo comando do operador,
o qual compreende: fixação do material a ser cortado, movimento de avanço no sentido de corte,
processo de corte, retorno ou não do conjunto do arco e liberação ou não do material; o processo
de alimentação é manual, com a fixação do material a ser cortado podendo ser manual ou mecanizada
comandada pelo operador
3.4
máquina serra de fita automática ou de ciclo múltiplo
máquina caracterizada pelo movimento e força de avanço do conjunto do arco, proveniente da ação
de um sistema automático o processo de alimentação e fixação do material a ser cortado é automático
o ciclo típico é caracterizado por executar diversos ciclos de corte idênticos, programáveis, sequenciais
ou contínuos, os quais compreendem: alimentação e fixação do material a ser cortado, movimento
de avanço no sentido de corte, processo de corte, retorno do conjunto do arco, descarregamento
do material cortado e liberação do material em seguida, repetir o ciclo típico acima novamente, até
dar a quantidade de ciclos programados o ínicio do primeiro ciclo é comandada pelo operador o final
de todo o processo de corte pode ser automático ao término da programação ou intencionalmente
pelo operador
3.5
máquina serra de fita portátil
máquina caracterizada pelo seu baixo peso e/ou pequeno volume, facilmente transportável, podendo
ser montada, desmontada e operada totalmente de forma manual, conforme Figura B.1
3.6
máquina serra de fita horizontal
máquina caracterizada pela posição relativa da ferramenta de corte, paralela ao piso de apoio
da máquina no final do corte (ver Figuras B.1 a B.8)
3.7
máquina serra de fita vertical
máquina caracterizada pela posição relativa da ferramenta de corte, perpendicular ou em ângulo
ao piso de apoio da máquina (ver Figuras B.9 até B.12)
3.8
máquina serra de fita tipo basculante
máquina caracterizada pela forma construtiva onde o movimento do conjunto do arco é articulado por
meio de um eixo (ver Figuras B.1 a B.4b)
3.9
máquina serra de fita tipo coluna
máquina caracterizada pela forma construtiva onde o movimento do conjunto do arco é guiado
por uma ou duas colunas paralelas na vertical (ver Figuras B.5, B.7 e B.8)
NÃO TEM VALOR NORMATIVO 3/41
ABNT/CB-004
PROJETO ABNT NBR 16403
JUN 2015
3.10
máquina serra de fita tipo portal
máquina caracterizada pela forma construtiva onde o movimento do conjunto do arco é guiado por
conjunto de guias fixado num pórtico na vertical, com movimento horizontal ou não (ver Figura B.6)
3.11
Projeto em Consulta Nacional
conjunto do arco
conjunto do cabeçote
componente da máquina serra de fita onde estão alojados a ferramenta de corte e todos os seus
componentes motrizes, conforme Figura A.3 a)
3.12
conjunto da morsa
conjunto de componentes da máquina serra de fita, responsável por fixar o material a ser cortado,
podendo ser horizontal, vertical ou composto, conforme Figura A.3 a)
3.13
mesa de corte
local em que o material a ser cortado se apoia na horizontal, conforme Figuras A.3 a) e A.4
3.14
volante
componente da máquina responsável pela sustentação e tração por atrito da lâmina de serra de fita,
podendo ser motor ou movido, caracterizado na Figura A.3 a)
3.15
conjunto guia da lâmina de serra de fita
componente da máquina responsável pelo alinhamento e orientação da lâmina de serra de fita
na zona de trabalho, podendo ser guia fixa ou móvel, caracterizado na Figura A.3 a)
3.16
conjunto tensionador
componente da máquina responsável pelo tensionamento por tração da lâmina de serra de fita,
caracterizado na Figura A.3 b)
3.17
lâmina de serra de fita
ferramenta de corte utilizada em uma máquina serra de fita, conforme Figura A.1
NOTA Ver ABNT NBR 15951.
3.18
área de montagem da lâmina de serra de fita
local da máquina onde é possível que os operadores montem, ajustem/alinhem e desmontem a lâmina
de serra de fita
3.19
área de carregamento ou descarregamento
local da máquina onde é possível o carregamento ou descarregamento do material a ser cortado
3.20
movimento de avanço
movimento linear da ferramenta de corte no sentido e direção do material a ser cortado, ver FiguraA.2
4/41 NÃO TEM VALOR NORMATIVO
ABNT/CB-004
PROJETO ABNT NBR 16403
JUN 2015
3.21
velocidade de avanço Va
valor da velocidade do movimento de avanço, ver Figura A.2
NOTA Unidade usualmente expressa em milímetros por minuto (mm/min).
Projeto em Consulta Nacional
3.22
velocidade de corte Vc
valor da velocidade linear da lâmina de serra de fita durante o processo de corte do material,
ver Figura A.2
NOTA Unidade usualmente expressa em metros por minuto (m/min)
3.23
força de corte Fc
componente da força resultante exercida pela lâmina de serra de fita no material, na direção
da velocidade de corte, ver Figura A.2
3.24
força de avanço Fa
componente da força resultante exercida pela lâmina de serra de fita no material, na direção da
velocidade de avanço, ver Figura A.2
3.25
sistema de alimentação por carro alimentador
dispositivo de alimentação automático, responsável por fixar e posicionar o material a ser cortado,
conforme o comprimento pré-programado, sendo que o mecanismo de acionamento pode ser
mecânico, hidráulico, pneumático, elétrico ou composto
3.26
sistema de alimentação por roletes
dispositivo de alimentação automático do material a ser cortado, tracionado por roletes motorizados,
movimentando e posicionando o material até definir o comprimento de corte
3.27
sistema de alimentação pela mesa de corte
sistema caracterizado pelo avanço do material a ser cortado, apoiado sobre uma mesa de corte móvel,
que pode ser acionada automaticamente ou não
3.28
tipos de processos de corte
3.28.1
corte em contorno ou em perfil
material a ser cortado manual ou automaticamente, seguindo uma trajetória da linha de corte, que
pode ser ou não no plano da lâmina de serra de fita. Para realizar este tipo de trajetória da linha
de corte, o contorno e/ou perfil utiliza uma máquina vertical demesa e arco fixo
3.28.2
corte reto ou em ângulo
a lâmina de serra de fita está em ângulo de 90º para corte reto e qualquer outro ângulo diferente
de 90º para corte em ângulo, em relação ao eixo longitudinal do material a ser cortado
NÃO TEM VALOR NORMATIVO 5/41
ABNT/CB-004
PROJETO ABNT NBR 16403
JUN 2015
3.29
zona de trabalho
espaço em que a lâmina de serra de fita está exposta para processar o corte do material,compreendida
entre as guias, ver Figuras C.1 a), C.1 b) e C.3)
3.30
Projeto em Consulta Nacional
sistemas de refrigeração e lubrificação do corte
3.30.1
sistema de recirculação
sistema de refrigeração e lubrificação de corte, em que o líquido circula dentro de um circuito fechado
através de uma bomba dedicada
3.30.2
sistema por gotejamento
sistema de refrigeração e lubrificação em que um pequeno volume do fluido é fornecido para
a ferramenta de corte
3.30.3
sistema de pulverização
sistema de refrigeração e lubrificação em que o fluido é aplicado diretamente sobre os dentes
da ferramenta de corte, através de um bico pulverizador
3.31
fluido refrigerante
fluido para lubrificar e refrigerar o corte, podendo ser emulsionável ou não
3.32
sistema transportador de cavaco
sistema caracterizado por um sistema ou dispositivo independente ou não do sistema de comando
da máquina, capaz de remover o cavaco gerado no processo de corte, motorizado ou não, conforme
ilustrado na Figura A.3 b).
4 Lista de perigos significativos
4.1 A lista de perigos apresentados na Tabela 1 é o resultado de uma identificação e avaliação
de perigos realizadas conforme descritos nas ABNT NBR ISO 12100 e EN 13898, para máquinas
de serra de fita para corte de metais, abrangidas pelo escopo desta Norma. Os requisitos
de segurança e/ou medidas de proteção descritos nas Seções 5 a 7 são baseados na avaliação
dos perigos apresentados na Tabela 1. Estas Seções trazem os perigos, já identificados,
e os tratamentos para eliminá-los ou a redução dos efeitos dos riscos gerados por estes.
6/41 NÃO TEM VALOR NORMATIVO
ABNT/CB-004
PROJETO ABNT NBR 16403
JUN 2015
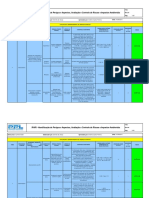
Tabela 1 – Lista dos perigos significativos e principais fontes destes riscos
Perigos, situações
Exemplos de situações/
N° perigosas e eventos Zona(s) de perigo
atividades perigosas
perigosos
1 Perigos mecânicos (para requisitos de segurança, ver 5.3 a 5.5)
Projeto em Consulta Nacional
Fixação mecânica ou hidráulica
ou elétrica do material a ser cor- Entre os mordentes da morsa e
tado durante o carregamento e o material a ser cortado
descarregamento deste material
1.1 Perigo de esmagamento Na alimentação mecânica ou
Entre o material a ser cortado e
hidráulica ou elétrica durante
a mesa de corte, os mordentes;
o processo de corte, ajustes,
entre peças fixas e móveis da
manutenção e reparo da
máquina, como no batente
máquina e troca da lâmina de
inferior do arco
serra de fita
Na alimentação mecânica
ou hidráulica ou elétrica e/
ou manual do material a ser Entre a lâmina de serra e a
1.2 Perigo de cisalhamento cortado durante o carregamento, mesa de corte; material a ser
descarregamento, ajuste da cortado e mesa de corte
máquina, montagem da lâmina
de serra de fita
Movimentação da lâmina de
serra durante a operação,
1.3 Perigo de corte ajuste, manutenção e reparo da Na lâmina de serra
máquina e troca da lâmina de
serra de fita
Na lâmina de serra e partes
Na alimentação mecânica
fixas adjacentes da máquina.
ou hidráulica ou elétrica e/ou
Entre o dispositivo de limpeza
manual do material a ser cortado
da lâmina (por exemplo,
e/ou manual da lâmina de serra
Perigo de enroscar, escova) e a lâmina de serra de
de fita durante a operação
1.4 prender ou segurar fita
partes do corpo Peças da máquina em
movimento (por exemplo,
Nos elementos móveis da
elementos de transmissão como
máquina
correias, polias, engrenagens,
volantes)
Durante a operação automática
ou manual e ajuste da máquina, Elementos da máquina em
montagem da lâmina de serra movimento (por exemplo,
1.5 Perigo de impacto de fita conjunto do arco)
Queda gravitacional do arco ou No material cortado e
do material a ser cortado sem mecanismos da máquina
controle (energia potencial)
Manuseio das lâminas de serra
1.6 Perigo de perfuração Nos dentes da lâmina de serra
durante a sua substituição
NÃO TEM VALOR NORMATIVO 7/41
ABNT/CB-004
PROJETO ABNT NBR 16403
JUN 2015
Tabela 1 (continuação)
Perigos, situações
Exemplos de situações/
N° perigosas e eventos Zona(s) de perigo
atividades perigosas
perigosos
2 Perigos elétricos (para requisitos de segurança, ver 5.6)
Projeto em Consulta Nacional
Contato com peças energizadas
durante a operação, ajuste
Painel de comando, quadro e
2.1 Contato elétrico direto da máquina, troca da lâmina
outros equipamentos elétricos
de serra de fita e durante a
manutenção
Pessoas em contato
com partes da máquina
Durante alguma condição de
2.2 que se tornaram Parte condutora da máquina
falha
energizadas por alguma
falha
3 Perigos térmicos (para requisitos de segurança, ver 5.7)
Ejeção de cavacos ou aparas
Contato com superfícies
3.1 quentes ou do material durante Na máquina ou próximo
quentes
o corte
4 Perigos ligados a ruídos (para requisitos de segurança, ver 5.8)
A perda auditiva Lâmina de serra de fita e
(surdez), outros vibração do material que está
distúrbios fisiológicos sendo cortado: ruído gerado
4.1
(por exemplo, perda pelo processo de corte;
de equilíbrio, perda de Trabalho de manuseio de Na máquina
consciência) materiais,
Interferência com a motores e elementos de
4.2 comunicação de voz, transmissão
sinais acústicos
5 Perigos ligados à vibração (para os requisitos de segurança, ver 5.9)
Pessoas em contato Na posição de carga e descarga
Material a ser cortado ou
com controles manuais do material a ser cortado
manuseio realizado pelo
oriundos da vibração
5.1 operador (alimentação ou
da máquina ou dos
amortecimento de vibração) Nos controles manuais da
materiais a serem
durante o processo de corte máquina
cortados
6 Perigos ligados a materiais e substâncias perigosas (para os requisitos de segurança,
ver 5.10)
Contato com a pele com
materiais nocivos
Perigos de contato;
Inalação e ingestão de
inalação ou ingestão de
substâncias (por exemplo, fluido
substâncias nocivas
6.1 de corte de metais) usadas ou Na máquina
geradas durante a operação
Fluidos, gases,
Ejeção de neblina, poeira e
vapores, fumaças,
fumaça durante a operação
poeiras
8/41 NÃO TEM VALOR NORMATIVO
ABNT/CB-004
PROJETO ABNT NBR 16403
JUN 2015
Tabela 1 (continuação)
Perigos, situações
Exemplos de situações/
N° perigosas e eventos Zona(s) de perigo
atividades perigosas
perigosos
Material de trabalho inflamável
Projeto em Consulta Nacional
(por exemplo, corte de
Perigo de incêndio ou magnésio)
6.2 Na máquina
explosão Perda de fornecimento do
líquido refrigerante usado na
operação de corte
Perigo biológico ou
Contato com fluidos ou materiais
6.3 microbiológico (viral ou Na máquina
a serem cortados contaminados
bacteriana)
7 Perigos ergonômicos (para requisitos de segurança, ver 5.11)
Posturas insalubres ou Processo de alimentação Na posição de operação da
esforço excessivo (por manual do material a ser cortado máquina e de carga e descarga
esforço repetitivo) durante o processo de corte de material
7.1 Levantar e alcançar ao
manusear material a ser cortado, Na posição de carga e
Esforços excessivos e/
substituição das lâminas de descarga de material e na
ou esforço repetitivo
serra de fita e/ou de peças de máquina ou próximo
máquinas
Consideração
Máquinas operadas Na posição de operação da
7.2 inadequada de anatomia
manualmente máquina
da mão e do braço
Manipulação de material a ser
cortado, montagem da lâmina de
Negligência do uso serra de fita, montagem durante
7.3 do equipamento de o carregamento, descarga, Na máquina ou próximo
proteção individual (EPI) processo de corte, montagem,
manutenção e reparo na
máquina
Na verificação da precisão
das ações manuais, durante
Iluminação local o manuseio e posicionamento
7.4 Na máquina ou próximo
inadequada do material a ser cortado, dos
controles e da lâmina de serra
de fita
NÃO TEM VALOR NORMATIVO 9/41
ABNT/CB-004
PROJETO ABNT NBR 16403
JUN 2015
Tabela 1 (continuação)
Perigos, situações
Exemplos de situações/
N° perigosas e eventos Zona(s) de perigo
atividades perigosas
perigosos
Má utilização razoavelmente
Projeto em Consulta Nacional
previsível
Operação inadvertida de
controles
Erros humanos, Material de trabalho incorreto,
7.5 configuração e movimentação Na máquina
comportamento humano
da lâmina
Durante a carga, descarga,
processo de corte, configuração
da máquina, troca da lâmina de
serra de fita e manutenção
Localização e seleção de
controles manuais inadequados
Perigos causados (por exemplo, iniciar, parar,
pela inadequada dispositivos de controle do
7.6 concepção, localização líquido refrigerante), durante a Na máquina
ou identificação dos operação, ajuste da máquina,
controles manuais troca de lâmina de serra de
fita ou do disco de corte e
manutenção
Símbolos (pictogramas),
marcações e Na máquina (símbolos,
alertas escritos Má interpretação da informação marcações e alertas escritos,
7.7
inadequadamente, e apresentada identificação dos comandos
localização das unidades etc.)
de alerta visual.
8. Perigo de deslizamento e queda de pessoas (para requisitos de segurança, ver 5.16)
Ejeção ou vazamento do líquido
refrigerante, lubrificantes e
fluidos hidráulicos
Cavacos e detritos arrastados
Pavimento e áreas de piso
Perigo de tropeço, pelos líquidos derramados
8 e em torno da máquina e do
escorregão e queda Grade inadequada (proteção material a ser cortado
de borda) ou outros meios de
contenção, particularmente
quando há risco de queda de um
nível para outro
9. Inicialização, partida inesperada e sobre velocidade (para requisitos de segurança, ver 5.12)
Falha no sistema de
9.1 Durante ajuste ou limpeza
controle
Restauração do Na máquina
Durante o ajuste ou ciclo de
9.2 fornecimento de energia
operação
após uma interrupção
10/41 NÃO TEM VALOR NORMATIVO
ABNT/CB-004
PROJETO ABNT NBR 16403
JUN 2015
Tabela 1 (continuação)
Perigos, situações
Exemplos de situações/
N° perigosas e eventos Zona(s) de perigo
atividades perigosas
perigosos
Influências externas Durante o ajuste ou ciclo de
9.3 Na máquina ou próximo
Projeto em Consulta Nacional
sobre o material elétrico operação
10. Impossibilidade de parar a máquina nas melhores condições (para requisitos de
segurança, ver 5.12)
Falha de mau funcionamento do
Impossibilidade de
sistema de controle durante o
10 parar a máquina nas Na máquina
ajuste ou ciclo de operação da
melhores condições
máquina
11. Erro de montagem (para os requisitos de segurança, ver 5.13)
Lâmina de serra de fita ou parte
11 Erros de montagem destas pode ser ejetada durante Na máquina ou próximo
o processo de corte
12. Ejeção ou projeção de objetos ou líquidos (para os requisitos de segurança, ver 5.14)
Ejeção ou queda de peças do
material a ser cortado e de
cavacos durante o processo de
corte, ajuste da máquina, troca Na zona de trabalho
da lâmina de serra de fita ou
do disco de corte e durante a
Ejeção ou projeção de manutenção
12 Quebra ou extração dos dentes
objetos ou líquidos
da lâmina de serra e ejeção.
Rupturas da linha do sistema
de fluidos pressurizados Na máquina ou próximo
(mangueiras)
Peças quebradas e ejetadas da
máquina
13. Perda da estabilidade (para requisitos de segurança, ver 5.15)
Máquina não fixada
adequadamente ou queda
13 Perda da estabilidade Na máquina
de peças da máquina ou
capotagens
A sequência dos perigos significativos compreendidos nesta tabela tem referências nas normas ABNT NBR
ISO 12100 e EN 13898
4.2 A análise de risco pressupõe o acesso previsível por todas as direções, bem como na partida
inesperada e parada de emergência. Os riscos para o operador e outras pessoas, que podem
ter acesso a determinadas zonas de perigo, são identificados tendo em conta os perigos que podem
ocorrer sob várias condições (por exemplo, montagem, partida, produção, manutenção, reparação
e desmontagem) durante a vida da máquina. Também inclui uma análise do efeito da falha no sistema
de controle.
NÃO TEM VALOR NORMATIVO 11/41
ABNT/CB-004
PROJETO ABNT NBR 16403
JUN 2015
4.3 Além disso, o usuário desta Norma (ou seja, projetista, fabricante ou fornecedor) deve validar
a apreciação de risco, verificando se está completa para a máquina em questão, com especial atenção
para:
a) o uso pretendido da máquina, incluindo a manutenção, configuração e limpeza, e sua má utilização
razoavelmente previsível;
Projeto em Consulta Nacional
b) a identificação dos perigos significativos associados à máquina.
4.4 Os termos e definições utilizados nesta Norma quanto ao processo de apreciação e redução
de risco, entre outros, devem ser consultados diretamente na ABNT NBR ISO 12100.
5 Requisitos de segurança e/ou medidas de proteção
5.1 Geral
As máquinas serra de fita para metais devem atender aos requisitos de segurança e/ou medidas
de proteção descritas a seguir.
Além disso, as máquinas serra de fita para metais devem ser projetadas de acordo com os princípios
da ABNT NBR ISO 12100:2013, no que se refere aos perigos relevantes descritos no Anexo B dessa
norma citada. No entanto, esses perigos relevantes não são significativos.
Os perigos significativos a serem aqui considerados são os descritos na Seção 4. Para obter orientação
sobre a apreciação e redução do risco do projeto (ver a ABNT NBR ISO 12100), para as medidas
de proteção, como fonte de referência.
5.2 Definições de tipos e configurações de máquinas
Esta Norma aborda vários tipos de configurações de máquinas serra de fita para metais. As Tabelas 2
e 3, fornecem a relação entre o tipo de configuração de máquina e o requisito de segurança específico,
no que se refere aos perigos mecânicos, ver 5.3 a 5.5.
Os requisitos para os riscos não mecânicos são aplicados a todas as configurações de máquinas,
contidas em 5.6 a 5.16.
Tabela 2 – Requisitos gerais de segurança comuns a todas as configurações de máquinas,
equipamentos e sistemas
Tipo de Requisitos de Figura
Descrição
máquina segurança associada
Máquinas para corte de
metal a “frio”, usando
lâmina de serra de fita 5.3.1 B.1, B.2, B.3, B.4a, B.4 b), B.5,
Máquinas de (ver 3.17) 5.3.2 B.6, B.7, B.8, B.9, B.10, B.11,
serra de fita
As máquinas podem ser 5.3.3 B12
manuais, semiautomáticas
ou automáticas
Equipamento
Transportador de cavaco 5.5.5 A.3b
auxiliar
12/41 NÃO TEM VALOR NORMATIVO
ABNT/CB-004
PROJETO ABNT NBR 16403
JUN 2015
Tabela 2 (continuação)
Tipo de Requisitos de Figura
Descrição
máquina segurança associada
Sistema de
Sistema de morsa vertical
fixação de 5.5.2 –
Projeto em Consulta Nacional
(prensa tipo feixe)
material
Sistema de
Sistema automático de
alimentação de 5.5.4 –
alimentação de barras
material
Tabela 3 – Requisitos de segurança básicos para máquinas de serra de fita
Tipo de Requisitos de Figura
Descrição
máquina segurança associada
A lâmina de serra de fita é
serra de fita B.1, B.2, B.3, B.4a, B.4 b), B.5,
montada horizontalmente,
horizontal B.6, B.7, B.8
conforme 3.19
5.4
A lâmina de serra de fita
serra de fita
é montada verticalmente, B.9, B.10, B.11, B.12
vertical
conforme 3.20
5.3 Proteção contra perigos mecânicos frequentes
5.3.1 Medidas de segurança
O acesso à lâmina de serra de fita deve ser impedido por uma combinação de proteções fixas, móveis
intertravadas e ajustáveis, ver ABNT NBR ISO 12100, exceto quando medidas alternativas estiverem
especificadas em 5.4.
O acesso aos outros perigos mecânicos deve ser impedido pela aplicação de medidas de proteção
especificadas em 5.5.
Todos os tipos de proteções devem ser selecionados, projetados e construídos em conformidade
com as ABNT NBR NM 272, ABNT NBR NM 273 e ISO 14119. As dimensões e princípios construtivos
das proteções devem cumprir os requisitos das ABNT NBR NM 272, ABNT NBR NM 273,
ABNT NBR NM ISO 13852, ABNT NBR NM ISO 13853 e ABNT NBR NM ISO 13854.
O intertravamento de todas as proteções móveis mencionadas nesta Norma deve ser feito por meio
de uma chave de segurança eletromecânica de abertura positiva ou magnética, codificada e monitorada
por interface de segurança, estando de acordo com a ABNT NBR NM 273.
Em circunstâncias onde os materiais a serem cortados estão normalmente aguardando o carregamento
e descarregamento, utilizando equipamentos mecânicos de movimentação (por exemplo, gruas,
pontes rolantes e empilhadeiras), o projetista deve dar atenção especial às condições dos serviços
e fornecer dispositivos de proteções mecânicas adicionais para as partes dos sistemas periféricos que
podem ser suscetíveis a danos mecânicos.
NÃO TEM VALOR NORMATIVO 13/41
ABNT/CB-004
PROJETO ABNT NBR 16403
JUN 2015
Verificação: inspeção visual, teste/checagem de desempenho e projeto/especificações/cálculos.
5.3.2 Seleção de modos de operação
5.3.2.1 Modo de operação
Projeto em Consulta Nacional
As máquinas de serra automáticas e semiautomáticas devem estar equipadas com um sistema
de seleção de ajuste do modo operação (manual ou automático). A seleção deste modo de operação
deve ser conseguida por meio de uma comutadora com chave (Figura A.5), ou um código de acesso,
ou outro meio igualmente seguro. Nestes modos (manual e automático) as proteções devem estar
fechadas e intertravadas, e/ou os dispositivos de proteção ativados para permitir a execução do ciclo
de corte.
Entende-se como modo de operação manual o ciclo típico descrito em 3.3, sendo o modo de operação
automático conforme definido em 3.4.
5.3.2.2 Modo de ajuste e regulagem
Quando for indicado pela análise de risco, em função da severidade de danos e frequência ou tempo
de exposição ao risco, este modo de ajuste e regulagem deve existir. A seleção deste modo deve
ser realizada por meio de uma comutadora com chave (Figura A.5), ou código de acesso, ou outro
meio igualmente seguro, e deve estar em conformidade com os requisitos da ABNT NBR ISO 12100.
Este modo de seleção permite o ajuste da máquina antes do processo de corte continuado, sob
condições de riscos reduzidos. Os bloqueios das proteções móveis estão suspensos nesta modalidade
e apenas os movimentos essenciais da máquina são admitidos em velocidades reduzidas, quando
iniciado e sustentados por um dispositivo de comando sem retenção (ver ABNT NBR ISO 12100).
Exemplos de movimentos permitidos sob condições de ajuste manual são troca da ferramenta
de corte, movimentação ou fixação do material a ser cortado. Os requisitos adicionais especificados
em 5.5 devem ainda permanecer em efeito quando o modo de ajuste é selecionado.
5.3.3 Requisitos do sistema de controle
5.3.3.1 Partes relacionadas com a segurança e as funções
Para os efeitos desta Norma “partes relacionadas com a categoria de segurança do sistema de
controle” significa: a cadeia de componentes desde a entrada do sinal de acionamento inicial (por
exemplo, dispositivo de controle ou detector de posição) até a saída do comando do atuante final
(por exemplo, contator, válvula de solenoide). As seguintes funções devem ser tratadas como partes
relacionadas com a segurança e atender aos requisitos das categorias da ABNT NBR 14153, conforme
apresentados na Tabela 4.
14/41 NÃO TEM VALOR NORMATIVO
ABNT/CB-004
PROJETO ABNT NBR 16403
JUN 2015
Tabela 4 – Partes relacionadas à categoria de segurança do sistema de controle
Função de controle Categoria de segurança ABNT NBR 14153
Partida 1
Rearme 1 ou 3a
Parada normal 1
Projeto em Consulta Nacional
Dispositivos de parada de emergência 1 ou 3 a b
Modo de seleção 1
Proteção móvel intertravada 1 ou 3 a b
Velocidade reduzida 3
Dispositivo de comando sem retenção c 1
a A categoria 1 pode ser utilizada em máquinas manuais (ver 3.2) de contato único, cujo motor da
ferramenta de corte é acionado por um gatilho interruptor pelo operador.
b Máquinas do tipo portátil (ver 3.5) podem ser consideradas categoria 1, desde que sejam avaliadas
por um processo de apreciação de risco e sejam consideradas máquinas serra de fita do tipo
manual (ver 3.2).
c Ver ABNT NBR ISO 12100.
Os comandos de partida e de rearme devem estar localizados fora das proximidades da zona
de trabalho (ver 3.29) e devem ser ativados somente quando todas as proteções móveis
intertravadas estiverem fechadas. Quando qualquer proteção intertravada estiver aberta, todas
as partidas inesperadas e todos os movimentos perigosos devem ser evitados, de acordo com
a ABNT NBR ISO 12100. O fechamento de uma proteção intertravada não pode resultar em uma
reinicialização da máquina.
Em máquina de grandes dimensões, onde o operador não tenha visão a partir do posto de comando
da totalidade da área de trabalho, um ou mais botões de rearme remotos devem ser instalados em
posições que obriguem o operador a percorrer todo o redor da máquina. Estes botões de rearme
remotos devem ser acionados antes da partida da máquina, prioritária e obrigatoriamente do botão
de rearme do posto de comando, a fim de proteger as pessoas dos riscos que não estão visíveis.
Verificação: inspeção de diagramas elétricos, verificação de desempenho/ensaio.
5.3.3.2 Parada normal
Um controle de parada normal deve ser fornecido para interromper o funcionamento da máquina
e colocá-la em uma condição segura.
Verificação: inspeção de diagramas elétricos, verificação de desempenho/ensaio.
5.3.3.3 Dispositivos de parada de emergência
A função dos dispositivos de parada de emergência deve ser fornecida em todos os tipos
de configurações de máquinas, com exceção das máquinas manuais acionadas por interruptor tipo
gatilho pelo operador do motor que aciona a ferramenta de corte.
Esta função de parada de emergência deve estar em conformidade com as ABNT NBR 14153, ABNT
NBR 13759 e IEC 60204-1. A seleção da categoria de parada de emergência (isto é, categoria 1 ou 0)
deve ser determinada pelo projetista da máquina (ver ISO 13850).
NÃO TEM VALOR NORMATIVO 15/41
ABNT/CB-004
PROJETO ABNT NBR 16403
JUN 2015
Os dispositivos devem ser posicionados em locais de fácil acesso, atuação e visualização pelos
operadores em seus postos de trabalho e por outras pessoas, e afastados da zona de trabalho.
Também devem ser selecionados, montados e interconectados de forma a suportar as condições
de operação previstas, bem como as influências do meio. Prevalecer sobre todos os outros comandos,
a fim de provocar a parada da operação ou processo perigoso em período de tempo tão reduzido
quanto tecnicamente possível, sem provocar riscos suplementares.
Projeto em Consulta Nacional
O acionamento do dispositivo de parada de emergência deve também resultar na retenção
do acionador, de tal forma que, quando a ação no acionador for descontinuada, este se mantenha
retido até que seja desacionado.
Ao ser desacionado o dispositivo de emergência, não pode originar qualquer tipo de partida da
máquina.
Para as máquinas que necessitam de sistema de parada de emergência classificado como categoria 3,
conforme ABNT NBR 14153, este sistema deve ser monitorado por interface de segurança, conforme
IEC 60204-1, e possuir redundância nos dispositivos de saídas responsáveis pelo comando dos
atuadores.
A parada de emergência deve acionar o freio em máquinas que o possuem.
Os controles de parada de emergência devem ser fornecidos em todas as estações de controle
da máquina (por exemplo, o painel de controle principal, as estações de carregamento do material
de trabalho e as estações de descarregamento da peça de trabalho).
Um dispositivo de parada de emergência adicional deve ser fornecido em qualquer área que não seja
visível a partir do posto de comando operacional, onde as pessoas possam estar em risco.
Verificação: inspeção de diagramas elétricos, verificação de desempenho/ensaio.
5.3.3.4 Seleção de dispositivos de modo de operação
Os dispositivos de seleção de modo devem garantir apenas um modo ativo em determinado momento.
Quando um código de acesso é empregado em um sistema eletrônico programável, tipo Controlador
lógico programável (CLP), medidas devem ser aplicadas para a prevenção de modificações não
autorizadas de dados críticos sobre a segurança ou informação de controle do programa.
A seleção do modo de operação em automático não pode iniciar o ciclo da máquina.
Verificação: inspeção de diagramas elétricos, verificação de desempenho/ensaio.
5.3.3.5 Aviso sonoro e/ou visível
Em máquina de grandes dimensões, onde operador não tenha visão a partir do posto de comando
da totalidade da área de trabalho, um dispositivo de aviso sonoro e/ou visual deve ser acionado
antes da partida da máquina, para proteger as pessoas em risco que não estão visíveis, conforme
ABNT NBR ISO 12100.
Verificação: inspeção de diagramas elétricos, verificação de desempenho/ensaio.
16/41 NÃO TEM VALOR NORMATIVO
ABNT/CB-004
PROJETO ABNT NBR 16403
JUN 2015
5.4 Requisitos específicos de medidas de proteção adicionais definidos em 5.3
5.4.1 Requisitos básicos (ver Figuras B.1a B.12)
As proteções fixas, ajustáveis ou móveis intertravadas devem ser fornecidas para impedir o acesso
a todo o comprimento da lâmina de serra, exceto na zona de trabalho (ver 3.29), compreendida entre
Projeto em Consulta Nacional
as guias (ver 3.15), a fim de permitir que a máquina execute a sua função de cortar.
Na zona onde houver sistema de limpeza com escovas, esta zona deve ser protegida utilizando uma
ou mais proteções fixas, ajustáveis ou móveis intertravadas.
O acesso aos volantes (ver 3.14) em movimento deve ser impedido por proteções móveis intertravadas
que cumpram pelo menos a ABNT NBR NM 273 e ISO 14119.
Onde houver sistema de transmissão mecânica, por qualquer meio, este deve estar de acordo com
os requisitos mínimos descrito na ABNT NBR ISO 12100.
Verificação: inspeção visual, verificação de desempenho/teste, desenhos/esquemas/cálculos.
5.4.2 Requisitos adicionais para máquinas portáteis e manuais horizontais (ver Figuras B.1
e B.2) e verticais (ver Figura B.9)
As máquinas manuais e portáteis, conforme definidas em 3.2 e 3.5, respectivamente, devem seguir
os requisitos básicos descritos em 5.4.1, como exemplificado nas Figuras C.1 a), C.1 b) e C.3.
Verificação: inspeção visual, verificação de desempenho/teste, desenhos/esquemas/cálculos.
5.4.3 Requisitos adicionais para máquinas semiautomáticas horizontais (tipo basculante e
coluna) (ver Figuras B.3 a B.5) e verticais (ver Figura B.10)
As máquinas semiautomáticas devem seguir os requisitos básicos descritos em 5.4.1.
Outras zonas onde houver perigos mecânicos (ver Tabela 1) devem ser protegidas por
proteções fixas, móveis intertravadas ou ajustáveis, conforme ABNT NM 272, ABNT NM 273,
ABNT NBR ISO 12100 além das já observadas nas recomendações de 5.3.1. Ver exemplos
de sistemas de proteções nas Figuras C.1 a) e C.1 b).
Quando não for possível proteger adequadamente com proteções fixas, móveis intertravadas
ou ajustáveis, fora da zona de trabalho, outras medidas de segurança e proteção complementares
devem ser adotadas, conforme a ABNT NBR ISO 12100.
Verificação: inspeção visual, verificação de desempenho/teste, desenhos/esquemas/cálculos.
5.4.4 Requisitos adicionais para máquinas automáticas horizontais (tipo basculante, coluna
e portal) (ver Figuras B.6 a B.8) e verticais (ver Figuras B.10 a B.12)
As máquinas automáticas devem seguir os requisitos básicos conforme 5.4.1, exceto o acesso
à zona de trabalho, que deve ser impedido ou reduzido por proteções fixas, ou móveis intertravadas
ou distantes, conforme ABNT NBR NM 272 e/ou ABNT NBR NM 273, as quais permitem a passagem
do material na capacidade máxima da máquina, como exemplificado nas Figuras C.2 a), C.2 b) e C.4.
Outras zonas onde houver perigos mecânicos (ver Tabela 1) devem ser protegidas por proteções
fixas, móveis intertravadas ou ajustáveis, conforme as ABNT NBR NM 272, ABNT NBR NM 273
e ABNT NBR ISO 12100.
NÃO TEM VALOR NORMATIVO 17/41
ABNT/CB-004
PROJETO ABNT NBR 16403
JUN 2015
Quando não for possível proteger adequadamente com proteções fixas, móveis intertravadas
ou ajustáveis, fora da zona de trabalho, outras medidas de segurança e proteção complementares
devem a ser adotadas, conforme a ABNT NBR ISO 12100, como exemplificado na Figura C.4.
Verificação: inspeção visual, verificação de desempenho/teste, desenhos/esquemas/cálculos.
Projeto em Consulta Nacional
5.5 Outros riscos mecânicos
5.5.1 Elementos de transmissão de energia mecânica
O acesso a motores e elementos de transmissão deve ser impedido por proteções fixas ou ajustáveis
automáticas (por exemplo, coberturas telescópicas), a menos que seja inerentemente seguro,
em virtude de sua posição. Proteções móveis intertravadas devem ser utilizadas se a operação normal
requer acesso frequente (ou seja, mais de uma vez por turno de trabalho). A proteção de bloqueio
deve incorporar no mínimo um único detector atuando no modo positivo (ver ABNT NBR NM 272).
Verificação: inspeção visual, verificação de desempenho/teste, desenhos/esquemas/cálculos.
5.5.2 Dispositivo de fixação do material a ser cortado
5.5.2.1 Requisitos básicos
Todas as máquinas de serra de fita devem estar equipadas com dispositivos de fixação que mantenha
o material a ser cortado em posição segura, ou outras medidas igualmente eficazes, que impeçam
o movimento não intencional do material a ser cortado durante o processo de corte. As exceções são
as máquinas serra de fita verticais para corte de perfil e contorno (ver 5.4.1).
Verificação: inspeção visual, verificação de desempenho/teste, desenhos/esquemas/cálculos.
5.5.2.2 Perigo de esmagamento nos dispositivos de fixação automáticos
Os riscos de exposição ao esmagamento entre os dispositivos de fixação automáticos e o material
a ser cortado devem ser reduzidos por meio de:
a) limitação do curso de aperto a 6 mm ou menos; ou
b) restrição da velocidade do dispositivo de fixação para 10 mm/s ou menos, sob o controle
do dispositivo de comando sem retenção (ver ABNT NBR ISO 12100); ou
c) fornecimento de proteção de segurança para evitar o acesso à zona de perigo, conforme
a ABNT NBR NM 272.
Verificação: inspeção visual, verificação de desempenho/teste, desenhos/esquemas/cálculos,
medição.
5.5.2.3 Controle de intertravamento nos dispositivos de fixação automáticos
O sistema de controle de intertravamento deve impedir a soltura do material a ser cortado durante o
ciclo de corte.
Nas máquinas semiautomáticas e automáticas, com dispositivo de fixação automático,
o sistema de comando da máquina deve ser intertravado de forma a evitar a operação de corte sem
que o material a ser cortado esteja devidamente fixado.
18/41 NÃO TEM VALOR NORMATIVO
ABNT/CB-004
PROJETO ABNT NBR 16403
JUN 2015
Verificação: inspeção visual, verificação de desempenho/teste, desenhos/esquemas/cálculos.
5.5.2.4 Perda da fixação durante o corte nos dispositivos de fixação automáticos
Nos dispositivos de fixação automáticos, o material a ser cortado deve permanecer fixado ou
o movimento perigoso deve ser interrompido em caso de falha no fornecimento de energia.
Projeto em Consulta Nacional
Verificação: inspeção visual, verificação de desempenho/teste, desenhos/esquemas/cálculos.
5.5.2.5 Liberação manual nos dispositivos de fixação automáticos
Nas máquinas semiautomáticas e automáticas, a liberação manual da fixação deve ser permitida
somente após cessar os movimentos perigosos da máquina: movimento de corte e avanço.
Verificação: inspeção visual, verificação de desempenho/teste, desenhos/esquemas/cálculos
5.5.3 Dispositivos automáticos de carregamento e descarregamento do material a ser cortado
5.5.3.1 Alimentação por roletes (ver 3.26)
A transmissão de energia para os roletes motorizados deve ser totalmente fechada. Os pontos de
execução no estreitamento entre os roletes motorizados e materiais a serem cortados devem possuir
proteção de segurança por meio de proteções fixas e/ou móveis intertravadas, exceto onde, na
posição de admissão (ou seja, onde o material a ser cortado entra na máquina), satisfaça os requisitos
da ABNT NBR NM 272.
Verificação: inspeção visual, verificação de desempenho/teste, desenhos/esquemas/cálculos,
medição.
5.5.3.2 Alimentação por carro alimentador (alimentação do engate) (ver 3.25)
O acesso deve ser impedido às zonas de perigo em dispositivos de alimentação por carro alimentador
(por exemplo, proteções fixas e móveis intertravadas, ou outros dispositivos de segurança).
Verificação: inspeção visual, verificação de desempenho/teste, desenhos/esquemas/cálculos.
5.5.4 Transportador de cavacos (ver 3.32)
O acesso às partes perigosas do transportador de cavacos (se existir) deve ser evitado por proteções
fixas e/ou proteções móveis intertravadas.
A abertura de uma proteção móvel intertravada do transportador de cavaco, se houver, deve paralisar a
sua movimentação, mantendo-o inibido. Se a movimentação do transportador de cavaco for necessária
com uma proteção intertravada aberta (para fins de limpeza, por exemplo), a movimentação somente
será permitida sob controle de dispositivo de comando sem retenção (ver ABNT NBR ISO 12100).
Um sinal de advertência deve indicar a área de perigo no local de descarregamento de cavaco
(ver ABNT NBR ISO 12100).
Verificação: inspeção visual, verificação de desempenho/teste, desenhos/esquemas/cálculos.
NÃO TEM VALOR NORMATIVO 19/41
ABNT/CB-004
PROJETO ABNT NBR 16403
JUN 2015
5.5.5 Manutenção preventiva ou corretiva
Em caso de manutenção preventiva ou corretiva, o acesso à zona de perigo deve ser limitado
aos locais de manutenção, adição de fluidos (de lubrificação, por exemplo), e os pontos de regulagem
ou ajuste da máquina devem estar conforme a ABNT NBR ISO 12100.
Projeto em Consulta Nacional
Verificação: inspeção visual, verificação de desempenho/teste, desenhos/esquemas/cálculos.
5.6 Perigos elétricos causados pelo contato direto e indireto
Para minimizar os riscos de choque, mau funcionamento ou queima, todos os equipamentos elétricos
devem ser concebidos e aplicados de acordo com o seguinte:
a) para contato direto com equipamentos elétricos:
—— os equipamentos elétricos devem estar de acordo com a IEC 60204-1, salvo se especificado
em contrário nesta Norma;
—— ver IEC 60204-1 quanto à prevenção de choques elétricos e proteção contra curtos circuitos
e sobrecarga. O grau de proteção de todos os componentes elétricos deve ser de IP54
no mínimo, de acordo com a IEC 60204-1. Em particular, verificar os requisitos na IEC 60204-
1 para proteção de equipamentos, ligação equipotencial, condutores e cabos, práticas de
fiação, emotores elétricos e equipamentos associados;
—— os compartimentos elétricos não podem ser expostos ao risco de danos a partir da ejeção
de ferramentas de corte ou do material cortado ou a ser cortado. As partes eletrizadas
não podem ser acessíveis (ver IEC 60204-1). O risco de incêndio não é considerado
significativo para máquinas onde os circuitos de energia são protegidos contra sobre corrente
(ver IEC 60204-1);
b) para contato indireto com equipamentos elétricos, verificar os requisitos da IEC 60204-1, os quais
devem ser atendidos.
NOTA Ver IEC 60204-1 quanto à definição de “contato indireto”.
Verificação: inspeção visual, verificação de desempenho/teste, desenhos/esquemas/cálculos.
5.7 Perigos térmicos
Onde um sistema de remoção de cavacos é fornecido, este deve proteger as pessoas do contato com
os cavacos aquecidos do material.
Verificação: inspeção visual, verificação de desempenho/teste, desenhos/esquemas/cálculos.
5.8 Perigos gerados pelo ruído
Ao projetar a máquina, as informações e as medidas protetivas disponíveis para controle de ruído na
sua fonte devem ser levadas em consideração (ver ISO 11688-1 e ISO 11688-2).
As principais fontes significativas de ruído na máquina serra de fita são listadas na Tabela 5. Todavia,
esta tabela não é exaustiva e a existência de outras fontes de ruído por ela não é descrita.
Deve ser realizado ensaio de medição de ruído, medido conforme a legislação vigente, com a máquina
em funcionamento, com a ferramenta de corte instalada, e sem estar realizando operação de corte.
20/41 NÃO TEM VALOR NORMATIVO
ABNT/CB-004
PROJETO ABNT NBR 16403
JUN 2015
Quando o nível de ruído estiver acima do valor recomendado pela legislação vigente, para exposição
sem uso de equipamento de proteção individual (EPI), o valor encontrado deve ser informado na
documentação técnica da máquina, observando o descrito em 7.2 desta Norma (ver também
ISO 11204).
Tabela 5 – Medidas para redução de ruídos
Projeto em Consulta Nacional
Os meios possíveis para redução dos níveis
Fonte e tipo de ruído
de ruído
Amortecimento do motor, correias, ruído da caixa
a) Ruído de transmissão
de velocidade
b) Exaustão pneumática Silenciadores
Revestimento de material reverberante em
c) Descarregamento de material
superfície de contato
Afiação e geometria da ferramenta de corte,
painéis acústicos (parcial ou total), material a ser
d) Ruído de corte
cortado, fixação segura do material a ser cortado,
alimentações e velocidades
e) Manuseio do material Projeto e seleção dos materiais de construção
Características da proteção, geometria da
f) Ruído aerodinâmico
ferramenta de corte
Ruído do material a ser cortado Fixação do material a ser cortado ou dispositivo de
g)
insuficientemente apoiado fixação especial
Vibração da ferramenta de corte durante Tensionamento e geometria da ferramenta de
h)
o processo de corte corte e parâmetros de corte
Líquido refrigerante insuficiente durante o
i) Aumento do fluxo
processo de corte
Enclausuramento acústico, ajuste de regulagem e
j) Sistema hidráulico
seleção de componentes
5.9 Perigos gerados pela vibração
Em máquinas de serra com componentes de alimentação guiados manualmente ou de operação
manual, onde os operadores podem estar sujeitos a vibrações de mais de 2,5 m/s2, medidas
de prevenção de redução de vibrações devem ser tomadas, tanto quanto possível, pela construção
e projeto, amortecimento e/ou isolamento. Para a medição da vibração, ver ISO 8041, ISO 5349-2
e ISO 20643.
Verificação: inspeção visual, verificação de desempenho/teste, desenhos/esquemas/cálculos,
medição.
5.10 Perigos gerados pelo processamento de materiais e substâncias
5.10.1 Perigos de contato com ou inalação de fluidos prejudiciais, gases, vapores, fumaça
e poeira
As medidas para minimizar o aumento dos riscos biológicos e microbiológicos em circulação de fluido
refrigerante devem incluir o seguinte:
a) o projeto da máquina deve permitir fácil escoamento por gravidade do fluido refrigerante para o
tanque, com o cuidado de prevenir áreas de estagnação do fluido;
NÃO TEM VALOR NORMATIVO 21/41
ABNT/CB-004
PROJETO ABNT NBR 16403
JUN 2015
b) o conteúdo total do sistema de fluido refrigerante deve circular durante o uso normal, de modo
que não permaneça qualquer volume estacionário no interior do tanque, exceto quando ajustes
são requeridos pelo projeto;
c) o dreno deve ter diâmetro e posicionamento corretos para minimizar o assentamento
de sedimentos e permitir o esvaziamento completo do tanque;
Projeto em Consulta Nacional
d) o sistema de fluido refrigerante deve ser fornecido com filtração para a remoção de sedimentos;
e) quando a acumulação de sedimentos ocorrer, a limpeza deve ser facilitada por projeto
(por exemplo, cantos arredondados em recipientes);
f) o interior dos tanques não pode contribuir para o crescimento de bactérias (por exemplo,
as superfícies devem ser lisas e pintadas);
g) os tanques de fluido refrigerante devem conter tampas destinadas à prevenção da entrada
de materiais estranhos;
h) a contaminação do fluido refrigerante por óleo ou graxa a partir de fontes externas, como
lubrificação perdida de máquinas, deve ser evitada, ou devem ser previstos meios para a sua
remoção sistemática.
Devem ser previstos meios para permitir:
a) que sejam tomadas amostras do fluido;
b) limpeza do tanque, mangueiras e tubulações;
c) limpeza e/ou substituição dos filtros quando necessário;
d) minimizar a exposição do operador ao fluido refrigerante.
Verificação: inspeção visual, verificação de desempenho/teste, desenhos/esquemas/cálculos,
medição.
5.10.2 Cavacos e limpeza
A máquina deve ser projetada para minimizar o acúmulo de cavacos na área de trabalho e facilitar
a sua remoção com afastamento mínimo das proteções, se necessária, com auxílio de um transportador
de cavaco (ver 3.32).
Verificação: inspeção visual, verificação de desempenho/teste, desenhos/esquemas/cálculos.
5.11 Perigos gerados por negligência de princípios ergonômicos no projeto de máquinas
5.11.1 Evitar a má postura, esforço excessivo, tensão fadiga e esforço repetitivo
A máquina e os seus comandos devem ser projetados de acordo com a ABNT NBR ISO 12100
e devem ser projetadas de acordo com princípios ergonômicos, de modo a evitar um esforço excessivo
e/ou repetitivo, má postura ou fadiga durante o uso.
As proteções móveis devem ser operadas automaticamente, quando o uso delas puder levar
a repetidos esforços excessivos (ver ABNT NBR ISO 12100 e ABNT NBR ISO 11228-3).
22/41 NÃO TEM VALOR NORMATIVO
ABNT/CB-004
PROJETO ABNT NBR 16403
JUN 2015
Verificação: medição, requisitos de posturas não excessivas, em conformidade com as normas
de referência.
5.11.2 Consideração inadequada da anatomia mão-braço ou perna-pé
O posicionamento, a sinalização e a iluminação de dispositivos de controle e pontos de observação
Projeto em Consulta Nacional
ou de serviços, como os de enchimento e esvaziamento dos tanques, devem ser escolhidos de forma
que satisfaçam os princípios de ergonomia (ver ABNT NBR ISO 7250-1, ABNT NBR ISO 11226,
ABNT NBR ISO 11228-3, ABNT NBR NM ISO 13853, ABNT NBR NM ISO 13854 e
ABNT NBR ISO 13855).
Verificação: medição, verificação se as distâncias envolvidas na operação normal estão
em conformidade com as normas de referência.
5.11.3 Iluminação local inadequada
A iluminação incorporada na máquina para iluminar a área de trabalho deve ser efetuada quando
a construção da máquina e/ou as suas proteções tornarem a iluminação ambiente inadequada para
a operação segura e eficiente da máquina.
Verificação: inspeção visual, verificação de desempenho/teste, desenhos/esquemas/cálculos,
medição.
Exceção: Na máquina serra de fita vertical, tipo manual (ver Figura B.9), a iluminância da iluminação
incorporada, deve ser de pelo menos 500 lux, em conformidade com a ABNT NBR ISO/IEC 8995-1.
A iluminação tipo fluorescente pode ser usada, desde que os seus efeitos estroboscópicos não
mascarem os perigos.
Verificação: inspeção visual, medição.
5.11.4 Erro humano e comportamento humano
A falha humana, razoavelmente previsível, especialmente a má utilização da máquina, deve ser levada
em consideração no seu projeto.
Equipamentos e acessórios indicados no manual de instruções e não prontamente disponíveis para
ajuste e a manutenção da máquina devem ser providenciados pelo usuário.
Verificação: verificação de desempenho/teste.
5.11.5 Projeto de localização ou identificação de controles manuais
Dispositivos de entrada (por exemplo, teclados, botões, chaves etc.) devem estar em conformidade
com a ABNT NBR ISO 12100.
Verificação: inspeção visual.
5.11.6 Projeto da disposição e localização das unidades de interface homem-máquina (IHM)
As informações exibidas na tela devem ser claras e inequívocas. Reflexos e brilhos devem ser
minimizados. Ver ABNT NBR ISO 12100.
NÃO TEM VALOR NORMATIVO 23/41
ABNT/CB-004
PROJETO ABNT NBR 16403
JUN 2015
Verificação: Verificação da legibilidade e visibilidade a partir de posição(es) de operação.
5.12 Inicialização, partida inesperada/sobre velocidade
5.12.1 Falha/desordem do sistema de controle
Projeto em Consulta Nacional
O sistema de controle deve ser projetado de acordo com a ABNT NBR ISO 12100.
A utilização de um sistema eletrônico programável não pode reduzir o nível de segurança especificado
nesta Norma. Quando a segurança relacionada com as funções é implementada no âmbito do
sistema eletrônico programável, estas devem satisfazer os requisitos de categoria 3, de acordo com a
ABNT NBR 14153.
5.12.2 Restauração do fornecimento de energia após uma interrupção
O reinício espontâneo de uma máquina, quando reenergizada após a interrupção da alimentação,
deve ser impedido, caso isto possa gerar um perigo.
Os sistemas de segurança, de acordo com a categoria de segurança requerida, devem exigir rearme
manual, após a correção da falha ou situação anormal de trabalho que provocou a paralisação
da máquina (ver ABNT NBR ISO 12100).
Verificação: verificação de desempenho/teste, desenhos/esquemas/cálculos.
5.13 Erros de montagem
O projeto de componentes de máquinas deve evitar erros de montagem (por exemplo, conexões
macho/fêmea, funcionalidades de localização assimétrica). Componentes que podem resultar
em perigo, em caso de montagem incorreta, devem ter instruções de montagem na própria máquina
e/ou no manual de instruções.
Verificação: desenhos/esquemas/cálculos.
A direção de corte da lâmina de serra deve ser indicada por um símbolo de seta indelével. Isso pode
ser exibido no exterior ou interior das proteções (fixa ou móvel) ou dos componentes de transmissão
de energia (por exemplo, volantes para lâminas de serra de fita).
Verificação: inspeção visual.
5.14 Quedas ou projeções de objetos ou fluidos
5.14.1 Contenção do material a ser cortado, cavacos e fluidos
Devem ser fornecidas proteções para reter ou conter as projeções previsíveis de material a ser cortado,
cavacos e fluidos. Estas proteções devem ser projetadas de acordo com a ABNT NBR NM 272.
Verificação: desenhos/esquemas/cálculos.
5.14.2 Ejeção de peças – Resistência da proteção
As proteções devem ser suficientemente resistentes para proteger as pessoas e para conter as energias
originadas pelas ejeções razoavelmente previsíveis do material a ser cortado e/ou de componentes
de máquinas, em particular a lâmina de serra (ver ABNT NBR NM 272).
24/41 NÃO TEM VALOR NORMATIVO
ABNT/CB-004
PROJETO ABNT NBR 16403
JUN 2015
Verificação: inspeção visual, verificação de desempenho/teste, desenhos/esquemas/cálculos.
5.15 Perda de estabilidade/capotamento de máquinas
As máquinas devem ser projetadas e construídas de forma que sejam estáveis sob condições
previsíveis de funcionamento e sem riscos de capotamento, queda ou movimentos inesperados.
Projeto em Consulta Nacional
Quando o uso de parafusos de fundação/fixação é uma das medidas usadas para ajudar a prevenir
o capotamento, os fabricantes devem especificar os parafusos e os requisitos necessários de fundação
e fixação.
5.16 Deslizamento e queda de pessoas
5.16.1 Requisitos gerais
Os locais de trabalho e meios de acesso em máquinas (como escadas, plataformas integradas,
passagens, de acordo com ISO 14122-1, ISO 14122-2, ISO 14122-3 e ISO 14122-4) devem ser
fornecidos para minimizar a probabilidade de deslizamentos, escorregões e quedas pelo fornecimento
de corrimão, rodapé e, quando necessário, superfícies antiderrapantes (ver ABNT NBR ISO 12100).
Verificação: inspeção visual.
5.16.2 Contaminação de pisos
Quando um sistema de refrigeração e de pulverização de fluido refrigerante for fornecido, deve
ser projetado para evitar respingo, pulverização e névoa, conforme a aplicação, fora dos limites
da máquina (ver 7.2 m)).
Verificação: inspeção visual, verificação de desempenho/teste envolvendo o uso de um fluido.
5.16.3 Partes altas da máquina que devem ser acessíveis para manutenção ou visualização de
problemas
Quando o acesso for frequente e necessário (ou seja, pelo menos uma vez por turno), meios
permanentes de acesso devem ser fornecidos (ver grupo A de exemplos abaixo). Se o acesso for
apenas ocasional, um ou ambos os exemplos B devem ser fornecidos.
Grupo A
—— meios permanentes de acesso (por exemplo, escadas) (ver ISO 14122-2);
—— plataformas fixas de trabalho com grades fixas, corrimãos e rodapés contra os riscos queda
(ver ISO 14122-3);
Grupo B
—— suportes para o cinto de segurança;
—— meio de fixar escadas móveis.
Verificação: Inspeção visual.
NÃO TEM VALOR NORMATIVO 25/41
ABNT/CB-004
PROJETO ABNT NBR 16403
JUN 2015
6 Verificação dos requisitos e/ou medidas de segurança
Os requisitos e/ou medidas de segurança especificados na Seção 5 devem ser verificados utilizando
os procedimentos listados no final de cada medida ou grupo de medidas.
A inspeção visual é utilizada para verificar as características necessárias dos requisitos, através
Projeto em Consulta Nacional
do exame visual dos componentes fornecidos.
Uma verificação de desempenho e ensaio deve averiguar se as características desempenham suas
funções de maneira que os requisitos sejam satisfeitos.
As medições devem ser verificadas por meio da utilização de instrumentos, observando se os requisitos
são cumpridos conforme especificado.
Os desenhos e cálculos devem ser verificados para saber se as características do projeto
dos componentes fornecidos cumprem os requisitos.
7 Informações para uso
7.1 Identificação do produto
7.1.1 Os requisitos gerais estabelecidos na ABNT NBR ISO 12100 devem ser seguidos.
7.1.2 A máquina deve ser marcada de uma maneira distinta e durável, com as seguintes informações:
a) razão social, CNPJ e endereço do fabricante ou importador;
b) informação sobre tipo, modelo e capacidade;
c) número de série ou identificação, e ano de fabricação;
d) peso da máquina, sem lâminas de serra ou dispositivos auxiliares;
e) fornecer dados para sistemas elétricos, hidráulicos e pneumáticos (quando aplicável);
f) faixa de tamanhos das lâminas de serra utilizáveis (quando aplicável);
g) faixas de velocidade da lâmina de serra e da alimentação (quando aplicável);
h) direção de corte da lâmina de serra que deve ser indicada com uma seta;
i) outros dados exigidos, conforme legislação vigente.
7.2 Manual de instruções
7.2.1 Os requisitos gerais previstos na ABNT NBR ISO 12100 devem ser seguidos.
7.2.2 O manual de instruções deve incluir as seguintes informações:
a) dados de 7.1.2;
b) normas observadas para o projeto e construção da máquina ou equipamento;
26/41 NÃO TEM VALOR NORMATIVO
ABNT/CB-004
PROJETO ABNT NBR 16403
JUN 2015
c) descrição detalhada da máquina ou equipamento e seus acessórios;
d) diagramas, inclusive circuitos elétricos, hidráulicos e pneumáticos, em especial a representação
esquemática das funções de segurança. Quando a máquina tiver um controlador lógico programável
(CLP) os diagramas devem mostrar as interfaces entre eles e qualquer outro componente que
esteja conectado;
Projeto em Consulta Nacional
e) definição da utilização prevista para a máquina ou equipamento;
f) riscos a que estão expostos os usuários, com as respectivas avaliações quantitativas de emissões
geradas pela máquina ou equipamento em sua capacidade máxima de utilização;
g) definição das medidas de segurança existentes e daquelas a serem adotadas pelos usuários;
h) especificações e limitações técnicas para a sua utilização com segurança;
i) instruções de ajustes das proteções e das guias das lâminas de serra, junto as especificações
das ferramentas de corte utilizáveis;
j) riscos que podem resultar de adulteração, burla ou supressão de proteções e dispositivos de
segurança;
k) instruções de operação, ajustes, troca da ferramenta de corte, limpeza, uso dos dispositivos de
fixação e alimentação da máquina;
l) recomendações sobre a necessidade de uso de Equipamentos de Proteção Individual pelos
operadores (por exemplo, protetor auricular e óculos de segurança);
m) especificação de qualquer lubrificante, fluido refrigerante ou hidráulico e instruções para suas
aplicações, chamando atenção para importância da prevenção da contaminação no meio
ambiente;
n) riscos que podem resultar de utilizações diferentes daquelas previstas no projeto;
o) procedimentos para utilização da máquina ou equipamento com segurança;
p) procedimentos e periodicidade para inspeções e manutenção;
q) procedimentos a serem adotados em situações de emergência;
r) indicação da vida útil da máquina ou equipamento e dos componentes relacionados à segurança.
NÃO TEM VALOR NORMATIVO 27/41
ABNT/CB-004
PROJETO ABNT NBR 16403
JUN 2015
Anexo A
(informativo)
Definições de partes e componentes da máquina serra de fita
Projeto em Consulta Nacional
Figura A.1 – Lâmina de serra de fita – Ferramenta de corte
(ver definições gerais na ABNT NBR 15951)
Movimento linear de corte
Vc
Va
Fc
Fa Movimento de avanço de corte
Legenda
Fa força de avanço
Fc força de corte
Va velocidade de avanço
Vc velocidade de corte
Figura A.2 – Movimentos, velocidades e forças que atuam na lâmina de serra de fita –
Ferramenta de corte
28/41 NÃO TEM VALOR NORMATIVO
ABNT/CB-004
PROJETO ABNT NBR 16403
JUN 2015
Conjunto Conjunto do arco
da guia
Volante
Lâmina de serra fita motor
Volante
movido
Projeto em Consulta Nacional
Mesa de
corte
Mesa de saída
Conjunto da morsa
Base da máquina
a) vista frontal
Conjunto do arco
Conjunto de tração
da lâmina de serra fita
Cilindro de
levantamento
Transportador
de cavaco
Mesa de roletes
Sistema de alimentação
por carro alimentador
b) vista traseira
NOTA Máquina serra de fita automática sem proteções fixas e móveis, apenas com finalidade de
representação de componentes de partes da máquina
Figura A.3 – Conjuntos e partes de máquina serra de fita horizontal
NÃO TEM VALOR NORMATIVO 29/41
ABNT/CB-004
PROJETO ABNT NBR 16403
JUN 2015
Conjunto
tensionador
Porta de acesso
ao volante movido
Proteção ajustável
da guia móvel
Projeto em Consulta Nacional
Conjunto da
guia móvel
Lâmina de
Painel de serra de fita
comando
Porta de
acesso ao
volante motor Mesa de corte
Figura A.4 – Conjuntos e partes de máquina serra de fita vertical
Figura A.5 – Comutadora com chave
30/41 NÃO TEM VALOR NORMATIVO
ABNT/CB-004
PROJETO ABNT NBR 16403
JUN 2015
Anexo B
(informativo)
Exemplos de tipos de configurações de máquinas serra de fita para corte
de materiais metálicos
Projeto em Consulta Nacional
Este anexo apresenta exemplos representativos dos tipos de configurações de máquinas de serra
de fita. As proteções não estão apresentadas em todos os casos (ver Tabela 2).
Figura B.1 – Máquina serra de fita horizontal – Tipo portátil
Figura B.2 – Máquina serra de fita horizontal – Tipo manual
NÃO TEM VALOR NORMATIVO 31/41
ABNT/CB-004
PROJETO ABNT NBR 16403
JUN 2015
Projeto em Consulta Nacional
Figura B.3 – Máquina serra de fita horizontal semi-automática – Tipo basculante
a) Vista frontal b) Vista lateral
Figura B.4 – Máquina serra de fita horizontal semi-automática – Tipo basculante giratório
32/41 NÃO TEM VALOR NORMATIVO
ABNT/CB-004
PROJETO ABNT NBR 16403
JUN 2015
Projeto em Consulta Nacional
Figura B.5 – Máquina serra de fita horizontal semi-automática – Tipo coluna
Figura B.6 – Máquina serra de fita horizontal automática – Tipo portal arco móvel
NÃO TEM VALOR NORMATIVO 33/41
ABNT/CB-004
PROJETO ABNT NBR 16403
JUN 2015
Projeto em Consulta Nacional
Figura B.7 – Máquina serra de fita horizontal automática – Tipo dupla coluna
Figura B.8 – Máquina serra de fita horizontal automática de alto desempenho – Tipo coluna
34/41 NÃO TEM VALOR NORMATIVO
ABNT/CB-004
PROJETO ABNT NBR 16403
JUN 2015
Projeto em Consulta Nacional
Figura B.9 – Máquina serra de fita vertical manual – Tipo manual mesa fixa
Figura B.10 – Máquina serra de fita vertical semi-automática ou automática – Tipo mesa móvel
NÃO TEM VALOR NORMATIVO 35/41
ABNT/CB-004
PROJETO ABNT NBR 16403
JUN 2015
Projeto em Consulta Nacional
NOTA Máquina serra de fita automática sem as ilustrações das proteções, apenas com finalidade de
representar o conceito da máquina.
Figura B.11 – Máquina serra de fita vertical automática – Tipo arco móvel longitudinal
Figura B.12 – Máquina serra de fita vertical automática – Tipo arco móvel transversal
36/41 NÃO TEM VALOR NORMATIVO
ABNT/CB-004
PROJETO ABNT NBR 16403
JUN 2015
Anexo C
(informativo)
Exemplos típicos de sistemas de proteções para o tipo de configuração
de máquinas serra de fitas
Projeto em Consulta Nacional
Proteção móvel
(porta) com
intertravamento
Zona de trabalho
Proteção fixa
Proteção móvel
(porta) com Proteção fixa
intertravamento
a) Vista frontal
Proteção móvel
(porta) com
intertravamento
Proteção móvel
(porta) com
intertravamento
Proteção fixa
Proteção fixa
b) Vista lateral
NOTA As proteções ilustradas nas Figuras acima são exemplificativas, podendo outras configurações ser
adotadas, desde que cumpram os requisitos de segurança aplicáveis contidos da Seção 5
Figura C.1 – Exemplos típicos de sistema de proteções adotado para máquinas serra de fita
horizontais do tipo manual, portátil e semi-automática (ver 5.4.1 até 5.4.3)
NÃO TEM VALOR NORMATIVO 37/41
ABNT/CB-004
PROJETO ABNT NBR 16403
JUN 2015
Proteções móveis
(portas) com
intertravamento
Proteção fixa
Projeto em Consulta Nacional
Proteção móvel
(porta) com
intertravamento
Proteção fixa Proteção distante
a) Vista frontal
Chave de segurança
do tipo eletromecânica Proteção móvel
ou magnética (porta) com
Proteção móvel
intervalamento
(porta) com
intertravamento Proteção fixa
Proteção móvel
(porta) com Proteções fixas
intertravamento
b) Vista lateral
NOTA As proteções ilustradas nesta figura acima são exemplificativas, podendo outras configurações ser
adotadas, desde que cumpram os requisitos de segurança aplicáveis contidos da Seção 5
Figura C.2 – Exemplos típicos de sistema de proteções adotados para máquinas serra de fita
horizontais automática (ver 5.4.4)
38/41 NÃO TEM VALOR NORMATIVO
ABNT/CB-004
PROJETO ABNT NBR 16403
JUN 2015
Chave de segurança
Proteção móvel do tipo eletromecânica
(porta) com ou magnética
intertravamento
Projeto em Consulta Nacional
Zona de
Proteção
trabalho
ajustável
Proteção móvel
(porta) com
intertravamento
Figura C.3 – Exemplos típicos de sistemas de proteções adotados para máquinas serra de fita
verticais do tipo manual ou portátil- (ver 5.4.2)
Proteção fixa
Proteção
(porta) com
intertravamento
Dispositivo AOPD
Proteção fixa
NOTA As proteções ilustradas nesta figura acima são exemplificativas, podendo outras configurações ser
adotadas, desde que cumpram os requisitos de segurança aplicáveis contidos da Seção 5
Figura C.4 – Exemplos típicos de sistemas de proteções adotados para máquinas serra fita
verticais semi-automática e automática (ver 5.4.4)
NÃO TEM VALOR NORMATIVO 39/41
ABNT/CB-004
PROJETO ABNT NBR 16403
JUN 2015
Bibliografia
[1] ABNT NBR 14191-1, Segurança de máquinas – Redução dos riscos à saúde resultantes
de substâncias perigosas emitidas por máquinas – Parte1: Princípios e especificações para fabricantes
Projeto em Consulta Nacional
de máquinas
[2] ABNT NBR 14154, Segurança de máquinas – Prevenção de partida inesperada
[3] ABNT NBR ISO 3864-1, Símbolos gráficos – Cores e sinais de segurança – Parte 1: Princípios
de design para sinais e marcações de segurança
[4] ABNT NBR ISO 14159, Segurança das máquinas – Requisitos de higiene para o projeto
das máquinas
[5] ISO 3864-2, Graphical symbols – Safety colours and safety signs – Part 2: Design principles
for product safety labels
[6] ISO 9355-3, Ergonomic requeriments for the design of displays and control actuators – Part 3:
Control actuators
[7] ISO 11202, Acoustics – Noise emitted by machinery and equipment – Determination of emission
sound pressure levels at a work station and at other specified positions applying approximate
environmental corrections
[8] ISO 14118, Safety of machinery – Prevention of unexpected start-up
[9] ISO 14738, Safety of machinery – Anthropometric requirements for the design of workstations
at machinery
[10] IEC 61310-3, Safety of machinery – Indication, marking and actuation
[11] EN414, Safety of machinery: Rules for drafting and presentation of safety standards
[12] EN 1127-1, Explosive atmospheres – Explosion prevention and protection – Part 1: Basic concepts
and methodology
[13] EN 1127-1, Explosive atmospheres – Explosion prevention and protection – Part 1: Basic concepts
and methodology
[14] EN 13478, Safety of machinery – Fire prevention and protection
[15] EN 14738, Safety of machinery – Anthropometric requirements for the design of workstations
at machinery (ISO 14738)
[16] EN 620161, Safety of machinery – Functional safety of safety-related electrical, electronic
and programmable electronic control systems
[17] NR-10, Segurança em instalações e serviços em eletricidade – Ministério do Trabalho e Emprego
[18] NR-12, Segurança no Trabalho em máquinas e equipamentos – Ministério do Trabalho e Emprego
40/41 NÃO TEM VALOR NORMATIVO
ABNT/CB-004
PROJETO ABNT NBR 16403
JUN 2015
[19] NR-15, Atividades e Operações Insalubres – Ministério do Trabalho e Emprego
[20] NR-17, Ergonomia – Ministério do Trabalho e Emprego
[21] NHO 01, Norma de Higiene Ocupacional – Procedimento Técnico – Avaliação da Exposição
Ocupacional ao Ruído BRASIL – FUNDACENTRO
Projeto em Consulta Nacional
[22] NHO 09, Norma de Higiene Ocupacional – Procedimento Técnico - Avaliação da Exposição
Ocupacional a Vibrações de Corpo Inteiro BRASIL – FUNDACENTRO
[23] NHO 10, Norma de Higiene Ocupacional – Procedimento Técnico – Avaliação da Exposição
Ocupacional a Vibrações em Mãos e Braços – FUNDACENTRO
[24] IIDA, I. Ergonomia: projeto e produção. São Paulo: Blucher, 2005
NÃO TEM VALOR NORMATIVO 41/41
S-ar putea să vă placă și
- Nr-12 - Segurança No Trabalho Em Máquinas E EquipamentosDe la EverandNr-12 - Segurança No Trabalho Em Máquinas E EquipamentosÎncă nu există evaluări
- Plano de controle ambiental de frigoríficoDocument30 paginiPlano de controle ambiental de frigoríficoGedir SilvaÎncă nu există evaluări
- Apostila Do Curso de DesenhoDocument31 paginiApostila Do Curso de DesenhoRavena Bezerra100% (1)
- Treinamento Plataforma AereaDocument62 paginiTreinamento Plataforma AereaJennifer Tavares95% (65)
- NBR14153 - Arquivo para ImpressãoDocument37 paginiNBR14153 - Arquivo para ImpressãoValter Araujo100% (1)
- NBR 16325-2 - Trabalho em Altura e Linha de Vida Parte 2Document38 paginiNBR 16325-2 - Trabalho em Altura e Linha de Vida Parte 2Fabricio JoseÎncă nu există evaluări
- Laudo Adequação Proteção ColetivaDocument10 paginiLaudo Adequação Proteção ColetivaGiuliano Arzamendia100% (1)
- Laudo Técnico de MáquinaDocument41 paginiLaudo Técnico de MáquinaLúcio Barboza67% (3)
- Apresentação: ABNT/ONS-034 Projeto Abnt NBR 14605-5 JAN 2020Document8 paginiApresentação: ABNT/ONS-034 Projeto Abnt NBR 14605-5 JAN 2020Denis BarbosaÎncă nu există evaluări
- NBR-11410 - Implementos Rodoviários Engate Automático PDFDocument37 paginiNBR-11410 - Implementos Rodoviários Engate Automático PDFEvaldo BritoÎncă nu există evaluări
- LAUDO TÉCNICO DE ADEQUAÇÃO DE SEGURANÇA PARA BATEDEIRADocument30 paginiLAUDO TÉCNICO DE ADEQUAÇÃO DE SEGURANÇA PARA BATEDEIRAKeila Raquel Guedes Ribeiro100% (1)
- Proteção contra quedas de alturaDocument66 paginiProteção contra quedas de alturajrjordanÎncă nu există evaluări
- Arranjos de barramentos elétricos em subestaçõesDocument36 paginiArranjos de barramentos elétricos em subestaçõesodonline100% (6)
- Avaliação Sistema Segurança Serra FitaDocument20 paginiAvaliação Sistema Segurança Serra FitaJOÃO CANDIDO DE OLIVEIRA NETO50% (2)
- 1 - Modelo Conformidade NR 12Document15 pagini1 - Modelo Conformidade NR 12Johny FerreiraÎncă nu există evaluări
- NBR 14153 PDFDocument23 paginiNBR 14153 PDFClaudionor Barbosa100% (1)
- Nor NBR-14009 - Seguranca de MDocument14 paginiNor NBR-14009 - Seguranca de MJRGIOV100% (5)
- NBR 14626 - Trava Quedas Linha FlexívelDocument16 paginiNBR 14626 - Trava Quedas Linha Flexívelfernando.1977100% (1)
- Segurança na Indústria FrigoríficaDocument82 paginiSegurança na Indústria FrigoríficaescolacetecÎncă nu există evaluări
- Modelo de LaudoDocument74 paginiModelo de LaudoPaula Lage100% (3)
- Iso TR 14121Document54 paginiIso TR 14121Amanda Alves Marques100% (1)
- Acidente Com Serra Fita em Açougues - Artigo Científico UnicsulDocument20 paginiAcidente Com Serra Fita em Açougues - Artigo Científico UnicsulSidnei Alves0% (2)
- Serra Circular - LaudoDocument13 paginiSerra Circular - Laudovieiralucio100% (1)
- Modelo LAIA CSPDocument5 paginiModelo LAIA CSPGedir Silva100% (1)
- Laudo Técnico Das BandejasDocument2 paginiLaudo Técnico Das BandejasalcantaraadÎncă nu există evaluări
- NR 12 - Segurança No Trabalho em Máquinas e EquipamentosDocument20 paginiNR 12 - Segurança No Trabalho em Máquinas e EquipamentosCPSSTÎncă nu există evaluări
- Modelo de Inventario de Maquinas e Equipamentos nr12 PDFDocument1 paginăModelo de Inventario de Maquinas e Equipamentos nr12 PDFJuliano MoraesÎncă nu există evaluări
- NBR 13930Document60 paginiNBR 13930KaueKoschitzRoratto100% (3)
- Isaac Asimov - Lucky Starr - As Cavernas de Marte (1971)Document92 paginiIsaac Asimov - Lucky Starr - As Cavernas de Marte (1971)Anderson Landim MilletusÎncă nu există evaluări
- Sistema de segurança calandraDocument14 paginiSistema de segurança calandraLuis GomesÎncă nu există evaluări
- 1Document30 pagini1PortalCAD75% (4)
- Abnt NBR Iso 3691-4 - 2021Document101 paginiAbnt NBR Iso 3691-4 - 2021Marcelo Araujo100% (1)
- Implantação NR-12 máquinasDocument5 paginiImplantação NR-12 máquinasJhonathan SkrippaÎncă nu există evaluări
- Apreciação de Riscos Aplicada À Segurança de Máquinas e Equipamentos de Fabricação de Fraldas Segundo Requisitos Da NR12Document31 paginiApreciação de Riscos Aplicada À Segurança de Máquinas e Equipamentos de Fabricação de Fraldas Segundo Requisitos Da NR12Natanael RibeiroÎncă nu există evaluări
- NBR - 11370 Cinturão e TalabarteDocument12 paginiNBR - 11370 Cinturão e TalabarteLetícia Derlano Magalhaes100% (1)
- Adequação de Torno Mecânico à NR12Document46 paginiAdequação de Torno Mecânico à NR12Daniel Yusei Ozawa100% (1)
- LAUDO PPRPS PRENSASDocument49 paginiLAUDO PPRPS PRENSASEng. Luiz SampaioÎncă nu există evaluări
- NBR 13930 - Prensas Mecânicas - Requisitos de Segurança - 2Document15 paginiNBR 13930 - Prensas Mecânicas - Requisitos de Segurança - 2Robson Fabian100% (1)
- Lavadora Hospitalar RiscosDocument35 paginiLavadora Hospitalar RiscosGiuliano Arzamendia100% (2)
- Metodologia e assessoria técnica para apreciação de riscos em máquinas e equipamentos de acordo com a NR12Document19 paginiMetodologia e assessoria técnica para apreciação de riscos em máquinas e equipamentos de acordo com a NR12EdsonCury100% (1)
- ABNT NBR 14627 - Trava-Quedas de Linha RígidaDocument17 paginiABNT NBR 14627 - Trava-Quedas de Linha RígidaVinicius MouraÎncă nu există evaluări
- A Bancada HD 98 É Capacitado A Realizar Ensaios Relativos À Mecânica Dos FluidosDocument3 paginiA Bancada HD 98 É Capacitado A Realizar Ensaios Relativos À Mecânica Dos FluidosAylane PaivaÎncă nu există evaluări
- Abnt 16325-2Document39 paginiAbnt 16325-2AlexÎncă nu există evaluări
- Manual Nr12Document26 paginiManual Nr12Giuliano ArzamendiaÎncă nu există evaluări
- NBR ISO 22313 - Orient GRisco - Draft 2015Document65 paginiNBR ISO 22313 - Orient GRisco - Draft 2015Robson Santana100% (1)
- NBR 13536Document10 paginiNBR 13536Nia_s2Încă nu există evaluări
- NBR 14154Document10 paginiNBR 14154Thiago Amaro RodriguesÎncă nu există evaluări
- NBRNM 13853 Distancia de Seguranca para Membros InferioresDocument16 paginiNBRNM 13853 Distancia de Seguranca para Membros Inferioresrenatoferreiara_7410Încă nu există evaluări
- Laudo Dos Sistemas de ProteçãoDocument15 paginiLaudo Dos Sistemas de ProteçãoacervocemestÎncă nu există evaluări
- PPRPS: Programa de Prevenção de Riscos em Prensas e SimilaresDocument30 paginiPPRPS: Programa de Prevenção de Riscos em Prensas e SimilaresCASTROMILÎncă nu există evaluări
- Manual Da Serra Fita PDFDocument8 paginiManual Da Serra Fita PDFBrasiliodaSilva100% (1)
- Serra de Fita PDFDocument2 paginiSerra de Fita PDFpedroÎncă nu există evaluări
- Balança RodoviariaDocument26 paginiBalança RodoviariaGiuliano Arzamendia100% (1)
- 1Document5 pagini1Gesiel Dias de SousaÎncă nu există evaluări
- FrigorificoDocument85 paginiFrigorificovinicius_AMBÎncă nu există evaluări
- FrigorificoDocument85 paginiFrigorificovinicius_AMBÎncă nu există evaluări
- NBR NM 273 (2002)Document56 paginiNBR NM 273 (2002)aless2056Încă nu există evaluări
- Talhas de Corrente Com Acionamento Manual - Requisitos de SegurançaDocument15 paginiTalhas de Corrente Com Acionamento Manual - Requisitos de SegurançaLuciana SallesÎncă nu există evaluări
- NBR 13758 - Segurança de Máquinas - Distâncias de SegurançaDocument5 paginiNBR 13758 - Segurança de Máquinas - Distâncias de SegurançaCarlos Akira TresohlavyÎncă nu există evaluări
- Luta Regional Bahiana Do Mestre BimbaDocument27 paginiLuta Regional Bahiana Do Mestre BimbaMauro DanielliÎncă nu există evaluări
- Condutos livres em regime uniforme (canaisDocument48 paginiCondutos livres em regime uniforme (canaisApvs WamaritaÎncă nu există evaluări
- PPRPS para prevenção de riscos em prensasDocument17 paginiPPRPS para prevenção de riscos em prensasFrancisco Almeida CÎncă nu există evaluări
- Transmissão por rádio digitalDocument101 paginiTransmissão por rádio digitalRicardi Martinelli Martins100% (1)
- NBR 14121Document4 paginiNBR 14121Alex GobbatoÎncă nu există evaluări
- Avaliação Ruído Oba ObaDocument16 paginiAvaliação Ruído Oba ObawillesrbanksÎncă nu există evaluări
- Laudo NR12 MF80-exemploDocument29 paginiLaudo NR12 MF80-exemploGabriel F.Încă nu există evaluări
- Abnt NBR 16325-2Document39 paginiAbnt NBR 16325-2Augusto Nobre0% (1)
- 08-Equipamento de Protecao Individual Contra Queda de Altura Cinturao de Seguranca Paraquedista PDFDocument15 pagini08-Equipamento de Protecao Individual Contra Queda de Altura Cinturao de Seguranca Paraquedista PDFNizio Cabral FilhoÎncă nu există evaluări
- ABNT NBR 16730 - Cordoalha de Fios de Aço Zincados para Eletrificação RequisitosDocument17 paginiABNT NBR 16730 - Cordoalha de Fios de Aço Zincados para Eletrificação RequisitosAlexandreinspetorÎncă nu există evaluări
- Aspectos e Impactos Ambientais VanessaDocument59 paginiAspectos e Impactos Ambientais VanessaGedir SilvaÎncă nu există evaluări
- AspectoDocument34 paginiAspectoGedir SilvaÎncă nu există evaluări
- AspectoDocument87 paginiAspectoGedir SilvaÎncă nu există evaluări
- Aspecto e ImpactoDocument42 paginiAspecto e ImpactoGedir SilvaÎncă nu există evaluări
- Nova Ipari PDFDocument22 paginiNova Ipari PDFCristiano Do Carmo de OliveiraÎncă nu există evaluări
- Nova Ipari PDFDocument22 paginiNova Ipari PDFCristiano Do Carmo de OliveiraÎncă nu există evaluări
- Planilhas Licenças e AcidentesDocument22 paginiPlanilhas Licenças e AcidentesGedir SilvaÎncă nu există evaluări
- AspectoDocument87 paginiAspectoGedir SilvaÎncă nu există evaluări
- Licenciamento Ambiental PDFDocument28 paginiLicenciamento Ambiental PDFArtur ColellaÎncă nu există evaluări
- Planilhas Licenças e AcidentesDocument22 paginiPlanilhas Licenças e AcidentesGedir SilvaÎncă nu există evaluări
- Aspectos e Impactos Ambientais Rima PDFDocument184 paginiAspectos e Impactos Ambientais Rima PDFGedir SilvaÎncă nu există evaluări
- Aspectos e Impactos Ambientais - Identificação e Avaliação - Ambiente SSTDocument7 paginiAspectos e Impactos Ambientais - Identificação e Avaliação - Ambiente SSTGedir SilvaÎncă nu există evaluări
- Aspectos AmbientaisDocument9 paginiAspectos AmbientaisGedir SilvaÎncă nu există evaluări
- Avaliacao Dos Aspectos e Impactos Ambientais No Setor de Abate de Um Frigorifico em Cachoeira Alta GoDocument15 paginiAvaliacao Dos Aspectos e Impactos Ambientais No Setor de Abate de Um Frigorifico em Cachoeira Alta GoGedir SilvaÎncă nu există evaluări
- Aspectos e Impactos Ambientais - Identificação e Avaliação - Ambiente SSTDocument7 paginiAspectos e Impactos Ambientais - Identificação e Avaliação - Ambiente SSTGedir SilvaÎncă nu există evaluări
- Licenciamento Ambiental PDFDocument28 paginiLicenciamento Ambiental PDFArtur ColellaÎncă nu există evaluări
- AspectosDocument6 paginiAspectosGedir SilvaÎncă nu există evaluări
- Aspectos e Impactos Ambientais Rima PDFDocument184 paginiAspectos e Impactos Ambientais Rima PDFGedir SilvaÎncă nu există evaluări
- Aspectos e Impactos Ambientais VanessaDocument59 paginiAspectos e Impactos Ambientais VanessaGedir SilvaÎncă nu există evaluări
- Aspectos e Impactos Ambientais VanessaDocument59 paginiAspectos e Impactos Ambientais VanessaGedir SilvaÎncă nu există evaluări
- Aspectos AmbientaisDocument9 paginiAspectos AmbientaisGedir SilvaÎncă nu există evaluări
- Aspectos e Impactos Ambientais VanessaDocument59 paginiAspectos e Impactos Ambientais VanessaGedir SilvaÎncă nu există evaluări
- Licenciamento Ambiental PDFDocument28 paginiLicenciamento Ambiental PDFArtur ColellaÎncă nu există evaluări
- PosGeoGNSSGPSDocument2 paginiPosGeoGNSSGPSIsabella AraújoÎncă nu există evaluări
- Lista de Esterificação e Hidrólise PDFDocument3 paginiLista de Esterificação e Hidrólise PDFMarcelo SatorresÎncă nu există evaluări
- Desenho Aplicado: Lista de Exercícios de Engenharia MecânicaDocument4 paginiDesenho Aplicado: Lista de Exercícios de Engenharia MecânicaHermann Marcus0% (1)
- Exerc Reatores 2Document32 paginiExerc Reatores 2Darlan Bonetti100% (2)
- Introdução aos métodos de representação da cartografia temáticaDocument31 paginiIntrodução aos métodos de representação da cartografia temáticaClaudio AlbuquerqueÎncă nu există evaluări
- Avaliação de degradação em contatos elétricosDocument88 paginiAvaliação de degradação em contatos elétricosAlan FigueiredoÎncă nu există evaluări
- Edapa Da3Document38 paginiEdapa Da3Alisson CGÎncă nu există evaluări
- Validação da Lei de FourierDocument3 paginiValidação da Lei de FourierCaio AzevedoÎncă nu există evaluări
- Aula 8Document4 paginiAula 8knesonÎncă nu există evaluări
- Vet orDocument7 paginiVet orThiago Barbosa SoaresÎncă nu există evaluări
- Eletricidade: histórico e conceitos básicosDocument164 paginiEletricidade: histórico e conceitos básicosLeticia S SantosÎncă nu există evaluări
- Materiais Envolvidos Na FundiçãoDocument33 paginiMateriais Envolvidos Na FundiçãoEduvaldo JúniorÎncă nu există evaluări
- Catálogo Micromaster 4 - PortuguêsDocument16 paginiCatálogo Micromaster 4 - PortuguêsFelip XavierÎncă nu există evaluări
- Mobil Chassis 1234Document2 paginiMobil Chassis 1234Gilberto Grespan100% (1)
- Efeito ComptonDocument7 paginiEfeito Comptoncleiltonmota5566100% (1)
- NBR 8800 - Aços estruturais e materiais de ligaçãoDocument166 paginiNBR 8800 - Aços estruturais e materiais de ligaçãoMAIKONÎncă nu există evaluări
- Fo-Cor-Sst-Ger-024 - Rev00 - Check List de Esmeril (Bancada, Coluna e Portátil) - OkDocument3 paginiFo-Cor-Sst-Ger-024 - Rev00 - Check List de Esmeril (Bancada, Coluna e Portátil) - Okiago meirelesÎncă nu există evaluări
- Medições de massa, volume e densidadeDocument8 paginiMedições de massa, volume e densidadeVania Leite OliveiraÎncă nu există evaluări
- Simulado de Matemática com 10 questões sobre conjuntos numéricos, cálculo e geometriaDocument3 paginiSimulado de Matemática com 10 questões sobre conjuntos numéricos, cálculo e geometriaEduardo KonradÎncă nu există evaluări
- Acionador de Disparo para A Máquina de Raio-XDocument18 paginiAcionador de Disparo para A Máquina de Raio-XPhelipi De Godoy Nogueira100% (1)
- Plasticidade do solo: conceito e ensaios LL, LP e LCDocument39 paginiPlasticidade do solo: conceito e ensaios LL, LP e LCJulianaÎncă nu există evaluări
- Erros conceituais e mitos em acústica arquitetônicaDocument10 paginiErros conceituais e mitos em acústica arquitetônicamlrennan100% (1)