S-ar putea să vă placă și
- The Art of Blues SolosDocument51 paginiThe Art of Blues SolosEnrique Maldonado100% (8)
- Selective Nickel ElectrowinningDocument36 paginiSelective Nickel ElectrowinningmehdituranÎncă nu există evaluări
- Reviewing The Operation of Gold ElectrowDocument35 paginiReviewing The Operation of Gold ElectrowAnonymous FfIxH2o9100% (1)
- Reducing Agents in The Leaching of Manganese Ores - A Comprehensive ReviewDocument19 paginiReducing Agents in The Leaching of Manganese Ores - A Comprehensive ReviewDaniela AbarcaÎncă nu există evaluări
- Walmart, Amazon, EbayDocument2 paginiWalmart, Amazon, EbayRELAKU GMAILÎncă nu există evaluări
- MME 351 HydrometallurgyDocument67 paginiMME 351 HydrometallurgyAriful IslamÎncă nu există evaluări
- GOLD AND COPPER ELECTROWINNING FROM A GOLD PLANT WASTE SOLUTION by A.J.B. Dutra (EDocFind - Com) PDFDocument10 paginiGOLD AND COPPER ELECTROWINNING FROM A GOLD PLANT WASTE SOLUTION by A.J.B. Dutra (EDocFind - Com) PDFFerudun AkyolÎncă nu există evaluări
- 450i User ManualDocument54 pagini450i User ManualThượng Lê Văn0% (2)
- Flash Flotation PDFDocument4 paginiFlash Flotation PDFSheila Mae GardonÎncă nu există evaluări
- TAB Procedures From An Engineering FirmDocument18 paginiTAB Procedures From An Engineering Firmtestuser180Încă nu există evaluări
- Application of The SART Process To Heap Leaching of Gold Copper Ores at Maricunga Chile by Kevan J. R. Ford, Chris A. FlemingDocument20 paginiApplication of The SART Process To Heap Leaching of Gold Copper Ores at Maricunga Chile by Kevan J. R. Ford, Chris A. FlemingFerudun AkyolÎncă nu există evaluări
- The Link Between Operational Practice and Maximising The Life of Stainless Steel Electrodes in Electrowinning and Electrorefining ApplicationsDocument14 paginiThe Link Between Operational Practice and Maximising The Life of Stainless Steel Electrodes in Electrowinning and Electrorefining ApplicationskianÎncă nu există evaluări
- Leaching of Copper SulphidesDocument13 paginiLeaching of Copper SulphidesChristy Alexandra Solano GavelánÎncă nu există evaluări
- Orway PDFDocument9 paginiOrway PDFAbe ArdiÎncă nu există evaluări
- Food and Beverage Department Job DescriptionDocument21 paginiFood and Beverage Department Job DescriptionShergie Rivera71% (7)
- E Book ProfesorDocument40 paginiE Book ProfesorRiniÎncă nu există evaluări
- The Effectiveness of Physical Separation Process For The Alluvial Tin (Heinda) Ore, MyanmarDocument18 paginiThe Effectiveness of Physical Separation Process For The Alluvial Tin (Heinda) Ore, MyanmarGlobal Research and Development ServicesÎncă nu există evaluări
- PMRC 101 Metallurgical Report July 18, 2020 PDFDocument31 paginiPMRC 101 Metallurgical Report July 18, 2020 PDFEmmanuel CaguimbalÎncă nu există evaluări
- Comminution and Sizing InHard Rock Gold MiningDocument6 paginiComminution and Sizing InHard Rock Gold MiningandestaÎncă nu există evaluări
- Laboratory Flotation Rate Test Procedure For PGM, Base Metal Sulphide and Oxide OresDocument21 paginiLaboratory Flotation Rate Test Procedure For PGM, Base Metal Sulphide and Oxide OresRick LimaÎncă nu există evaluări
- Achievement of High Energy Efficiency in Grinding, Sanjeeva Latchireddi.Document14 paginiAchievement of High Energy Efficiency in Grinding, Sanjeeva Latchireddi.Irving Dirzo CarrilloÎncă nu există evaluări
- D5114 (Laboratory Froth Flotation of Coal in A Mechanical Cell)Document8 paginiD5114 (Laboratory Froth Flotation of Coal in A Mechanical Cell)Ale Hurtado MartinezÎncă nu există evaluări
- CIPCILCIC Adsorption Circuit Process Selection PDFDocument8 paginiCIPCILCIC Adsorption Circuit Process Selection PDFSheila Mae GardonÎncă nu există evaluări
- 8.0 Froth Flotation 02.04.2020 PDFDocument11 pagini8.0 Froth Flotation 02.04.2020 PDFMabvuto Banda the son of the Consuming fireÎncă nu există evaluări
- Some Considerations in The Use of Gravity Concentration For The Recovery of GoldDocument4 paginiSome Considerations in The Use of Gravity Concentration For The Recovery of GoldMohamed DraaÎncă nu există evaluări
- Extractive Metallurgy 1: Basic Thermodynamics and KineticsDe la EverandExtractive Metallurgy 1: Basic Thermodynamics and KineticsÎncă nu există evaluări
- Running Head: Agg Flow SimulationDocument10 paginiRunning Head: Agg Flow SimulationGuilhermeÎncă nu există evaluări
- Combination of Ion Exchange and Solvent Extraction Versus Solvent Extraction, A Technical-Economical ComparisonDocument14 paginiCombination of Ion Exchange and Solvent Extraction Versus Solvent Extraction, A Technical-Economical ComparisonJordan GonzalezÎncă nu există evaluări
- P1 (Intro) & P2Document38 paginiP1 (Intro) & P2Khana Rizki MaulanaÎncă nu există evaluări
- Chemical Metallurgy Student PapersDocument3 paginiChemical Metallurgy Student PapersParesh SaksenaÎncă nu există evaluări
- CHAPTER 3 Social Responsibility and EthicsDocument54 paginiCHAPTER 3 Social Responsibility and EthicsSantiya Subramaniam100% (4)
- Golden Firestone: MissionDocument5 paginiGolden Firestone: MissionNovei Almane GorresÎncă nu există evaluări
- Metallurgy SummarizedDocument17 paginiMetallurgy SummarizedHeli VentenillaÎncă nu există evaluări
- Fundamental Properties of Flotation Frothers and Their Effect On FlotationDocument8 paginiFundamental Properties of Flotation Frothers and Their Effect On FlotationJose Luis Barrientos RiosÎncă nu există evaluări
- The Effect of Temperature On The Desorption of GoldDocument15 paginiThe Effect of Temperature On The Desorption of Goldcuberbill1980Încă nu există evaluări
- Expert Systems in Mineral and Metal Processing-Elsevier LTD, Pergamon (1992)Document201 paginiExpert Systems in Mineral and Metal Processing-Elsevier LTD, Pergamon (1992)Nataniel LinaresÎncă nu există evaluări
- Lea 4Document36 paginiLea 4Divina DugaoÎncă nu există evaluări
- Bond Mill Throughput10X10Document5 paginiBond Mill Throughput10X10Flia Diaz ZunigaÎncă nu există evaluări
- 02-MIPR-421-Mineral Processing MethodologiesDocument39 pagini02-MIPR-421-Mineral Processing MethodologiesGomeh Damien Mtonga100% (1)
- New Hydrometallurgical Process For Gold RecoveryDocument6 paginiNew Hydrometallurgical Process For Gold RecoveryWaskito BudiawanÎncă nu există evaluări
- Scope:: About The Cyclosim - Single Spreadsheet ..Document14 paginiScope:: About The Cyclosim - Single Spreadsheet ..Flia Diaz ZunigaÎncă nu există evaluări
- HydroFloat CPF - Cu ApplicationDocument34 paginiHydroFloat CPF - Cu ApplicationNicolas PerezÎncă nu există evaluări
- Flotation Copper PDFDocument21 paginiFlotation Copper PDFaliÎncă nu există evaluări
- Cytec-Solutions-Vol 16 Solvent ExtractionDocument39 paginiCytec-Solutions-Vol 16 Solvent ExtractionAbrahan BVÎncă nu există evaluări
- Extractive Metallurgy 2: Metallurgical Reaction ProcessesDe la EverandExtractive Metallurgy 2: Metallurgical Reaction ProcessesEvaluare: 5 din 5 stele5/5 (1)
- D - MMDA vs. Concerned Residents of Manila BayDocument13 paginiD - MMDA vs. Concerned Residents of Manila BayMia VinuyaÎncă nu există evaluări
- Leaching of Copper OxideDocument6 paginiLeaching of Copper OxideWinmtyÎncă nu există evaluări
- Factors Influencing The Rate of Gold Cyanide Leaching and Adsorption On Activated Carbon, and Their Impact On The Design of CIL and CIP CircuitsDocument11 paginiFactors Influencing The Rate of Gold Cyanide Leaching and Adsorption On Activated Carbon, and Their Impact On The Design of CIL and CIP CircuitsMuhammad AzmeerÎncă nu există evaluări
- Is A 80th Percent Design Point Logical?Document7 paginiIs A 80th Percent Design Point Logical?Thiago JatobáÎncă nu există evaluări
- Electrochemical Deposition of Silver and Gold From Cyanide Leaching Solutions PDFDocument17 paginiElectrochemical Deposition of Silver and Gold From Cyanide Leaching Solutions PDFCicero Gomes de SouzaÎncă nu există evaluări
- Cyanide Treatment OVERVIEWDocument10 paginiCyanide Treatment OVERVIEWDiego AranibarÎncă nu există evaluări
- Recovery of Ultra FinesDocument28 paginiRecovery of Ultra FinesBelen TapiaÎncă nu există evaluări
- Chemistry For HydrometallurgyDocument67 paginiChemistry For HydrometallurgyJackÎncă nu există evaluări
- Adding Value To Lix SX Ew Operations by Recovering Copper From Bleed, Raffinate and Other Plant StreamsDocument21 paginiAdding Value To Lix SX Ew Operations by Recovering Copper From Bleed, Raffinate and Other Plant StreamsHamed PiriÎncă nu există evaluări
- Pub Handbook of Extractive Metallurgy Volume 1Document251 paginiPub Handbook of Extractive Metallurgy Volume 1FARID MIFTAHUL ANWAR100% (1)
- MINE292-Lecture10-Gravity Separation-2014 PDFDocument34 paginiMINE292-Lecture10-Gravity Separation-2014 PDFraliaga59Încă nu există evaluări
- IM World Lithium Map 2015 PDFDocument1 paginăIM World Lithium Map 2015 PDFKiran JojiÎncă nu există evaluări
- Scale Up in Froth Flotation. A State of The Art Eview. Mesa2019Document13 paginiScale Up in Froth Flotation. A State of The Art Eview. Mesa2019Enoque MatheÎncă nu există evaluări
- 11 CoalDocument41 pagini11 CoalIra P MirtoÎncă nu există evaluări
- The Mechanism of Gold Cyanide of Elution From Activated CarbonDocument10 paginiThe Mechanism of Gold Cyanide of Elution From Activated CarbonDiegoÎncă nu există evaluări
- A New Empirical Model For The Hydrocyclone Corrected EfficiencyDocument6 paginiA New Empirical Model For The Hydrocyclone Corrected EfficiencyTsakalakis G. Konstantinos100% (4)
- SGS 6 Basic Iron Sulphate in POX Processing of Refractory GoldDocument10 paginiSGS 6 Basic Iron Sulphate in POX Processing of Refractory Goldboanerges wino pattyÎncă nu există evaluări
- A Standardized Test To Determine Gravity Recoverable GoldDocument14 paginiA Standardized Test To Determine Gravity Recoverable Goldcristian003Încă nu există evaluări
- Minerals Engineering: C.A. Fleming, A. Mezei, E. Bourricaudy, M. Canizares, M. AshburyDocument11 paginiMinerals Engineering: C.A. Fleming, A. Mezei, E. Bourricaudy, M. Canizares, M. AshburyKara IkanengÎncă nu există evaluări
- Shaking Table ConcentratorDocument2 paginiShaking Table ConcentratorMgn SanÎncă nu există evaluări
- Clays and Clay Minerals: Proceedings of the Fourteenth National Conference, Berkeley, CaliforniaDe la EverandClays and Clay Minerals: Proceedings of the Fourteenth National Conference, Berkeley, CaliforniaS. W. BaileyÎncă nu există evaluări
- BlowersrootsuraiDocument20 paginiBlowersrootsuraiFlia Diaz ZunigaÎncă nu există evaluări
- Brochure Salar de Tara 06-2019 (English)Document5 paginiBrochure Salar de Tara 06-2019 (English)Flia Diaz ZunigaÎncă nu există evaluări
- AmmLeach Technical Overview Marketing Document LATEST v10 Jan 2017Document15 paginiAmmLeach Technical Overview Marketing Document LATEST v10 Jan 2017Flia Diaz ZunigaÎncă nu există evaluări
- Moly-Cop Tools: Bond'S Law Application Estimation of A Conventional Ball Mill Grinding CapacityDocument3 paginiMoly-Cop Tools: Bond'S Law Application Estimation of A Conventional Ball Mill Grinding CapacityFlia Diaz ZunigaÎncă nu există evaluări
- PCN 1.14 EnglishDocument45 paginiPCN 1.14 EnglishFlia Diaz ZunigaÎncă nu există evaluări
- About ... Moly-Cop ToolsDocument4 paginiAbout ... Moly-Cop ToolssergiodiazsandivariÎncă nu există evaluări
- Shahroz Khan CVDocument5 paginiShahroz Khan CVsid202pkÎncă nu există evaluări
- Hexoskin - Information For Researchers - 01 February 2023Document48 paginiHexoskin - Information For Researchers - 01 February 2023emrecan cincanÎncă nu există evaluări
- Aluminum 3003-H112: Metal Nonferrous Metal Aluminum Alloy 3000 Series Aluminum AlloyDocument2 paginiAluminum 3003-H112: Metal Nonferrous Metal Aluminum Alloy 3000 Series Aluminum AlloyJoachim MausolfÎncă nu există evaluări
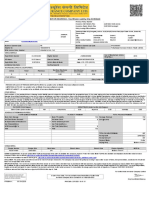
- MOTOR INSURANCE - Two Wheeler Liability Only SCHEDULEDocument1 paginăMOTOR INSURANCE - Two Wheeler Liability Only SCHEDULESuhail V VÎncă nu există evaluări
- SME-Additional Matter As Per Latest Syllabus Implementation WorkshopDocument14 paginiSME-Additional Matter As Per Latest Syllabus Implementation WorkshopAvijeet BanerjeeÎncă nu există evaluări
- Departmental Costing and Cost Allocation: Costs-The Relationship Between Costs and The Department Being AnalyzedDocument37 paginiDepartmental Costing and Cost Allocation: Costs-The Relationship Between Costs and The Department Being AnalyzedGeorgina AlpertÎncă nu există evaluări
- General Financial RulesDocument9 paginiGeneral Financial RulesmskÎncă nu există evaluări
- SEERS Medical ST3566 ManualDocument24 paginiSEERS Medical ST3566 ManualAlexandra JanicÎncă nu există evaluări
- PFI High Flow Series Single Cartridge Filter Housing For CleaningDocument2 paginiPFI High Flow Series Single Cartridge Filter Housing For Cleaningbennypartono407Încă nu există evaluări
- Financial Derivatives: Prof. Scott JoslinDocument44 paginiFinancial Derivatives: Prof. Scott JoslinarnavÎncă nu există evaluări
- ICSI-Admit-Card (1) - 230531 - 163936Document17 paginiICSI-Admit-Card (1) - 230531 - 163936SanjayÎncă nu există evaluări
- Using Boss Tone Studio For Me-25Document4 paginiUsing Boss Tone Studio For Me-25Oskar WojciechowskiÎncă nu există evaluări
- HealthInsuranceCertificate-Group CPGDHAB303500662021Document2 paginiHealthInsuranceCertificate-Group CPGDHAB303500662021Ruban JebaduraiÎncă nu există evaluări
- Reference Template For Feasibility Study of PLTS (English)Document4 paginiReference Template For Feasibility Study of PLTS (English)Herikson TambunanÎncă nu există evaluări
- Online Learning Interactions During The Level I Covid-19 Pandemic Community Activity Restriction: What Are The Important Determinants and Complaints?Document16 paginiOnline Learning Interactions During The Level I Covid-19 Pandemic Community Activity Restriction: What Are The Important Determinants and Complaints?Maulana Adhi Setyo NugrohoÎncă nu există evaluări
- The Effectiveness of Risk Management: An Analysis of Project Risk Planning Across Industries and CountriesDocument13 paginiThe Effectiveness of Risk Management: An Analysis of Project Risk Planning Across Industries and Countriesluisbmwm6Încă nu există evaluări
- MMC Pipe Inspection RobotDocument2 paginiMMC Pipe Inspection RobotSharad Agrawal0% (1)
- ST JohnDocument20 paginiST JohnNa PeaceÎncă nu există evaluări
- Tradingview ShortcutsDocument2 paginiTradingview Shortcutsrprasannaa2002Încă nu există evaluări
- My CoursesDocument108 paginiMy Coursesgyaniprasad49Încă nu există evaluări
- Difference Between Mountain Bike and BMXDocument3 paginiDifference Between Mountain Bike and BMXShakirÎncă nu există evaluări
- Microwave Drying of Gelatin Membranes and Dried Product Properties CharacterizationDocument28 paginiMicrowave Drying of Gelatin Membranes and Dried Product Properties CharacterizationDominico Delven YapinskiÎncă nu există evaluări