S-ar putea să vă placă și
- E 512 - 94 (2015)Document14 paginiE 512 - 94 (2015)ruben carcamoÎncă nu există evaluări
- E 95 - 68 (2011)Document15 paginiE 95 - 68 (2011)ruben carcamoÎncă nu există evaluări
- E 23 - 12cDocument25 paginiE 23 - 12cruben carcamoÎncă nu există evaluări
- Cell-Type Oven With Controlled Rates of Ventilation: Standard Specification ForDocument3 paginiCell-Type Oven With Controlled Rates of Ventilation: Standard Specification Forruben carcamoÎncă nu există evaluări
- In Situ Electromagnetic (Eddy Current) Examination of Nonmagnetic Heat Exchanger TubesDocument5 paginiIn Situ Electromagnetic (Eddy Current) Examination of Nonmagnetic Heat Exchanger Tubesruben carcamoÎncă nu există evaluări
- E 180 - 03Document14 paginiE 180 - 03ruben carcamoÎncă nu există evaluări
- Selection of Geometric Conditions For Measurement of Reflection and Transmission Properties of MaterialsDocument8 paginiSelection of Geometric Conditions For Measurement of Reflection and Transmission Properties of Materialsruben carcamoÎncă nu există evaluări
- E 95 - 68 (2011)Document11 paginiE 95 - 68 (2011)ruben carcamoÎncă nu există evaluări
- E 122 - 09e1Document5 paginiE 122 - 09e1ruben carcamoÎncă nu există evaluări
- Exposure of Solar Collector Cover Materials To Natural Weathering Under Conditions Simulating Stagnation ModeDocument8 paginiExposure of Solar Collector Cover Materials To Natural Weathering Under Conditions Simulating Stagnation Moderuben carcamoÎncă nu există evaluări
- E 95 - 68 (2011)Document11 paginiE 95 - 68 (2011)ruben carcamoÎncă nu există evaluări
- E 907 - 96 (2004)Document5 paginiE 907 - 96 (2004)ruben carcamoÎncă nu există evaluări
- E 177 - 14Document9 paginiE 177 - 14ruben carcamoÎncă nu există evaluări
- Selection of Geometric Conditions For Measurement of Reflection and Transmission Properties of MaterialsDocument8 paginiSelection of Geometric Conditions For Measurement of Reflection and Transmission Properties of Materialsruben carcamoÎncă nu există evaluări
- Leaks Using The Mass Spectrometer Leak Detector in The Detector Probe ModeDocument6 paginiLeaks Using The Mass Spectrometer Leak Detector in The Detector Probe Moderuben carcamoÎncă nu există evaluări
- General Techniques of Ultraviolet-Visible Quantitative AnalysisDocument6 paginiGeneral Techniques of Ultraviolet-Visible Quantitative Analysisruben carcamoÎncă nu există evaluări
- E 96 - e 96M - 15Document16 paginiE 96 - e 96M - 15ruben carcamoÎncă nu există evaluări
- E 96 - e 96M - 15Document13 paginiE 96 - e 96M - 15ruben carcamoÎncă nu există evaluări
- E 96 - e 96M - 15Document13 paginiE 96 - e 96M - 15ruben carcamoÎncă nu există evaluări
- E 95 - 68 (2011)Document15 paginiE 95 - 68 (2011)ruben carcamoÎncă nu există evaluări
- E 868 - 82 (1999)Document5 paginiE 868 - 82 (1999)ruben carcamoÎncă nu există evaluări
- E 378 - 97Document4 paginiE 378 - 97ruben carcamoÎncă nu există evaluări
- E 477 - 13e1Document14 paginiE 477 - 13e1ruben carcamoÎncă nu există evaluări
- Astm E126 13a PDFDocument7 paginiAstm E126 13a PDFbudiliaÎncă nu există evaluări
- E 162 - 15a PDFDocument11 paginiE 162 - 15a PDFruben carcamoÎncă nu există evaluări
- E 122 - 09e1Document5 paginiE 122 - 09e1ruben carcamoÎncă nu există evaluări
- Cell-Type Oven With Controlled Rates of Ventilation: Standard Specification ForDocument3 paginiCell-Type Oven With Controlled Rates of Ventilation: Standard Specification Forruben carcamoÎncă nu există evaluări
- E 162 - 15a PDFDocument11 paginiE 162 - 15a PDFruben carcamoÎncă nu există evaluări
- Astm E126 13a PDFDocument7 paginiAstm E126 13a PDFbudiliaÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- DNVGL Ru Ship Pt2ch1Document52 paginiDNVGL Ru Ship Pt2ch1DeonÎncă nu există evaluări
- Heat Treatment Methods Applied To AISI 431 Martensitic Stainless SteelsDocument7 paginiHeat Treatment Methods Applied To AISI 431 Martensitic Stainless Steelslir mÎncă nu există evaluări
- Technozen Quiz MaterialDocument35 paginiTechnozen Quiz MaterialKarthi100% (1)
- Strengthening The Mechanical Properties of 20MnCr5 Steel by Developing Martensite Structure Through Deep Cryogenic TreatmentDocument3 paginiStrengthening The Mechanical Properties of 20MnCr5 Steel by Developing Martensite Structure Through Deep Cryogenic TreatmentInternational Journal of Innovative Science and Research TechnologyÎncă nu există evaluări
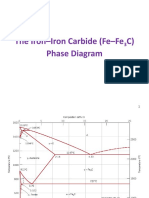
- The Iron-Iron Carbide (Fe-Fe C) Phase DiagramDocument32 paginiThe Iron-Iron Carbide (Fe-Fe C) Phase DiagramNisaÎncă nu există evaluări
- COLD CRACKING: CAUSES AND PREVENTIONDocument2 paginiCOLD CRACKING: CAUSES AND PREVENTIONfaridshabani100% (1)
- High Strength Microalloyed Linepipe Half A CenturyDocument26 paginiHigh Strength Microalloyed Linepipe Half A Centurym_seyedÎncă nu există evaluări
- Stainless Steel Welding Consumables GuideDocument3 paginiStainless Steel Welding Consumables GuideBranko FerenčakÎncă nu există evaluări
- Corrosion Science: Yiming Jiang, Hua Tan, Zhiyu Wang, Jufeng Hong, Laizhu Jiang, Jin LiDocument8 paginiCorrosion Science: Yiming Jiang, Hua Tan, Zhiyu Wang, Jufeng Hong, Laizhu Jiang, Jin Lipepe martinez100% (1)
- Heat Treatment of Steels (Power Point Presentation)Document14 paginiHeat Treatment of Steels (Power Point Presentation)Armando Lopez Bond75% (4)
- FurnaceDocument55 paginiFurnaceShariq Ali100% (1)
- About Stainless Steel PropertiesDocument8 paginiAbout Stainless Steel Propertiesprajash007Încă nu există evaluări
- Catalog COMP SRP CDIDocument54 paginiCatalog COMP SRP CDIjohn_progecoÎncă nu există evaluări
- Effect of Weld Consumable Conditioning On The Diffusible Hydrogen and Subsequent Residual Stress and Flexural Strength of Multipass Welded P91 SteelsDocument15 paginiEffect of Weld Consumable Conditioning On The Diffusible Hydrogen and Subsequent Residual Stress and Flexural Strength of Multipass Welded P91 SteelsWaris Nawaz KhanÎncă nu există evaluări
- Steel and cast iron standards EN 10253Document2 paginiSteel and cast iron standards EN 10253NicolaeÎncă nu există evaluări
- Advances in The Metallurgy and Applications of ADIDocument18 paginiAdvances in The Metallurgy and Applications of ADISEP-PublisherÎncă nu există evaluări
- Magnetism in Stainless SteelDocument4 paginiMagnetism in Stainless Steelhyperm2mÎncă nu există evaluări
- Tradition and Technology in Steel Heat TreatingDocument6 paginiTradition and Technology in Steel Heat TreatingGODILÎncă nu există evaluări
- Unit 4 Answers FinalDocument14 paginiUnit 4 Answers FinalAditya BishtÎncă nu există evaluări
- DR Engp I 1.1 - R9Document904 paginiDR Engp I 1.1 - R9CarlosIkeda50% (2)
- Sleipner UddeholmDocument12 paginiSleipner UddeholmKalipse FerreiraÎncă nu există evaluări
- Presentation of Carbon and Alloy SteelsDocument58 paginiPresentation of Carbon and Alloy SteelsMohamed El SayadÎncă nu există evaluări
- Final Me&m PDFDocument64 paginiFinal Me&m PDFAditi RayÎncă nu există evaluări
- Effects of Alloying Elements in SteelDocument12 paginiEffects of Alloying Elements in SteelJenna BaileyÎncă nu există evaluări
- Heat TreatmentDocument53 paginiHeat TreatmentIqbal Muhammad HusainiÎncă nu există evaluări
- Cast IronDocument15 paginiCast IronJohnÎncă nu există evaluări
- 11042016000000T - Thermanit 22 - 09 - Tig RodDocument1 pagină11042016000000T - Thermanit 22 - 09 - Tig RodKonrad MatuszkiewiczÎncă nu există evaluări
- 1 s2.0 S095006181530502X MainDocument9 pagini1 s2.0 S095006181530502X Mainswaminathan G.Încă nu există evaluări
- Chemical& Mechanical Properties of Various Grades of Stainless SteelDocument3 paginiChemical& Mechanical Properties of Various Grades of Stainless SteelaselabollegalaÎncă nu există evaluări
- BMPS A23 R1Document80 paginiBMPS A23 R1chaitanyaÎncă nu există evaluări