S-ar putea să vă placă și
- N.K. Sinha, J. Materials Sci., 23 (1988), P. 4415Document14 paginiN.K. Sinha, J. Materials Sci., 23 (1988), P. 4415Universale EvileÎncă nu există evaluări
- The Mechanical Properties of Wood: Including a Discussion of the Factors Affecting the Mechanical Properties, and Methods of Timber TestingDe la EverandThe Mechanical Properties of Wood: Including a Discussion of the Factors Affecting the Mechanical Properties, and Methods of Timber TestingÎncă nu există evaluări
- 05feb Lec Soga3Document22 pagini05feb Lec Soga3goyotechÎncă nu există evaluări
- Fracture Mechanic of RubberDocument14 paginiFracture Mechanic of RubberSawatchai SroynarkÎncă nu există evaluări
- Lecture Notes on Reinforced Concrete DesignDe la EverandLecture Notes on Reinforced Concrete DesignÎncă nu există evaluări
- Bowles and Schijve (1973)Document9 paginiBowles and Schijve (1973)MOHIT SHARMAÎncă nu există evaluări
- 9an Explanation of The Different Regimes Os Friction and Wear Using Asperity Deformation Models PDFDocument15 pagini9an Explanation of The Different Regimes Os Friction and Wear Using Asperity Deformation Models PDFAnderson JuniorÎncă nu există evaluări
- Chapter 3-Materials in Prestressed ConcreteDocument55 paginiChapter 3-Materials in Prestressed ConcretesamuelgselassieÎncă nu există evaluări
- Article - Friction, Wear, and The Influence of Surfaces - Bisson (1968)Document37 paginiArticle - Friction, Wear, and The Influence of Surfaces - Bisson (1968)Gean MotaÎncă nu există evaluări
- Yokobori 1980Document13 paginiYokobori 1980Francesco MontagnoliÎncă nu există evaluări
- 1 s2.0 S003808062031547X MainDocument12 pagini1 s2.0 S003808062031547X MainroyalcivilÎncă nu există evaluări
- Brief Communication: Bubble Coalescence in Turbulent FlowsDocument9 paginiBrief Communication: Bubble Coalescence in Turbulent FlowsCesar AlataÎncă nu există evaluări
- SES - Fundamentals of Creep BehaviorDocument2 paginiSES - Fundamentals of Creep BehaviorSES_CincinnatiÎncă nu există evaluări
- Loo - Effect of Swelling On Fatigue Life of Elastomers, 2015Document23 paginiLoo - Effect of Swelling On Fatigue Life of Elastomers, 2015oreamigÎncă nu există evaluări
- Sutherland & GS 2004 APAET ImpactDocument10 paginiSutherland & GS 2004 APAET ImpactleighÎncă nu există evaluări
- Cracking and Damage On Concrete StructurDocument48 paginiCracking and Damage On Concrete StructurDaniel GuirardiÎncă nu există evaluări
- Polysulphide 80-002Document25 paginiPolysulphide 80-002Jagdish PatelÎncă nu există evaluări
- Damage Initiation Mechanism in Rubber Sheet Composites During The Static LoadingDocument8 paginiDamage Initiation Mechanism in Rubber Sheet Composites During The Static LoadingMa RcoÎncă nu există evaluări
- Perhitungan ViskositasDocument41 paginiPerhitungan ViskositasAlfian Syafar achmadÎncă nu există evaluări
- 1 s2.0 S0263822399000896 Main PDFDocument5 pagini1 s2.0 S0263822399000896 Main PDFPavan KishoreÎncă nu există evaluări
- Creep PDFDocument9 paginiCreep PDFBennet KuriakoseÎncă nu există evaluări
- Compression Compression FatigueDocument11 paginiCompression Compression FatigueFederico LamonÎncă nu există evaluări
- Size EffectDocument9 paginiSize EffectAbdelkader HaouariÎncă nu există evaluări
- Fatigue AnalysisDocument6 paginiFatigue AnalysisIshwarya SrikanthÎncă nu există evaluări
- Airship FabricsDocument27 paginiAirship FabricsMoein.ShÎncă nu există evaluări
- 1 s2.0 S0734743X08000778 MainDocument11 pagini1 s2.0 S0734743X08000778 Mainfa.jamshidiÎncă nu există evaluări
- Ompusunggu ExtendedAbstract LLTriboSymposium2011 FinalDocument1 paginăOmpusunggu ExtendedAbstract LLTriboSymposium2011 FinalAgusmian Partogi OmpusungguÎncă nu există evaluări
- Incubation Time and Cavitation Erosion Rate of Work-Hardening MaterialsDocument15 paginiIncubation Time and Cavitation Erosion Rate of Work-Hardening MaterialsКонстантин ФинниковÎncă nu există evaluări
- A Note On The Dynamic Failure of PmmaDocument6 paginiA Note On The Dynamic Failure of Pmmaviniciustim9Încă nu există evaluări
- The Tearing Test As A Means For Estimating The Ultimate Properties of RubberDocument17 paginiThe Tearing Test As A Means For Estimating The Ultimate Properties of RubberAndjela RoganovicÎncă nu există evaluări
- Tfa JapsDocument7 paginiTfa JapsManas MondalÎncă nu există evaluări
- Residual Stress Spring in and Warpage inDocument10 paginiResidual Stress Spring in and Warpage invijaya kumarÎncă nu există evaluări
- Chapter 4Document23 paginiChapter 4Nikolaus R. LarssonÎncă nu există evaluări
- Behavior of Unstretched Nylon 6 Fibers Subjected Longitudinal and Transverse ImpactDocument11 paginiBehavior of Unstretched Nylon 6 Fibers Subjected Longitudinal and Transverse Impactapi-3733260Încă nu există evaluări
- Creep & Shrinkage in ConcreteDocument50 paginiCreep & Shrinkage in ConcreteJohn TreffÎncă nu există evaluări
- Superplasticity PDFDocument8 paginiSuperplasticity PDFSelva BabuÎncă nu există evaluări
- SMEC2016 Gilbert Long PaperDocument6 paginiSMEC2016 Gilbert Long PaperKemoHÎncă nu există evaluări
- Grinding 1-S2.0-S0142112309000048-MainDocument13 paginiGrinding 1-S2.0-S0142112309000048-MainMd MehtabÎncă nu există evaluări
- Turbulent Jet Initiation of Detonation in Hydrogen-Air MixturesDocument6 paginiTurbulent Jet Initiation of Detonation in Hydrogen-Air MixturesKonstantinKotÎncă nu există evaluări
- O A T A O Oatao: Pen Rchive Oulouse Rchive UverteDocument14 paginiO A T A O Oatao: Pen Rchive Oulouse Rchive UverteJeyalalÎncă nu există evaluări
- Effects of Coating Roughness and Biofouling On Ship Resistance and PoweringDocument12 paginiEffects of Coating Roughness and Biofouling On Ship Resistance and PoweringSarath Babu SÎncă nu există evaluări
- Porosity Expansion of Tablets As A Result of Bonding and Deformation of Particulate SolidsDocument9 paginiPorosity Expansion of Tablets As A Result of Bonding and Deformation of Particulate SolidsCesar Rodolfo Angulo DelgadoÎncă nu există evaluări
- Study of Short Fatigue Crack Growth Behaviour in Titanium Alloy Imi 685Document10 paginiStudy of Short Fatigue Crack Growth Behaviour in Titanium Alloy Imi 685senthilÎncă nu există evaluări
- Land Vibrations, Air Blast and Their Control: Be BeDocument38 paginiLand Vibrations, Air Blast and Their Control: Be BeRidwanIrhasyuarnaÎncă nu există evaluări
- TATSUOKA-2001 BurmisterLectureDocument75 paginiTATSUOKA-2001 BurmisterLectureStefan VogtÎncă nu există evaluări
- On Crack Stability in Some Fracture Tests+: Economic. F&R ResearckDocument12 paginiOn Crack Stability in Some Fracture Tests+: Economic. F&R ResearckIslamÎncă nu există evaluări
- 5 E Lee 2009Document7 pagini5 E Lee 2009tolga memişÎncă nu există evaluări
- 2001 Material Ease 16Document4 pagini2001 Material Ease 16KesavgÎncă nu există evaluări
- TGN-PE-04 Weld Repair of Creep Damaged SteelDocument11 paginiTGN-PE-04 Weld Repair of Creep Damaged SteelMx 468Încă nu există evaluări
- PG 1Document1 paginăPG 1Liladhar Ganesh DhobleÎncă nu există evaluări
- Leer 2 RocasDocument7 paginiLeer 2 RocasCamila RiveraÎncă nu există evaluări
- A Study of Fatigue Crack Growth of 7075-T651 Aluminum AlloyDocument12 paginiA Study of Fatigue Crack Growth of 7075-T651 Aluminum AlloysenthilÎncă nu există evaluări
- The Effect of Aggregate Size On The Use of The Cylinder Splitting Test As A Measure of Tensile StrengthDocument7 paginiThe Effect of Aggregate Size On The Use of The Cylinder Splitting Test As A Measure of Tensile StrengthRoberto UrrutiaÎncă nu există evaluări
- Comp A 32 59 CLS2Document11 paginiComp A 32 59 CLS2aamirmubÎncă nu există evaluări
- Propriedades Materiais PDFDocument16 paginiPropriedades Materiais PDFRenatoMatiasÎncă nu există evaluări
- Solution ManualDocument162 paginiSolution Manual186627281% (16)
- Stiffness-Strain Relationship of Singapore Residual Soils: E.C. Leong, H. Rahardjo & H.K. CheongDocument9 paginiStiffness-Strain Relationship of Singapore Residual Soils: E.C. Leong, H. Rahardjo & H.K. CheongmalumiusÎncă nu există evaluări
- Chapter: Failure: William D. CallisterDocument65 paginiChapter: Failure: William D. CallisterSalman KhalilÎncă nu există evaluări
- Showa 708 SpecDocument2 paginiShowa 708 SpecMarco LopezÎncă nu există evaluări
- Applsci 13 09091Document14 paginiApplsci 13 09091Marco LopezÎncă nu există evaluări
- Uncertainty Mech TestDocument10 paginiUncertainty Mech TestMarco LopezÎncă nu există evaluări
- 7102-Article Text-22693-1-10-20140519Document4 pagini7102-Article Text-22693-1-10-20140519Marco LopezÎncă nu există evaluări
- RWF Paper 100671Document8 paginiRWF Paper 100671Marco LopezÎncă nu există evaluări
- AstmDocument4 paginiAstmMarco LopezÎncă nu există evaluări
- TA56k Vise GripDocument2 paginiTA56k Vise GripMarco LopezÎncă nu există evaluări
- Eccentric Roller Grips: Model No.: Max. Load: Adapter: Max Sample SizeDocument5 paginiEccentric Roller Grips: Model No.: Max. Load: Adapter: Max Sample SizeMarco LopezÎncă nu există evaluări
- 13 infoSHIELD - NewsLetter - NEW EN STANDARDS - EN - V2 - 25072018Document4 pagini13 infoSHIELD - NewsLetter - NEW EN STANDARDS - EN - V2 - 25072018Marco LopezÎncă nu există evaluări
- Grips 734BDocument1 paginăGrips 734BMarco LopezÎncă nu există evaluări
- G149 G149 Pneumatic Grip 2.4 KN: Ordering InformationDocument3 paginiG149 G149 Pneumatic Grip 2.4 KN: Ordering InformationMarco LopezÎncă nu există evaluări
- United States Patent 0: R-S-Ih - ( IDocument4 paginiUnited States Patent 0: R-S-Ih - ( IMarco LopezÎncă nu există evaluări
- G229 Pneumatic Grips, 1 KN and 2 KNDocument3 paginiG229 Pneumatic Grips, 1 KN and 2 KNMarco LopezÎncă nu există evaluări
- Vise Grip: TA56g Vise Grip TA56g-H200 Vise GripDocument2 paginiVise Grip: TA56g Vise Grip TA56g-H200 Vise GripMarco LopezÎncă nu există evaluări
- © by SIAM. Unauthorized Reproduction of This Article Is ProhibitedDocument16 pagini© by SIAM. Unauthorized Reproduction of This Article Is ProhibitedMarco LopezÎncă nu există evaluări
- 519Document6 pagini519Marco LopezÎncă nu există evaluări
- Business Case Quali Valid 1Document11 paginiBusiness Case Quali Valid 1Marco LopezÎncă nu există evaluări
- anIntro2FEM 2015Document197 paginianIntro2FEM 2015Zar MaghustÎncă nu există evaluări
- Lecture 12 PDFDocument43 paginiLecture 12 PDFMarco LopezÎncă nu există evaluări
- TICAM Report 99-29: AcknowledgmentDocument41 paginiTICAM Report 99-29: AcknowledgmentMarco LopezÎncă nu există evaluări
- GHTF-Quality Management System - Medical Devices - Guidance On Corrective Action and Preventive Action and Related QMS ProcessesDocument26 paginiGHTF-Quality Management System - Medical Devices - Guidance On Corrective Action and Preventive Action and Related QMS ProcessesSam Moses100% (1)
- 1a77c0b207598b1de0d337a490b7f5c8Document1 pagină1a77c0b207598b1de0d337a490b7f5c8Marco LopezÎncă nu există evaluări
- Katun M.N.-non-sulphur Vulcanization of Rubber - A Brief OverviewDocument7 paginiKatun M.N.-non-sulphur Vulcanization of Rubber - A Brief OverviewMarco LopezÎncă nu există evaluări
- Finite Element Method - Boundary Element MethodDocument153 paginiFinite Element Method - Boundary Element Methodapi-3698788100% (1)
- Finite Element Method - Boundary Element MethodDocument153 paginiFinite Element Method - Boundary Element Methodapi-3698788100% (1)
- mpj10254 61evelyn PDFDocument9 paginimpj10254 61evelyn PDFMarco LopezÎncă nu există evaluări
- Bertold o 2004Document9 paginiBertold o 2004Marco LopezÎncă nu există evaluări
- IVT Network - Quality Risk Management and Qualification-A Maturing Partnership With Real Patient Benefits - 2017-01-20Document10 paginiIVT Network - Quality Risk Management and Qualification-A Maturing Partnership With Real Patient Benefits - 2017-01-20Marco LopezÎncă nu există evaluări
- mpj10254 61evelyn PDFDocument9 paginimpj10254 61evelyn PDFMarco LopezÎncă nu există evaluări
- White Paper Fda Process Validation Guidance Update PDFDocument9 paginiWhite Paper Fda Process Validation Guidance Update PDFMarco LopezÎncă nu există evaluări
- Modulation Reviewer For ECEDocument171 paginiModulation Reviewer For ECEianneanÎncă nu există evaluări
- Propeller (PRELIMS LESSON)Document34 paginiPropeller (PRELIMS LESSON)Aidrian AidÎncă nu există evaluări
- Pre Accion PDFDocument8 paginiPre Accion PDFjhoger2012Încă nu există evaluări
- HandRail Specsgf For CfvdrfsDocument3 paginiHandRail Specsgf For CfvdrfsTarek TarekÎncă nu există evaluări
- Trouble Shooting Dewatering PumpDocument136 paginiTrouble Shooting Dewatering PumpMuhammad NoorÎncă nu există evaluări
- FRP Fish TanksDocument33 paginiFRP Fish TanksA.Subin DasÎncă nu există evaluări
- 07 Koolhaas Downtown Athletic ClubDocument10 pagini07 Koolhaas Downtown Athletic ClubAndreea DituÎncă nu există evaluări
- PPTDocument22 paginiPPTMuhamMad TaufikÎncă nu există evaluări
- Foxpro Treeview ControlDocument5 paginiFoxpro Treeview ControlJulio RojasÎncă nu există evaluări
- Sony Cdx-G3100ue G3100uv G3150up G3150uv Ver.1.1 PDFDocument38 paginiSony Cdx-G3100ue G3100uv G3150up G3150uv Ver.1.1 PDFLisandroPeñateÎncă nu există evaluări
- (52621001078) DM - DM Half Inch Flex Jumper Spec SheetDocument2 pagini(52621001078) DM - DM Half Inch Flex Jumper Spec SheetmicroqualÎncă nu există evaluări
- MBA Database Marketing and FinanceDocument9 paginiMBA Database Marketing and FinanceSelvam RajÎncă nu există evaluări
- Catalogo. Aparatos de Maniobra y Proteccion - Sirius. Siemens PDFDocument52 paginiCatalogo. Aparatos de Maniobra y Proteccion - Sirius. Siemens PDFPedro MalpicaÎncă nu există evaluări
- Pds Microstran LTR en LRDocument2 paginiPds Microstran LTR en LRthaoÎncă nu există evaluări
- The Effects of Dissolved Sodium Chloride (Nacl) On Well Injectivity During Co2 Storage Into Saline AquifersDocument20 paginiThe Effects of Dissolved Sodium Chloride (Nacl) On Well Injectivity During Co2 Storage Into Saline AquifersMuhammad FatchurroziÎncă nu există evaluări
- GEN CHEM 2 LESSON 3 Intermolecular Forces of Solids and Their Properties1.1Document27 paginiGEN CHEM 2 LESSON 3 Intermolecular Forces of Solids and Their Properties1.1Loraine Castro0% (1)
- Comsol Multiphysics Tips and TricksDocument11 paginiComsol Multiphysics Tips and TricksYaser AkarÎncă nu există evaluări
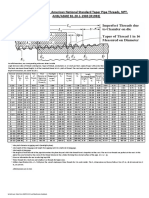
- NPT Thread Dimensions PDFDocument1 paginăNPT Thread Dimensions PDFRamnandan MahtoÎncă nu există evaluări
- Microstrip Patch Antenna DesignDocument19 paginiMicrostrip Patch Antenna DesignNgoc Lan Nguyen50% (2)
- University of Cambridge International Examinations General Certificate of Education Advanced LevelDocument24 paginiUniversity of Cambridge International Examinations General Certificate of Education Advanced LevelHubbak KhanÎncă nu există evaluări
- Automotive DevicesDocument152 paginiAutomotive DevicesLeticia PaesÎncă nu există evaluări
- Relationship of EN 954-1 and IEC 61508 Standards PDFDocument2 paginiRelationship of EN 954-1 and IEC 61508 Standards PDFfitasmounirÎncă nu există evaluări
- ASWipLL HW Installation Guide-V07-460Document322 paginiASWipLL HW Installation Guide-V07-460Fernando MartinÎncă nu există evaluări
- Vmware ManualDocument512 paginiVmware ManualMohd Safian ZakariaÎncă nu există evaluări
- Annex 1 - Air Dryer Duct DRG List - 140717Document1 paginăAnnex 1 - Air Dryer Duct DRG List - 140717vemanreddy29Încă nu există evaluări
- 201 Harga + Brosur (Alat Lab. Beton - Struktur 2014)Document14 pagini201 Harga + Brosur (Alat Lab. Beton - Struktur 2014)Ridho Aidil FitrahÎncă nu există evaluări
- Gopez Wood Craft Spot Rep Feb 06, 2022Document2 paginiGopez Wood Craft Spot Rep Feb 06, 2022Eller-Jed Manalac MendozaÎncă nu există evaluări
- Matrix APDDocument1 paginăMatrix APDQHSE BTGÎncă nu există evaluări
- HKTM StokDocument406 paginiHKTM Stokfratk8093Încă nu există evaluări
- Servomotor WedgeDocument24 paginiServomotor WedgeAlanÎncă nu există evaluări