S-ar putea să vă placă și
- Universidad de Las Fuerzas Armadas Espe: Proucción IndustrialDocument9 paginiUniversidad de Las Fuerzas Armadas Espe: Proucción IndustrialPabloAmbatoÎncă nu există evaluări
- Laboratorio 1Document3 paginiLaboratorio 1PabloAmbatoÎncă nu există evaluări
- Proceso A11Document2 paginiProceso A11PabloAmbatoÎncă nu există evaluări
- Laboratorio 3Document15 paginiLaboratorio 3PabloAmbatoÎncă nu există evaluări
- Universidad de Las Fuerzas Armadas Espe: Proucción IndustrialDocument9 paginiUniversidad de Las Fuerzas Armadas Espe: Proucción IndustrialPabloAmbatoÎncă nu există evaluări
- Proceso A11Document2 paginiProceso A11PabloAmbatoÎncă nu există evaluări
- Laboratorio 3Document15 paginiLaboratorio 3PabloAmbatoÎncă nu există evaluări
- Laboratorio 1Document3 paginiLaboratorio 1PabloAmbatoÎncă nu există evaluări
- Ejeproyecton 2Document18 paginiEjeproyecton 2PabloAmbatoÎncă nu există evaluări
- ENGRANES HELICOIDALES Ambato BravoDocument7 paginiENGRANES HELICOIDALES Ambato BravoPabloAmbatoÎncă nu există evaluări
- Presentacion Everything FlowDocument51 paginiPresentacion Everything FlowPabloAmbatoÎncă nu există evaluări
- Ejeproyecton 2Document18 paginiEjeproyecton 2PabloAmbatoÎncă nu există evaluări
- CCI-Tarea Grupal 1Document15 paginiCCI-Tarea Grupal 1PabloAmbatoÎncă nu există evaluări
- Diseño de Un EjeDocument11 paginiDiseño de Un EjePabloAmbatoÎncă nu există evaluări
- PreparatorioADocument4 paginiPreparatorioAPabloAmbatoÎncă nu există evaluări
- Ejeproyecton 2Document18 paginiEjeproyecton 2PabloAmbatoÎncă nu există evaluări
- Radiación de Cuerpo NegroDocument7 paginiRadiación de Cuerpo NegroPabloAmbatoÎncă nu există evaluări
- Practica k2Document13 paginiPractica k2PabloAmbatoÎncă nu există evaluări
- Grupo9 CuestionarioDocument6 paginiGrupo9 CuestionarioPabloAmbatoÎncă nu există evaluări
- Puente PeatonalDocument16 paginiPuente PeatonalPabloAmbatoÎncă nu există evaluări
- Practica 6Document3 paginiPractica 6PabloAmbatoÎncă nu există evaluări
- PreparatorioADocument4 paginiPreparatorioAPabloAmbatoÎncă nu există evaluări
- Control Velocidad Ambato PabloDocument12 paginiControl Velocidad Ambato PabloPabloAmbatoÎncă nu există evaluări
- Proy2 Ambato BravoDocument17 paginiProy2 Ambato BravoPabloAmbatoÎncă nu există evaluări
- PERFILDocument18 paginiPERFILPabloAmbatoÎncă nu există evaluări
- Informe 1 Contacotr y LabDocument13 paginiInforme 1 Contacotr y LabPabloAmbatoÎncă nu există evaluări
- Ramirez P Cuvi A Preparatorio 4Document7 paginiRamirez P Cuvi A Preparatorio 4PabloAmbatoÎncă nu există evaluări
- Pinos - Jorge Informe 1.1Document8 paginiPinos - Jorge Informe 1.1PabloAmbatoÎncă nu există evaluări
- Ramirez P Cuvi A Informe 1Document12 paginiRamirez P Cuvi A Informe 1PabloAmbatoÎncă nu există evaluări
- Informe 1 Contacotr y LabDocument13 paginiInforme 1 Contacotr y LabPabloAmbatoÎncă nu există evaluări
- Guia de Aprendizaje Soldar Con Proceso SmawDocument8 paginiGuia de Aprendizaje Soldar Con Proceso SmawAlfonso Mejia FernandezÎncă nu există evaluări
- Uniones Permanentes Con SoldaduraDocument2 paginiUniones Permanentes Con Soldadurafatima larissa rodriguezÎncă nu există evaluări
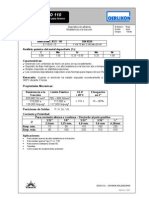
- Tenacito 110Document1 paginăTenacito 110el_tirano_regresa7359Încă nu există evaluări
- AnexoIII CentrosTecnologicosDocument171 paginiAnexoIII CentrosTecnologicosverdugolarlochÎncă nu există evaluări
- Tratamiento Termico en Soldadura Material TitanioDocument108 paginiTratamiento Termico en Soldadura Material TitanioFreddy Mamani AtayupanquiÎncă nu există evaluări
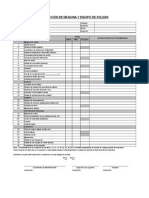
- Formatos de Inspeccion de Maquinas de SoldarDocument1 paginăFormatos de Inspeccion de Maquinas de Soldarmaracayjt59% (17)
- Procedimiento de Montaje de Puentes MetalicosDocument251 paginiProcedimiento de Montaje de Puentes MetalicosGomez Sandoval JorgeÎncă nu există evaluări
- Guia 0-v Grado 9-Agosto 10 Al 213Document6 paginiGuia 0-v Grado 9-Agosto 10 Al 213Lucelly DIAZ RAMIREZÎncă nu există evaluări
- Catalogo PergolasDocument4 paginiCatalogo PergolasXimena Perez EspinozaÎncă nu există evaluări
- Ast SoldaduraDocument1 paginăAst SoldaduraJorgeAndresRomeroAguilarÎncă nu există evaluări
- Fr1 Estructuras MDocument4 paginiFr1 Estructuras MSthuard Snayder Trillo AybarÎncă nu există evaluări
- Tema 1-13.2 Soldadura Por Resistencia RWDocument15 paginiTema 1-13.2 Soldadura Por Resistencia RWmaqueyraÎncă nu există evaluări
- Iperc Instalación de TechoDocument23 paginiIperc Instalación de TechoLeonardo Alvarez Tueros100% (1)
- Prueba de Calificacion para SoldadorDocument7 paginiPrueba de Calificacion para SoldadorCristhian AndresÎncă nu există evaluări
- PROCEDIMIENTO DE Pintura y ResaneDocument14 paginiPROCEDIMIENTO DE Pintura y ResaneLUIS CHIPANA100% (1)
- Modulo Lab VI Ortodoncia y OrtopediaDocument82 paginiModulo Lab VI Ortodoncia y OrtopediaDf OdontologiaÎncă nu există evaluări
- SST-ANTHONY-PROC-002 Fabricacion de Fundas, Guardas para Cadenas y FajasDocument5 paginiSST-ANTHONY-PROC-002 Fabricacion de Fundas, Guardas para Cadenas y FajasEdinson Raul Flores VargasÎncă nu există evaluări
- Soldadura MigDocument1 paginăSoldadura MigChus ViIchisÎncă nu există evaluări
- Formato de Diagrama Flujo Ejemplo ProyectoDocument8 paginiFormato de Diagrama Flujo Ejemplo ProyectoMarlen Mares GálvezÎncă nu există evaluări
- Examen de Conocimientos Soldadura Sin Resolver - 221213 - 092907Document7 paginiExamen de Conocimientos Soldadura Sin Resolver - 221213 - 092907rafaelÎncă nu există evaluări
- Actividad Eje 2 Análisis de Peligros Higiénicos en Un Proceso de Soldadura.Document5 paginiActividad Eje 2 Análisis de Peligros Higiénicos en Un Proceso de Soldadura.Stefy PoloÎncă nu există evaluări
- ESPECIFICACIONES Equipo Proteccion PersonalDocument5 paginiESPECIFICACIONES Equipo Proteccion Personaljaap_1123100% (4)
- E450a, Aj Op&segDocument98 paginiE450a, Aj Op&segLa Resistencia ExisteÎncă nu există evaluări
- Expo Higuiene Proteccion Facial (Ojo y Cara) FinalDocument51 paginiExpo Higuiene Proteccion Facial (Ojo y Cara) FinalJanethPaolaAntoniaRomeroBozaÎncă nu există evaluări
- Carbofil PS80 D2Document1 paginăCarbofil PS80 D2Herbert CarlosÎncă nu există evaluări
- Circuito Activado Por AplausoDocument8 paginiCircuito Activado Por AplausoVictor Josue100% (1)
- Tarea 10. Método Nelson y Graham de SWDocument3 paginiTarea 10. Método Nelson y Graham de SWluis ramosÎncă nu există evaluări
- Acero InoxidableDocument6 paginiAcero InoxidableJhonnatan SanchezÎncă nu există evaluări
- 9.luis Benitez - COLOMBIA PDFDocument80 pagini9.luis Benitez - COLOMBIA PDFChristian SantillanÎncă nu există evaluări