Documente Academic
Documente Profesional
Documente Cultură
Technical Data PDF
Încărcat de
rachitmailTitlu original
Drepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Technical Data PDF
Încărcat de
rachitmailDrepturi de autor:
Formate disponibile
SAE Grade 8 Torque Chart
TECHNICAL DATA
1 800 458-4018 www.uzengprod.com
1076
Washer Sizing Chart
TECHNICAL DATA
1 800 458-4018 www.uzengprod.com
1077
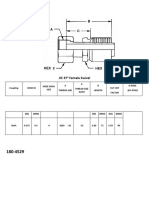
Fittings Selector Guide
TECHNICAL DATA
1 800 458-4018 www.uzengprod.com
1078
Fittings Selector Guide
TECHNICAL DATA
1 800 458-4018 www.uzengprod.com
1079
Fittings Selector Guide
TECHNICAL DATA
1 800 458-4018 www.uzengprod.com
1080
Hose End Selector Chart
TECHNICAL DATA
1 800 458-4018 www.uzengprod.com
1081
Hose End & Tool Selector Guide
TECHNICAL DATA
1 800 458-4018 www.uzengprod.com
1082
Hydraulic Shadow Chart
TECHNICAL DATA
1 800 458-4018 www.uzengprod.com
1083
Hydraulic Shadow Chart
TECHNICAL DATA
1 800 458-4018 www.uzengprod.com
1084
TECHNICAL DATA
1 800 458-4018 www.uzengprod.com
1085
Hydraulic Shadow Chart
TECHNICAL DATA
1 800 458-4018 www.uzengprod.com
1086
Technical Drill Data
Drill Nomenclature and Definitions
Axis is the longitudinal centerline through the drill. Lip Relief Angle is the angle as measured between
a line tangent to the surface back of the cutting edge
Back Taper (longitudinal relief) drills are generally at the periphery and a line at right angles to the axis
made slightly smaller in diameter at the shank end than of the drill.
at the cutting end. This difference is known as back taper.
Lips are the cutting edges of the drill which extend from
Body is the portion of the drill starting at the cutting lips the chisel edge to the periphery.
and extending to the shank or neck.
Margin is that full diameter portion of the land not cut
Body Clearance (radial relief) is the portion of the away to provide clearance.
outer diameter cut away to provide clearance between
the land of the drill and the walls of the hole being Neck is the smaller diameter area between the body
produced. It is commonly called land clearance. Its and the shank of the drill.
purpose is to reduce friction.
Over-all-length is measured from the extreme end
Chisel Edge is the edge at the end of the web that of shank to the outer corners of the cutting lips. It does
connects the cutting lips. not, however, include the conical point at either end of
the drill.
Chisel Edge Angle is the included angle between
the chisel edge and the cutting edge or lip, as viewed Point is the cutting end of the drill, consisting of the
from the end of the drill. ends of the lands and web. It is usually conical in form.
Clearance Diameter is the diameter of the relieved Point Angle is the included angle as measured
or cleared portion of the land. between the cutting lips.
Drills generally consist of a shank, neck, body and Rank Angle is the angle between the leading edge of
point. In some cases the neck is omitted. the land and the axis of the drill at the point.
Flute Length is measured from the outer corners of Shank is the portion of the drill by which it is held
the cutting lips to the extreme back end of the flutes. and driven.
Flutes are grooves cut or formed in the body of the Tang is the flattened end of the shank, intended to fit
drill to provide cutting edges, to permit ejection of chips into a slot in the drill holder or socket.
and to carry coolant to the cutting area. Flutes are most
commonly helical, but may be straight. Web is the central part of the body of the drill that
connects the lands and at the cutting end, and forms the
Helix Angle is the angle of the leading edge of the chisel edge.
land to the axis of the drill. The helix angle is the same
as the rake angle of the cutting edges at the periphery Web Thickness is usually considered the
of the drill. Therefore a straight fluted drill has zero thickness at extreme end of the web and is usually the
degrees helix. minimum thickness.
Land is that portion of the outside of the drill body not Web Thinning is the reduction of the web thickness
cut away by the flutes at the cutting end to minimize the drilling thrust pressure.
TECHNICAL DATA
1 800 458-4018 www.uzengprod.com
1087
Technical Drill Data
Drill Feed and Speeds Recommended Speeds For Standard
Materials With H.S.S. Drills
Different drilling conditions make it impossible to develop any RECOMMENDED
rigid rules for feeds and speeds. The following tables contain MATERIAL SPEED (SFM)
guidelines which can be utilized when drilling standard materials. Aluminum and its Alloys 200-300
Also, the following “rules of thumb" can be used to determine prop- Brass and Bronze (ordinary) 150-300
er feeds and speeds for drilling ferrous materials. Bronze (High Tensile) 70-150
Die Casting (Zinc Base) 300-400
(NOTE: varying conditions can easily require adjustments):
Iron Cast (soft) 75-125
Cast (medium hard) 50-100
1. Feeds equal .001" per revolution for every 1/16"
Hard Chilled 10-20
of drill diameter, plus or minus .001" on the total.
Malleable 80-90
2. Speed equals 80 surface feet per minute in
Magnesium and its Alloys 250-400
100 Brinell hardness material, and the speed
Monel Metal or High-Nickel Steel 30-50
should be reduced 10 surface feet per minute
Plastics or Similar Materials 100-300
for each additional 50 points Brinell hardness.
Steel -
3. Feed and speed rates should be reduced up
Mild .2 carbon to .3 carbon 80-110
to 45 to 50% when drilling holes deeper than four
Steel .4 carbon to .5 carbon 70-80
drill diameters. Tool 1.2 carbon 50-60
Forgings 40-50
Recommended Feeds For Various Diameter Drills
Alloy - 300 to 400 Brinell 20-30
High Tensile (Heat Treated)
DIAMETER OF FEED INCHES
35 to 40 Rockwell “C" 30-40
DRILL (INCHES) PER REVOLUTION 40 to 45 Rockwell “C" 25-35
Under 1/8 .001 to .003 45 to 50 Rockwell “C" 15-25
1/8 to 1/4 .002 to .006 50 to 55 Rockwell “C" 7-15
Stainless Steel
1/4 to 1/2 .004 to .010 Free Machining Grades 30-80
1/2 to 1 .007 to .015 Work Hardening Grades 15-50
1 inch and over .015 to .025 Titanium Alloy Sheet 50-60
Titanium Alloys
NOTE: It is best to start with a moderate speed and feed, Ti-75A (Commercially Pure) 50-60
increasing either one, or both, after observing the action and RS-120 40-60
condition of the drill. Ti-150A 40-50
Ti-140A 30-40
Cutting Speed - Feet Per Minute RC-130B 30-40
MST 6A1-4Va. 20-35
DRILL 20 40 60 80 100 MST 3A1-5 Cr. 10-20
SIZE REVOLUTIONS PER MINUTE (x 1000)
1/64 4.89 9.78 14.78 19.72 24.45
1/16 1.22 2.44 3.70 4.93 6.11
1/8 .61 1.22 1.83 2.44 3.06
3/16 .41 .82 1.23 1.63 2.04
1/4 .30 .61 .92 1.22 1.53
5/16 .24 .49 .74 .98 1.22
TECHNICAL DATA
3/8 .20 .41 .61 .81 1.02
7/16 .18 .35 .52 .70 .87
1/2 .15 .31 .46 .61 .76
9/16 .14 .27 .41 .54 .68
5/8 .12 .24 .37 .49 .61
11/16 .11 .22 .34 .45 .56
3/4 .10 .20 .31 .41 .51
13/16 .09 .19 .28 .38 .47
7/8 .09 .18 .26 .35 .44
15/16 .08 .16 .25 .33 .41
1 .08 .15 .23 .30 .38
1 800 458-4018 www.uzengprod.com
1088
Technical Drill Data
Trouble Shooting Guide for Drills
PROBLEM CAUSED BY SOLUTION
a) Work Not Held Use Clamps or Hold
Securely (Also Work to Prevent
Applies to Drill Movement.
Motor)
b) Hits obstruction and When Drilling Double
Deflects (Typical of panels Separated by
Auto or Truck Fender Space-Prevent Drill
and Door Pinchwelds) from Striking Inner
Panel When Breakthrough
occurs on Outer Panel.
c) Excess Pressure Check Speed and
Pressure Charts-Or
Replace Dull Drill.
Drill Breaks d) Drill Loose in Chuck Use All Three Chuck
Across Fluted Key Holes When
Portion or at Tightening to
Base of Flutes Prevent Drill
Looseness
e) Drill Binding at Use Sheet Metal Drills
Breakthrough Reduce
(Typical of Sheet Pressure and Speed
Metal Drilling) Before Breakthrough-
Remove Drill from
Hole When Binding
Occurs-Drill Through
from Reverse Side or
Punch Remaining Chip
from Hole Before
Reinserting Drill
Damage May Occur to
Drill Bit if Used as
a Punch or Reamer.
f) Drill Binding in Deep Withdraw Drill at
Hole Due to Flute regular Intervals to
Clogging with Chips. Clear Chips from
Flutes.
TECHNICAL DATA
1 800 458-4018 www.uzengprod.com
1089
Technical Drill Data
Trouble Shooting Guide for Drills
PROBLEM CAUSED BY SOLUTION
a) Dropping, Mishandling Protect from Contact
with Concrete Floors
or Other Hard
Surfaces
Damaged Point b) “Punch" Drilling Allow Drill to Start
(Forcing Drill into Using Slow Speed and
Workpiece - Even Pressure.
Especially with Drill
Motor at High Speed)
a) Excessive Pressure Reduce Pressure
b) Lack of Use UZ Cut-Ease,
Drill Splits up Coolant/ Lubricant Cutting Oil, or Tool
Web of Fluted Coolant.
Section
Section
c) “Punch" Drilling Allow Drill to Start
(Forcing Drill into Using Slow Speed and
Workpiece - Even Pressure.
Especially with Drill
Motor at High Speed
a) Drilling Thin Sheet Use Sheet Metal
Metal with Little or Drills Securely
No Back Support. Clamp Metal Scrap of
Thickness Equal to
Drill if Possible
Reduce Pressure and
Speed Before
Outer Cutting Breakthrough -
Edges Broken or Remove Drill from
“Flaked" Hole - Drill Through
from Reverse Side or
Punch Remaining Chip
from Hole Before
Reinserting Drill.
b) Scale or Hard Spots Reduce Speed and
in Workpiece (Common Keep Steady Pressure
with Stainless Steel) on Drill.
TECHNICAL DATA
Excessive Speed or Reduce Speed and/ or
Outer Cutting Pressure for the Reduce Pressure on Drill.
Edges Worn Hardness of Material
Being Drilled.
1 800 458-4018 www.uzengprod.com
1090
Technical Drill Data
Trouble Shooting Guide for Drills
PROBLEM CAUSED BY SOLUTION
a) Excessive Speed Reduce Speed
Heat Damage to b) Excessive Pressure Reduce Pressure
Points and Flutes c) Lack of Use Cut-Ease, UZ
Coolant/ Lubricant Cutting Oil, or Tool
Coolant
a) Chips Packing in Hole Withdraw Drill at
Chipped Cutting Causing Overheated Regular Intervals to
Lips Cutting Edges - Clear Chips - Use
Especially in Deep Cut - Ease to Reduce
Hole Drilling Excessive Heat
a) Drill Bit Not Running Secure Drill in
True in Chuck Center of Chuck
Jaws Jaws, Then Tighten
Rough or b) Workpiece Not Secure Workpiece
Oversized Hole Securely Held
c) Hand Held Drilling Grip Drill Motor
Securely to Prevent
Movement
a) Excessive Speed Reduce Speed
Poor Tool Life b) Excessive Pressure Reduce Pressure
(Dulling, Breaking
c) Lack of Coolant Use UZ Cut-Ease,
Splitting, Heat
Cutting Oil, or Tool
Damage to Drill
Coolant
Point)
d) “Punch" Drilling Use Slow Starting
Speed and Even
Pressure to Start -
Use Metal Drills
TECHNICAL DATA
1 800 458-4018 www.uzengprod.com
1091
Technical Drill Data
Drilling Guide
DRILLABILTY SURFACE FEED CUTTING General Drilling Pointers
MATERIAL and FEET PER FLUID
TYPE OF CHIP MIN. REV. Acrylic drills work well
Plastics KEEP DRILLS SHARP
THERMOPLASTICS GOOD 100-150 H Dry Thermoplastics are very soft with low
Soft ribbons temperature melting point. At high drilling speed, heat may cause
or curls. chips to stick in flutes and lead to drill binding in hole.
Speeds and feeds must be suited to conditions and drills kept sharp.
THERMOSETTING GOOD 100-150 M Dry Thermosetting plastics are brittle and usually abrasive. Common
Fibrous and problems flaking or breakout around edges of drilled hole may be
granular minimized by using sharp drills.
Steels UZ Kwik Cut
PLAIN CARBON GOOD TO FAIR 50-90 M Sulfurized oil,
KEEP DRILLS SHARP
Soluble oil
Long stringy chips are common in much
ALLOY GOOD TO FAIR 50-75 M Sulfurized oil, of the drilling of these materials. If the proper drill is used, a
Soluble oil substantial increase in feed along with a slight reduction in
CAST GOOD TO FAIR 40-80 M Soluble oil speed can be of great help in curling and breaking the chip.
Sometimes these conditions will require the use of large
LEADED GOOD 75-100 M Soluble oil angle drill points and special chip breakers. In drilling
MARAGING FAIR TO POOR 25-50 M Soluble oil the tougher, harder types use heavy duty drills and reduce both
feed and speed for better operating conditions and for longer
NITRIDING FAIR TO POOR 30-55 M Soluble oil drill life.
TOOL FAIR TO POOR 25-65 L Kerosene,
to Mineral lard
M oil.
Stainless
UZ Kwik Cut
Steel
KEEP DRILLS SHARP
MODIFIED FREE GOOD 60-100 M Soluble oil,
Free machining grades are readily drilled
MACHINES Short brittle Sulfurized oil with general purpose drills at speeds and feeds only slightly lower
GRADES chips. than those used for mild steel. Chrome nickel and straight
CHROME-NICKEL FAIR TO POOR 15-40 L Soluble oil, chrome grades, however, are best drilled with heavy duty or
200 and 300 Short brittle Sulfurized oil short flute type drills. Positive feeds are required and speed
should be governed by hardness of material. Drills must be
SERIES chips.
kept sharp and thinned at point. Use of a slow speed and as
STRAIGHT GOOD TO FAIR 30-60 M Soluble oil, heavy a feed as possible will usually give best results.
CHROME Short brittle Sulfurized oil
400 SERIES chips.
Coated Cobalt
Titanium FAIR TO POOR 20-50 L Soluble oil KEEP DRILLS SHARP
Short drill life is the main problem in
Alloys Thin curls to Sulf.-Chlor. drilling these materials as they weld and gall on cutting lips and
M Mineral Oil margins. Use light feeds and slow speeds to reduce heat generation
TECHNICAL DATA
in drilling. Copious flow of activated cutting oil, if possible, is
highly desirable.
UZ Maintenance Bits
Zinc EXCELLENT 200-350 M Dry KEEP DRILLS SHARP
Alloys Use Conservative Speeds. These materials
drill easily but because of their relatively low melting point can be
sufficiently softened by drilling heat to weld on drill lips and margins.
Use of Drills with Wide Polished Flutes Higher lip relief, longer drill
points, very thin webs and narrower margins can be helpful in
reducing heat generation in drilling.
1 800 458-4018 www.uzengprod.com
1092
Technical Drill Data
Drilling Guide
DRILLABILTY SURFACE FEED CUTTING General Drilling Points
MATERIAL and FEET PER FLUID
TYPE OF CHIP MIN. REV.
UZ Maintenance Drills
Aluminum EXCELLENT 200-300 M Kerosene KEEPS DRILLS SHARP
and Long Drill flutes must be smooth and bright to aid chip flow and to
Aluminum easily broken Kerosene reduce chip weld on cutting lips. Resharpen drills with higher
Alloys chips and lard oil relief and keep web thin. Use slow spiral drills for shallow holes
Soluble oil and soft gummy aluminum.
Copper and UZ Maintenance Drills
Copper Alloys KEEPS DRILLS SHARP
Group 1. GOOD 200-300 H Dry Because material is soft and ductile, tendency is to use high
Free Cutting Brass Short brittle Light mineral cutting speed and light to medium feed rate - this is not correct
and Bronze chips Soluble oil. and will cause many problems. Conservative speeds and heavy
feeds throw a heavy type chip more
Group 2. GOOD TO FAIR 75-250 H Dry oil
easily curled and broken. Slower speeds and higher feeds plus
Non-Leaded Brasses Long to short Mineral and thin webs and higher relief angles on the point
Nickel Silver tough chips lard oil. will also tend to reduce heat generated in drilling.
Leaded Phos. Bronze Soluble oil Binding in holes can be overcome by reducing drill margins and
Group 3. FAIR TO POOR 50-125 M Mineral increasing the amount of back taper.
Non-Leaded Coppers Long to short and lard oil.
Phos. Bronze tough chips
Nickel Silver UZ Kwik Cut Drills will work,
Super Nickel but cobalt is preferred
KEEP DRILLS SHARP
High POOR TO 15-40 L Sulfo-
Energy requirements for drilling these materials is very high.
Temperature DIFFICULT Chlorinated
Machine and tooling setups must be rigid and
Alloys Short, oil. powerful and positive feeds must be used. Drilling must be
and tough chips. done with very heavy web drills and with helix angle
high 15-50 L Sulfo- suitable for the material. Special types of web thinning are used
strength Chlorinated to reduce thrust requirements and to minimize work
steels oil. hardening.Drills must be kept very sharp as only slight amounts
of wear will result in drill breakage.
Iron
Gray Iron GOOD 75-150 H Dry UZ Kwik Cut & Maintenance Drills will work,
Short brittle chips Soluble oil. but Tin coated drills can offer much
and powder. improvement. Use Carbide tipped or solid
carbide drills for highest production rates.
Ductile Iron GOOD TO FAIR 45-100 H Sulfo-Chlorinated
KEEP DRILLS SHARP
Long to short oil.
Good grades of cast iron drill easily but because they are highly
curls. Soluble Oil
abrasive cause rapid wear on drill lips and margins. Best results
Core and GOOD TO FAIR 60-100 H Sulfurized Oil. are obtained in using the highest possible feeds with conserva-
Magnetic Iron Long to short Mineral and tive speeds. Modification of drill points to improve drill life
curls. lard oil. includes long points, double angle points and point with corner
radius. Specify surface treament.
Malleable Iron GOOD 80-120 H Dry, Soluble Oil TECHNICAL DATA
Chips usually Sulfo-Chlorinated
breaks. oil.
UZ Kwik Cut Drills
Modular Iron GOOD TO FAIR 60-100 H Sulfo-Chlorinated KEEP DRILLS SHARP
Long to oil Magnesium and its alloys are best drilled with fairly high speeds
short curls. Soluble oil. and heavy feed rates. They are rarely drilled dry because of fire
Magnesium EXCELLENT 150-350 H Mineral and hazard. High penetration rates produce a large volume of chips.
and large thick lard oil Drill flutes must be wide and smooth to aid in chip flow.
Resharpen drills with higher relief and keep webs thin.
Magnesium broken chips. Kerosene.
Alloys
1 800 458-4018 www.uzengprod.com
1093
Technical Information-Taps
Tap Drill Sizes and Percentage of Threads
TAP THEOR. TAP THEOR TAP THEOR.
NOM. TPI TAP DECIM. % OF NOM. TPI TAP DECIM. % OF NOM TPI TAP DECIM. % OF
SIZE DRILL EQUIV. THREAD SIZE DRILL EQUIV. THREAD SIZE DRILL EQUIV. THREAD
#56 .0465 83 13/64 .2031 72 9/16 .5625 87
0 80 1/4 20 5/8 18 0.5687 .5687 78
3/64 .0469 81 #6 .2040 71
1 64 #54 .0550 89 #5 .2055 69 5/8 20 37/64 .5781 72
#53 .0595 67 #3 .2130 80 37/64 .5781 87
1/4 28 5/8 24
1 72 #53 .0595 75 7/32 .2188 67 0.5828 .5828 78
1/16 .0625 58 7/32 .2188 77 5/8 28 19/32 .5938 67
1/4 32
#51 .0670 82 #2 .2210 71 5/8 32 19/32 .5938 77
2 56 #50 .0700 69 1/4 36 #2 .2210 80 19/32 .5938 87
11/16 12 39/64 .6094 72
#49 .0730 56 F .2570 77
2 64 #50 .0700 79 5/16 18 G .2610 71 11/16 16 5/8 .6250 77
#49 .0730 64 11/16 20 41/64 .6406 72
#48 .0760 85 F .2570 85 11/16 24 41/64 .6406 87
5/64 .0781 77 5/16 20 G .2610 79 11/16 28 21/32 .6562 67
3 48 #47 .0785 76 H .2660 72 11/16 32 21/32 .6562 77
#46 .0810 67 H .2660 86 41/64 .6406 84
5/16 24 3/4 10 21/32 .6562 72
#45 .0820 63 I .2720 75
#48 .0810 78 J .2770 66 21/32 .6562 87
3/4 12 43/64 .6719 72
3 56 #45 .0820 73 J .2770 77
#44 .0860 56 5/16 28 K .2810 68 3/4 16 11/16 .6875 77
#44 .0860 80 9/32 .2812 67 3/4 20 45/64 .7031 72
4 40 #43 .0890 71 K .2810 78 3/4 28 23/32 .7188 67
#42 .0935 57 5/16 32 9/32 .2812 77 3/4 32 23/32 .7188 77
3/32 .0938 56 13/16 12 47/64 .7344 72
#43 .0890 85 5/16 36 7.25mm .2854 75 13/16 16 3/4 .7500 77
4 48 #42 .0935 68 3/8 16 5/16 .3125 77 13/16 20 49/64 .7656 72
3/32 .0938 67 O .3160 73 13/16 28 25/32 .7812 67
#41 .0960 59 3/8 20 P .3230 80 13/16 32 25/32 .7812 77
#40 .0980 83 7/8 9 49/64 .7656 76
Q .3320 66
#39 .0995 79 25/32 .7812 87
3/8 24 Q .3320 79 7/8 12 51/64 .7969 72
5 40 #38 .1050 72
#37 .1040 65 R .3390 67 51/64 .7969 84
#38 .1015 80 R .3390 78 7/8 14 0.8024 .8024 78
3/8 28
5 44 #37 .1040 71 11/32 .3438 67 13/16 .8125 67
#36 .1065 63 3/8 32 11/32 .3438 77 7/8 16 13/16 .8125 77
#37 .1040 84 S .3480 67 7/8 20 53/64 .8281 72
#36 .1065 78 3/8 36 S .3480 75 7/8 28 27/32 .8438 67
6 32 7/64 .1094 70 7/16 14 T .3580 86 7/8 32 27/32 .8438 77
#35 .1100 69 23/64 .3594 84 27/32 .8438 87
15/16 12 55/64 .8594 72
#34 .1110 67 7/16 16 3/8 .3750 77
#33 .1130 62 V .3770 75 15/16 16 7/8 .8750 77
#34 .1110 83 15/16 20 57/64 .8906 72
7/16 20 W .3860 79
6 40 #33 .1130 77 15/16 28 29/32 .9062 67
#32 .1160 68 25/64 .3906 72 15/16 32 29/32 .9062 77
8 32 #29 .1360 69 7/16 28 Y .4040 72 55/64 .8594 87
1 8 7/8 .8750 77
#29 .1360 78 7/16 32 Y .4040 83
8 36 #28 .1405 65 13/32 .4062 77 29/32 .9062 87
1 12 59/64 .9219 72
9/64 .1406 65 1/2 12 Z .4130 80
#27 .1440 85 27/64 .4219 72 59/64 .9219 84
1 14 0.9274 .9274 78
#26 .1470 79 1/2 13 27/64 .4219 78
10 24 #25 .1495 75 1/2 16 7/16 .4375 77 1 16 15/16 .9375 77
#24 .1520 70 1/2 20 29/64 .4531 72 1 20 61/64 .9531 72
#23 .1540 66 1/2 28 15/32 .4688 67 1 28 31/32 .9688 67
5/32 .1562 83 1 32 31/32 .9688 77
1/2 32 15/32 .4688 77
10 32 #22 .1570 81 59/64 .9219 87
#21 .1590 76 15/32 .4688 87 1-1/16 8 0.9274 .9274 83
9/16 12
TECHNICAL DATA
#20 .1610 71 31/64 .4844 72 15/16 .9375 77
11/64 .1719 82 9/16 16 1/2 .5000 77 31/32 .9688 87
1-1/16 12 63/64 .9844 72
12 24 #17 .1730 79 0.5062 .5062 69
#16 .1770 72 1/2 .5000 87 1-1/16 16 1 1.0000 77
9/16 18
#15 .1800 67 0.5062 .5062 78 1-1/16 18 1 1.0000 87
#16 .1770 84 9/16 20 33/64 .5156 72 1-1/16 20 11/64 1.0156 72
12 28 #15 .1800 78 9/16 24 33/64 .5156 87
#14 .1820 73 0.5203 .5203 78
#13 .1850 67 9/16 28 17/32 .5312 67
#14 .1820 84 0.5263 .5263 78
12 32 #13 .1850 76 9/16 32 17/32 .5312 77
3/16 .1875 70 5/8 11 17/32 .5312 79
#12 .1890 67
#9 .1960 83 5/8 12 35/64 .5469 72
1/4 20 #8 .1990 79 5/8 16 9/16 .5625 77
#7 .2010 75 0.5687 .5687 69
1 800 458-4018 www.uzengprod.com
1094
Technical Information-Taps
TECHNICAL DATA
1 800 458-4018 www.uzengprod.com
1095
Technical Drill Data
UZ Drill Information Chart Decimal Equivalents & Tap Hole Sizes
DECIMAL EQUIVALENTS OF DRILL SIZES TAP DRILLS- AMERICAN STANDARD
DRILL DRILL DRILL USS DRILL SAE DRILL
SIZE DECIMAL SIZE DECIMAL SIZE DECIMAL THREAD SIZE DEC. THREAD SIZE DEC.
80 .0135 1/8 .1250 O .3160 1-64 55 .060 0-80 3/64 .047
79 .0145 30 .1285 P .3230 2-56 50 .070 1-72 53 .060
1/64 .0156 29 .1360 21/64 .3281 3-48 47 .079 2-64 50 .070
78 .0160 28 .1405 Q .3320 4-40 43 .089 3-56 45 .082
77 .0180 9/64 .1406 R .3390 5-40 38 .102 4-48 42 .094
76 .0200 27 .1440 11/32 .3438 6-32 36 .107 5-44 37 .104
75 .0210 26 .1470 S .3480
8-32 29 .136 6-40 33 .113
74 .0225 25 .1495 T .3580
10-24 25 .150 8-36 29 .136
73 .0240 24 .1520 23/64 .3594
72 .0250 23 .1540 U .3680
12-24 16 .177 10-32 21 .159
71 .0260 5/32 .1562 3/8 .3750 1/4-20 7 .201 12-28 14 .182
70 .0280 22 .1570 V .3770 5/16-18 F .257 1/4-28 3 .213
69 .0292 21 .1590 W .3860 3/8-16 5/16 .313 5/16-24 I .272
68 .0310 20 .1610 25/64 .3906 7/16-14 U .368 3/8-24 Q .332
1/32 .0312 19 .1660 X .3970 1/2-13 27/64 .422 7/16-20 25/64 .391
67 .0320 18 .1695 Y .4040 9/16-12 31/64 .484 1/2-20 29/64 .453
66 .0330 11/64 .1719 13/32 .4062 5/8-11 17/32 .531 9/16-18 33/64 .516
65 .0350 17 .1730 Z .4130 3/4-10 21/32 .656 5/8-18 37/64 .578
64 .0360 16 .1770 27/64 .4219 7/8-9 49/64 .766 3/4-16 11/16 .688
63 .0370 15 .1800 7/16 .4375 1-8 7/8 .875 7/8-14 13/16 .813
62 .0380 14 .1820 29/64 .4531 1-1/8-7 63/64 .984 1-14 15/16 .938
61 .0390 13 .1850 15/32 .4688
1-1/4-7 1-7/64 1.109 1-1/8-12 1-3/64 1.047
60 .0400 3/16 .1875 31/64 .4844
1-3/8-6 1-7/32 1.219 1-1/4-12 1-11/64 1.172
59 .0410 12 .1890 1/2 .5000
58 .0420 11 .1910 33/64 .5156
1-1/2-6 1-11/32 1.344 1-3/8-12 1-19/64 1.297
57 .0430 10 .1935 17/32 .5312 1-3/4-5 1-9/16 1.563 1-1/2-12 1-27/64 1.422
56 .0465 9 .1960 35/64 .5469 2-4-1/2 1-25/32 1.781
3/64 .0469 8 .1990 9/16 .5625 2-1/4-4-1/2 2-1/32 2.031
55 .0520 7 .2010 37/64 .5781 2-1/2-4 2-1/4 2.250 Tap Drill
54 .0550 13/64 .2031 19/32 .5938 2-3/4-4 2-1/2 2.500 Size
53 .0595 6 .2040 39/64 .6094 3-4 2-3/4 2.750 Is Approximately
1/16 .0625 5 .2055 5/8 .6250 3-1/4-4 3 3.000 75%
52 .0635 4 .2090 41/64 .6406 3-1/2-4 3-1/4 3.250 Thread
51 .0670 3 .2130 21/32 .6562 3-3/4-4 3-1/2 3.500
50 .0700 7/32 .2188 43/64 .6719 4-4 3-3/4 3.750
49 .0730 2 .2210 11/16 .6875
48 .0760 1 .2280 45/64 .7031
5/64 .0781 A .2340 23/32 .7188 TAP DRILLS- PIPE
47 .0785 15/64 .2344 47/64 .7344 TAPER STRAIGHT
46 .0810 B .2380 3/4 .7500 THREAD DRILL THREAD DRILL
45 .0820 C .2420 49/64 .7656 1/16 D 1/16 1/4
44 .0860 D .2460 25/32 .7812
1/8 R 1/8 11/32
43 .0890 1/4 .2500 51/64 .7969
1/4 7/16 1/4 7/16
TECHNICAL DATA
42 .0935 E .2500 13/16 .8125
3/32 .0938 F .2570 53/64 .8281 3/8 37/64 3/8 37/64
41 .0960 G .2610 27/32 .8438 1/2 45/64 1/2 23/32
40 .0980 17/64 .2656 55/64 .8594 3/4 59/64 3/4 59/64
39 .0995 H .2660 7/8 .8750
1 1-5/32 1 1-5/32
38 .1015 I .2720 57/64 .8906
37 .1040 J .2770 29/32 .9062 1-1/4 1-1/2 1-1/4 1-1/2
36 .1065 K .2810 59/64 .9219 1-1/2 1-47/64 1-1/2 1-3/4
7/64 .1094 9/32 .2812 15/16 .9375 2 2-7/32 2 2-7/32
35 .1100 L .2900 61/64 .9531 2-1/2 2-5/8 2-1/2 2-21/32
34 .1110 M .2950 31/32 .9688
3 3-1/4 — —
33 .1130 19/64 .2969 63/64 .9844
32 .1160 N .3020 1 1.0000 3-1/2 3-3/4 — —
31 .1200 5/16 .3125 4 4-1/4 — —
1 800 458-4018 www.uzengprod.com
1096
Technical Drill Data
UZ Drill Information Chart
Decimal Equivalents & Tap Hole Sizes
TAP DRILLS- METRIC
TAP SIZE DRILL
DIA. THREAD STANDARD SIZE DECIMAL
M2.5 .45 French 5/64 .0781
M2.6 .45 D.I.N. 45 .0820
M3 .50 D.I.N. 39 .0995
M3 .60 French 3/32 .0938
M3 .75 Optional 43 .0890
M3.5 .60 French & D.I.N. 33 .1130
M4 .70 D.I.N. 30 .1285
M4 .75 French 1/8 .1250
M4.5 .75 French & D.I.N. 26 .1470
M5 .75 Optional 19 .1660
M5 .80 D.I.N. 19 .1660
M5 .90 French 20 .1610
M5 1.00 Optional 5/32 .1562
M5.5 .75 Optional 3/16 .1875
M5.5 .90 French & D.I.N. 14 .1820
M6 1.00 French & D.I.N. 9 .1960
M6 1.25 Optional 3/16 .1875
M7 1.00 French & D.I.N. 15/64 .2344
M7 1.25 Optional 1 .2280
M8 1.00 French J .2770
M8 1.25 D.I.N. 17/64 .2656
M9 1.00 French 5/16 .3125
M9 1.25 D.I.N. 5/16 .3125
M10 1.00 Optional 23/64 .3594
M10 1.25 Optional 11/32 .3438
M10 1.50 French & D.I.N. R .3390
M11 1.50 D.I.N. 3/8 .3750
M12 1.25 Optional 7/16 .4375
M12 1.50 French 13/32 .4062
M12 1.75 D.I.N. 13/32 .4062
M13 1.50 Optional 29/64 .4531
M13 1.75 Optional 29/64 .4531 TECHNICAL DATA
M13 2.00 Optional 7/16 .4375
M14 1.25 Optional 33/64 .5156
M14 1.75 Optional 1/2 .5000
M14 2.00 French & D.I.N. 15/32 .4688
M15 1.75 Optional 17/32 .5312
M15 2.00 Optional 33/64 .5156
M16 2.00 French & D.I.N. 35/64 .5469
M17 2.00 Optional 19/32 .5938
M18 1.50 Optional 21/32 .6562
1 800 458-4018 www.uzengprod.com
1097
Technical Information-Taps
Tapping Speed Guide
SPEED SPEED
MATERIALS FEET PER MATERIALS FEET PER
MINUTE MINUTE
Aluminum Alloys 90-100 (Steel, Cont.) Carbon Steel, Plain Annealed 40-80
Brass 60-100 Tempered 15-40
Bronze 40-60 Cast, Carbon Annealed 40-50
Copper 40-60 Tempered 30
High Temperature Alloys Cobalt Base 5-10 Cast, Corrosion Resistant, Annealed 20-30
Iron Base 10-15 Heat Resistant, As Cast 20-25
Nickel Base 5-10 Low Alloy Annealed 30-45
Iron Ductile Annealed 60 Tempered 15-25
as Cast 30 Precipitation Hardening Treated 10-15
Tempered 15-20 Stainless Annealed 15-45
Gray, Annealed 80 Tempered 15-25
As Cast 35-60 Free Machining, Annealed 45-75
Malleable 60 Tool Steels, High Speed Annealed 15-25
Heat Treated 25-50 Water Hardening Annealed 50
Magnesium Alloys Annealed 175 Ultra High Strength Steels Annealed 35
Maganese 20 Normalized 20
Molybdenum Alloys Stress Relieved 50 Tempered 3-7
Monel Annealed 20 Maraging Steels Annealed 20-15
Nickel Alloys Annealed 25 Maraged 5-10
Plastics, Reinforced 25 Tantalum Alloys, Stress Relieved 3
Thermoplastics 50 Titanium Alloys, Commercial Pure, Annealed 40-60
Thermosetting Plastics 50 Alpha & Alpha Beta Alloys Annealed 10-25
Steels, Alloys, Annealed or Cold Drawn 40-60 Tungsten Alloys, Pressed & Sintered 50
Quenched & Tempered 5-35 Zinc Alloys Die Cast 150
Armor Plate 10
Conversion Table, Surface Feet Per Minute To Revolutions Per Minute
SPEED
FEET PER 20 25 30 40 50 60 70 80 90 100 110 120 130 140 150
MINUTE
TAP SIZE REVOLUTIONS
REVOLUTIONS PERPER MINUTE
MINUTE
0 1273 1592 1910 2546 3183 3820 4456 5093 5730 6366 7003 7639 8276 8913 9549
1 1047 1308 1570 2093 2617 3140 3663 4186 4710 5233 5756 6279 6808 7326 7849
2 888 1110 1333 1777 2221 2665 3109 3554 3999 4442 4886 5330 5774 6218 6662
3 772 964 1157 1543 1929 2315 2701 3086 3472 3858 4244 4629 5015 5401 5787
4 682 853 1023 1364 1705 2046 2387 2728 3069 3411 3751 4092 4434 4775 5116
5 611 764 917 1222 1528 1833 2139 2445 2750 3056 3361 3667 3973 4278 4584
6 553 691 829 1106 1382 1658 1934 2211 2487 2764 3040 3316 3592 3869 4145
TECHNICAL DATA
8 466 583 699 932 1165 1398 1631 1864 2097 2330 2563 2796 3029 3262 3495
10 401 502 603 804 1005 1205 1406 1607 1808 2009 2210 2411 2612 2813 3014
12 354 442 531 707 884 1061 1238 1415 1592 1769 1945 2122 2300 2476 2653
1/4 306 382 458 611 764 917 1070 1222 1375 1528 1681 1833 1986 2139 2292
5/16 245 306 367 489 611 733 856 978 1100 1222 1345 1467 1589 1711 1833
3/8 204 255 306 407 509 611 713 815 917 1019 1120 1222 1324 1426 1528
7/16 175 219 262 349 437 524 611 698 786 873 960 1048 1135 1222 1310
1/2 153 191 229 306 382 458 535 611 688 764 840 917 993 1070 1146
9/16 137 172 206 275 344 412 481 550 619 687 756 825 893 963 1031
5/8 122 153 183 244 306 367 428 489 550 611 672 733 794 856 917
3/4 102 128 153 203 255 306 357 407 458 509 560 611 662 713 764
7/8 87 109 131 175 218 262 306 350 392 437 480 524 568 611 655
1 76 96 115 153 191 230 268 306 344 382 420 458 497 535 573
1 800 458-4018 www.uzengprod.com
1098
Hole Saw Technical Information
Hole Saw Operating Speeds
HOLE HOLE
SAW SIZE MILD TOOL CAST SAW SIZE MILD TOOL CAST
INCHES STEEL STAINLESS IRON BRASS ALUMINUM INCHES STEEL STAINLESS IRON BRASS ALUMINUM
9/16 580 300 400 790 900 2-3/8 140 70 90 190 220
5/8 550 275 365 730 825 2-1/2 135 65 85 180 205
11/16 500 250 330 665 750 2-9/16 130 65 85 175 200
3/4 460 230 300 600 690 2-5/8 130 65 85 170 195
7/8 390 195 260 520 585 2-3/4 125 60 80 160 185
1 350 175 235 470 525 2-7/8 120 60 75 160 180
1-1/16 325 160 215 435 480 3 115 55 70 150 170
1-1/8 300 150 200 400 450 3-1/8 110 55 70 140 165
1-3/16 285 145 190 380 425 3-1/4 105 50 65 140 155
1-1/4 275 140 180 360 410 3-3/8 100 50 65 130 150
1-5/16 260 135 175 345 390 3-1/2 95 45 60 130 145
1-3/8 250 125 165 330 375 3-5/8 90 45 60 120 140
1-7/16 240 120 160 315 360 3-3/4 90 45 60 120 135
1-1/2 230 115 150 300 345 3-7/8 90 45 60 120 135
1-9/16 220 110 145 290 330 4 85 40 55 110 130
1-5/8 210 105 140 280 315 4-1/8 80 40 55 110 120
1-11/16 205 100 135 270 305 4-1/4 80 40 55 110 120
1-3/4 195 95 130 260 295 4-3/8 80 40 50 100 120
1-13/16 190 95 125 250 285 4-1/2 75 35 50 100 105
1-7/8 180 90 120 240 270 4-3/4 75 35 50 92 95
2 170 85 115 230 255 5 65 30 45 90 90
2-1/16 165 80 110 220 245 5-1/2 60 25 40 85 85
2-1/8 160 80 105 210 240 5-3/4 55 25 35 75 75
2-1/4 150 75 100 200 225 6 55 25 35 75 75
2-5/16 145 75 95 195 225
Guidelines for Successful Hole Saw Operation
• The pilot drill must extend beyond the • Hole saws should be worked in and out to
edge of the hole saw teeth by 1/8". help clear chips when working at the TECHNICAL DATA
• Always secure the material to be cut. upper ranges of the hole saws’ capacity.
If not, the turning action of the hole saw • Whenever possible use a cutting oil,
will cause the work piece to spin or slip. (except with cast iron or wood), to
• Start the hole saw square to the help clear chips and lubricate the
work piece surface with steady feed blade for longer life.
pressure. Unbalanced tooth engagement • Occasionally check the mandrel’s
will result in erratic hole saw action and drive pins to prevent them from vibrating
could cause tooth strippage. out of the hole saw’s drive pin holes.
• Follow the recommended standard • Always wear eye protection.
hole saw operating speeds, shown above.
1 800 458-4018 www.uzengprod.com
1099
Hole Saw Technical Information
Hole Saw - Application Tips
Tech Tips Pipe Tap & Pipe Entrance
• When sawing resistant and difficult to cut • Pipe taps are used for threading holes
materials, drill a couple of small holes within created by a hole saw to receive a threaded
the circumference to allow chips to clear. pipe. Reference the product charts for
• When sawing in wood, finish the hole from proper selection. To cut a 1" pipe tap, select
the opposite side to prevent splinters. a 1-1/8" hole saw.
• Keep an oil soaked sponge inside the • Pipe Entrance is the diameter of the hole
holesaw if you: through which a pipe of a given diameter will
• Cannot lubricate in the normal way. pass during installation or repair.
• Operate in stainless steel. • Pipe Size is defined by the inside diameter.
• Operate in a vertical position from above. To cut a hole through which a 3/4"
pipe may be passed, a 1-1/8" hole saw is used.
• Tubing Size is defined by the outside
diameter. To cut an entrance hole of a given
tubing diameter, the same diameter hole
saw should be used.
Arbor Cross Reference Chart
UZ AMERICAN
PART # SAW MILFORD/ RULE
(Lenox) ANDERSON DEWALT MAKITA SANDVIK MILWAUKEE (Capewell) STARRETT
7140 60-A 45316
170691 4L M24R DW1800 49-56- 5514 A2
3834-0630 6950
M24H
170692 — — — 49-56- — —
6960
170693 5L M34 DW1811 7140 61-A 45319 A1
170694 — — — — — — — —
45313 49-56-
170695 1L M44 — 7140 62-A 5518 A11
3834-1130 7000
49-56-
170696 M45 DW1802 — 45317 5520 A6
6970
TECHNICAL DATA
45314
170697 2L M45P DW1803 7140 65-A — 5545 A2
3834-11152
45315 49-56-
170698 3L M55P DW1804 — 5573 A3
3834-16152 7130
1 800 458-4018 www.uzengprod.com
1100
Hole Saw Technical Information
UZ BI-Metal Hole Saws-Cross Reference Chart
AMERICAN
UZ SAW BLACK & MILFORD MILWAUKEE
SIZE PART # (Lenox) DECKER DEWALT MAKITA SANDVIK (4/6) STARRETT
9/16 170640 30009-9L 21820 DW1820 7140 01-A 44774 49-56-0006 H0096
5/8 170641 30010-10L 21821 DW1821 7140 02-A 44776 49-56-0011 H0058
11/16 170642 30011-11L 21822 DW1822 7140 03-A 44778 49-56-0016 H1016
3/4 170643 30012-12L 21823 DW1823 7140 04-A 44780 49-56-0021 H0034
13/16 170644 30013-13L 21824 DW1824 7140 05-A 44782 49-56-0026 H1036
7/8 170645 30014-14L 21825 DW1825 7140 06-A 44784 49-56-0031 H0078
15/16 170646 30015-15L 21826 DW1826 7140 07-A 44786 49-56-0036 H1056
1 170647 30016-16L 21827 DW1827 7140 08-A 44788 49-56-0041 H0100
1-1/16 170648 30017-17L 21828 DW1828 7140 09-A 44790 49-56-0046 H0116
1-1/8 170649 30018-18L 21829 DW1829 7140 10-A 44792 49-56-0051 H0118
1-3/16 170650 30019-19L 21830 DW1830 7140 11-A 44794 49-56-0056 H0136
1-1/4 170651 30020-20L 21831 DW1831 7140 12-A 44796 49-56-0061 H0114
1-5/16 170652 30021-21L 21832 DW1832 7140 13-A 44798 49-56-0066 H0156
1-3/8 170653 30022-22L 21833 DW1833 7140 14-A 44800 49-56-0071 H0138
1-7/16 170654 30023-23L 21834 DW1834 7140 15-A 44802 49-56-0076 H0176
1-1/2 170655 30024-24L 21835 DW1835 7140 16-A 44804 49-56-0081 H0112
1-9/16 170656 30025-25L 21836 DW1836 7140 17-A 44806 49-56-0086 H0196
1-5/8 170657 30026-26L 21837 DW1837 7140 18-A 44808 49-56-0091 H0158
1-11/16 170658 30027-27L 21838 DW1838 7140 19-A 44810 49-56-0096 H1116
1-3/4 170659 30028-28L 21839 DW1839 7140 20-A 44812 49-56-0101 H0134
1-13/16 170660 30029-29L 21840 DW1840 7140 21-A 44814 49-56-0106 H1136
1-7/8 170661 30030-30L 21841 DW1841 7140 22-A 44816 49-56-0111 H0178
2 170662 30032-32L 21842 DW1842 7140 23-A 44818 49-56-0116 H0200
2-1/16 170663 30033-33L 21843 DW1843 7140 24-A 44820 49-56-0121 H0216
2-1/8 170664 30034-34L 21844 DW1844 7140 25-A 44822 49-56-0126 H0218
2-1/4 170665 30036-36L 21845 DW1845 7140 26-A 44824 49-56-0131 H0214
2-5/16 170666 30037-37L 21846 DW1846 7140 27-A 44826 49-56-0136 H0256
2-3/8 170667 30038-38L 21847 DW1847 7140 28-A 44828 49-56-0141 H0238
2-1/2 170668 30040-40L 21848 DW1848 7140 29-A 44830 49-56-0146 H0212
2-9/16 170669 30041-41L 21849 DW1849 7140 30-A 44832 49-56-0150 H0296
2-5/8 170670 30042-42L 21850 DW1850 7140 31-A 44834 49-56-0155 H0258
2-3/4 170671 30044-44L 21851 DW1851 7140 32-A 44836 49-56-0160 H0234
2-7/8 170672 30046-46L 21852 DW1852 7140 33-A 44838 49-56-0165 H0278
3 170673 30048-48L 21853 DW1853 7140 34-A 44840 49-56-0170 H0300
3-1/8 170674 30050-50L 21854 DW1854 7140 35-A 44842 49-56-0175 H0318
3-1/4 170675 30052-52L 21855 DW1855 7140 36-A 44844 49-56-0180 H0314
3-3/8 170676 30054-54L 21856 DW1856 7140 37-A 44846 49-56-0185 H0338
3-1/2 170677 30056-56L 21857 DW1857 7140 38-A 44848 49-56-0190 H0312
3-5/8 170678 30058-58L 21858 DW1858 7140 39-A 44850 49-56-0195 H0358
3-3/4 170679 30060-60L 21859 DW1859 7140 40-A 44852 49-56-0200 H0334 TECHNICAL DATA
3-7/8 170680 30062-62L 21860 DW1860 7140 41-A 44854 49-56-0205 H0378
4 170681 30064-64L 21861 DW1861 7140 42-A 44856 49-56-0210 H0400
4-1/8 170682 30066-66L 21862 DW1862 7140 43-A 44858 49-56-0215 H0418
4-1/4 170683 30068-68L 21863 DW1863 7140 44-A 44860 49-56-0220 H0414
4-3/8 170684 30070-70L 21864 DW1864 7140 45-A 44861 49-56-0225 H0438
4-1/2 170685 30070-72L 21865 DW1865 7140 46-A 44862 49-56-0230 H0412
4-3/4 170686 30078-78L 21866 DW1866 7140 47-A 44864 49-56-0235 H0434
5 170687 30080-80L 21867 DW1867 7140 48-A 44866 49-56-0240 H0500
5-1/2 170688 30088-88L 21869 DW1868 7140 49-A 44868 49-56-0245 H0512
5-3/4 170689 — — — — — — —
6 170690 30096-96L 21871 DW1871 7104 50-A 44470 49-56-0250 H0600
1 800 458-4018 www.uzengprod.com
1101
Abrasive Wheels
Who uses Abrasives?
PRODUCT: USER: APPLICATIONS:
GRINDING WHEELS • Metal Fabricator Shops • Grind Seams
TYPE 27 • Ship Yards • Edge Grinding
TYPE 27-BLENDING • Railroads • Grind Welds
• Maintenance Shops • Deburring
• Pipeliners • Surface Blending
• Foundries
• Mechanical Contractors
CUTOFF WHEELS • Aerospace • Cut Chain
TYPE 27 FREE HAND • Boiler Shops • Cut Rebar
TYPE 1 FREE HAND • Machine Shops • Cut Pipe
TYPE 1 CHOP SAW • Welding Fabricators • Cut Angle Iron
TYPE 1 PORTABLE • Rental Yards • Cut Drywall Studs
TYPE 1 STATIONARY • Automotive • Cut Concrete
• Construction • Cut Tile & Brick
Tool Safety Tips:
1. Ensure work guards and work rests are adjusted and secured properly.
2. Disconnect the machine from the power source before making adjustments.
3. Direct sparks downward, away from your body.
4. Operate machines in well-ventilated areas and away from flammable materials.
5. Use recommended disk size and never use a disk as a back-up pad.
6. Check machines for spindle, wobble, trueness, balance, and wear.
7. Start grinder just off the workpiece, ease it onto the work and begin grinding.
8. Grind welds, depressions, moldings, etc. with grinder moving away from work piece and not on it.
9. Never run an unfamiliar machine without reading label.
10. Never remove safety guards.
11. Never run an electric machine near water or a wet floor.
12. Never use a standard round disk that overhangs the back-up pad by more than 1/4 inch.
13. Never start a machine until guards are in place, or stand in front of the wheel when the machine is starting.
14. Never jam work into the wheel or use excessive pressure.
15. Never apply pressure to wheels to stop them.
16. Never allow stationary wheels to rest in fluids.
TECHNICAL DATA
1 800 458-4018 www.uzengprod.com
1102
Abrasive Wheels
Classification and Identification
DIAMETER/THICKNESS/ OUTSIDE
ARBOR SIZE OR THREAD SIZE
USE FOR
(APPLICATION TYPE)
UZ PART NUMBER
USE ON
(MACHINE TYPE) APPLICATION (MATERIAL)
WARNING
MAXIMUM RPM
THE SEVEN FACTORS THAT AFFECT THE PROPER SELECTION OF A GRINDING WHEEL OR ABRASIVE PRODUCT:
1. The material hardness to be ground.
2. Difficulty of the grinding operation.
3. Finish and accuracy required.
4. Area of grinding contact.
5. Wet or dry grinding.
6. Wheel speed.
7. Horsepower.
UZ ABRASIVE WHEELS OFFER UNIQUE FEATURES AND BENEFITS!
FEATURES: BENEFITS:
• Tight balance specifications • UZ Wheels stay flush to the workpiece, reducing "chattering," which is a hammering type action
of the wheel on the work piece. This contributes to the extended life of the wheel. This
superior balance reduces vibration significantly, lessening worker fatigue.
• Tight weight and thickness specifications • UZ assures consistency of product which means the user can expect the same
superior product results everytime they take a UZ wheel from its package.
• Label detail • The UZ label includes wheel size, wheel type, wheel application, machine type, safety
information, maximum RPM and UZ part number for easy reorder.
• Raw material inspection, and testing • Ensures consistent product time after time.
• Dual Grinding/Cutting action of UZ • Reduces downtime due to numerous wheel changes. UZ combo wheels are lighter in
Combination Depressed Center Wheels weight than 1/4" wheels to reduce operator fatigue. A UZ dual action wheel lessens
inventory investment.
• Dual Grinding/Finishing action of UZ • Reduces downtime due to numerous wheel changes. UZ Zirconia Flap Disks are
TECHNICAL DATA
Zirconia Flap Disks lighter in weight than standard grinding wheels to reduce operator fatigue. A UZ
dual action wheel lessens inventory investment.
• UZ Grinding Wheels are triple reinforced • Very resistant to side load, increasing the safety of the wheel.
• All UZ Cutoff Wheels are externally reinforced • Very resistant to side load, increasing the safety of the wheel.
1 800 458-4018 www.uzengprod.com
1103
Abrasive Wheels
Trouble Shooting for Cut Off Wheels
CONDITION: BREAKAGE
SYMPTOM: Wheel binds or breaks just before completion of cut.
POSSIBLE CAUSES: SUGGESTED ACTIONS:
• Insufficient support of the work piece. • Be sure the work piece is properly supported or clamped on both sides of the
• Improper clamping of the work piece. work piece, allowing the entire separation of the object being cut.
CONDITION: WHEEL STOPS CUTTING AND JAMS
SYMPTOM: Wheel stalls or breaks in the widest part of the cut.
POSSIBLE CAUSES: SUGGESTED ACTIONS:
• Material is insufficiently held, allowing • Be sure workpiece is properly supported at all times to avoid it shifting while being cut.
it to shift during the cut. • Be sure the operator is not over fatigued during operation and no attempts are
• Operator applies too much lateral made to widen the cut by applying too much pressure.
pressure on the workpiece. • Switch to a softer grade wheel.
• The wheel is too hard and the edges have glazed. • Repair or replace worn or broken flanges.
• Wheel flanges are worn down.
CONDITION: CROOKED CUT
SYMPTOM: Angle of cut is not 90o.
POSSIBLE CAUSES: SUGGESTED ACTIONS:
• Saw spindle bearings are worn or out of repair. • Replace any worn bearings.
• Wheels are warped • Warped wheels can result from improper storage,
• Reinforcement is off-center. particularly from standing wheels on their edge.
• Wheels should be stored flat.
CONDITION: WORKPIECE BURNING
SYMPTOM: Cut surface area is burned.
POSSIBLE CAUSES: SUGGESTED ACTIONS:
• Wheel is too hard. • Switch to a softer grade wheel.
• Spindle speed is too high. • Verify run speed. If it exceeds maximum operating speed, stop the application
and use the correct machine for that wheel.
CONDITION: SHORT WHEEL LIFE
SYMPTOM: Wheel life does not meet expectations.
POSSIBLE CAUSES: SUGGESTED ACTIONS:
• Wheel is too soft. • Switch to a harder grade wheel.
• The cutting rate is too fast. • Apply less pressure to the machine.
• The machine spindle is too low. • Increase the spindle speed to optimize wheel performance
(NOT IN EXCESS OF THE SAFE SPEED MARKED ON THE WHEEL.)
CONDITION: EXCESSIVE BUR
TECHNICAL DATA
POSSIBLE CAUSES: SUGGESTED ACTIONS:
• If the abrasive grain is too coarse, or only • Switch to a coarser wheel.
one side of the cut is supported, the rest will • Be sure both sides of the work piece are adequately supported.
be an excessive bur.
1 800 458-4018 www.uzengprod.com
1104
Abrasive Wheels
Trouble Shooting for Depressed Center Wheels.
CONDITION: GLAZING
SYMPTOM: Wheel becomes dull and/or glazed; shiny appearance, with a slick feel.
POSSIBLE CAUSES: SUGGESTED ACTIONS:
• Wheel is too hard. • Switch to a softer wheel.
• Incorrect pressure is applied to the grinder. • Use a coarser grit wheel.
• Apply more pressure to the grinder.
• Dress the wheel to offer temporary relief.
CONDITION: LOADING
SYMPTOM: Material from the work piece clogs the wheel; surface appears smeared; slick feel.
POSSIBLE CAUSES: SUGGESTED ACTIONS:
• Incorrect grade of wheel. • Switch to a softer wheel.
• Incorrect pressure is applied to the grinder. • Switch to a coarser grit wheel.
• Switch to a wheel with a non-loading component.
• Apply less pressure to the grinder.
• Dress the wheel to offer temporary relief.
CONDITION: DISCOLORING OF WORKPIECE
SYMPTOM: Material is discolored, bluish in color.
POSSIBLE CAUSES: SUGGESTED ACTIONS:
• Incorrect grade of wheel. • Switch to a softer wheel.
• Incorrect pressure applied to grinder. • Switch to a coarser grit wheel.
• Apply less pressure to the grinder.
CONDITION: CHATTER
SYMPTOM: Wheel bounces on grade of the wheel, leaving irregular marks on the workpiece.
POSSIBLE CAUSES: SUGGESTED ACTIONS:
• Wheel is out of balance. • Re-balance if possible.
• Wheel is out of round. • Dress wheel to trueness.
• Wheel is hard, doesn't cut into metal. • Switch to a softer grade wheel.
CONDITION: WHEEL BREAKAGE
SYMPTOM: Breakage in multiple pieces; or an irregular break.
POSSIBLE CAUSES: SUGGESTED ACTIONS:
• The wheel is running at too high a speed. • Find the wheels maximum operating speed on the label.
• The wheel jams or pinches on the work piece. • Check grinder to see if you are running in excess of maximum speed.
• Too much lateral slide pressure. • Be sure work piece is properly held/clamped/supported.
TECHNICAL DATA
• Inadequate reinforcement for the application.
1 800 458-4018 www.uzengprod.com
1105
Abrasive Wheels
GLOSSARY OF TERMS:
ABRASIVE- A substance used in the processes of grinding, FINISHING- The final cuts taken with a grinding wheel to obtain
polishing, and lapping of materials, which actually does the accuracy and surface desired.
abrading or wearing away. Natural abrasives include
corundum, emery, garnet, and diamond. Manmade abrasives FLANGE- A metal plate that is part of the grinder that helps hold
include aluminum oxide, silicon carbide, boron carbide, cubic the wheel in place.
boron nitride, and synthetic diamond.
GLAZING- An extreme condition of loading on a grinding wheel
ARBOR- The spindle of the grinding machine on which the face caused by dulled abrasive and a build-up of swarf, resulting
wheel is mounted. in sharply decreased cutting rates.
ARBOR HOLE- The hole in a grinding wheel sized to fit the GRADE- The strength of bonding in a grinding wheel, also referred
machine arbor. to as hardness.
AREA OF CONTACT- The total area of the grinding surface of GRAIN- The abrasive particles used in a grinding wheel.
a grinding wheel in contact with the wheel being ground.
GRINDING- The process of removing material with a
BALANCING- Testing a wheel for balance, adding or subtracting grinding wheel.
weight to put a piece into either static or dynamic balance.
GRINDING WHEEL- A cutting tool of circular shape made of
BOND- The material in a grinding wheel which holds the abrasive grains bonded together.
abrasive grains together.
GRIT SIZE- Specified size of the abrasive particles contained in
BONDED ABRASIVES- Grinding wheels, sharpening stones, and an abrasive product. Metal removing capabilities and the quality
other abrasive products in which the abrasive is held together of the finish vary according to different grit sizes.
by a bonding material.
INSERT- A metal flange that is at the center of some cutoff or
BURR- A turned over edge of metal resulting from punching a depressed center wheels that helps reinforce the wheel.
sheet or from grinding or cutting-off operations.
LAPPING- A finishing process typically employing loose
CHATTER- An irregularity in cutting action caused by a tool or abrasive grain, but now often including similar types of
workplace vibration, resulting in noise, poor finish, and operation with bonded abrasive wheels.
possible damage to the tool and the work. May result from
a faulty tool design, the wrong speed, loose tool fitting, or LOADING- Filling of the pores of the grinding wheel surface with
worn machinery. the material being ground, usually resulting in a decrease in
production and poor finish.
CHIP- A piece of material removed from a work piece by
a cutting tool. OPERATING SPEED- The speed of a grinding wheel expressed in
either revolutions per minute or surface feet per minute.
CHUCK- A device for holding grinding wheels of special shape
or for holding the work piece being ground. PORTABLE GRINDER- A hand held grinding machine which uses
portable wheels, raised hub wheels, plugs, or cones.
CLOSED COAT- Refers to a coating in which the entire coated
abrasive surface is covered with abrasive grain, with no voids PORTABLE WHEEL- A grinding wheel used for portable grinding
between the particles. This is by far the most popular coating and stock removal. These wheels usually have hard, durable
used today in coated abrasive specialties. It permits the adhesives, coarse grit sizes, organic bonds, and may have
greatest degree of stock removal and longest product life. molded-in bushings.
COATED ABRASIVES- Abrasive products in which the abrasive is REINFORCING- One or more layers of fiberglass material molded
coated in a relatively thin layer on a backing of cloth, fiber, or into the grinding wheel to add strength and stability of
paper. Coated abrasive products include sheets, rolls, belts, operations. Cutoff wheels, raised hub wheels, and portable
discs, and specialty shapes. wheels use reinforcing.
CUTOFF WHEEL- A thin grinding wheel, often reinforced and STRAIGHT WHEEL- A Type 1 grinding wheel made with straight
usually made with an organic bond, used for cutting through parallel sides, a straight face, and a straight or tapered arbor.
work piece material; an abrasive saw. Straight wheels contain no recesses, grooves, bevels,
or dovetails.
TECHNICAL DATA
CUTTING SURFACE- The surface or face of the wheel against
which the material is ground. WHEEL TYPE- A description of the overall shape and dimension
of a grinding wheel, designated by a number.
DEBURRING- The process of removing burrs from metal.
WORK, WORK PIECE- The material, part, component or piece to
DISC WHEEL- A grinding wheel used on a disc grinder, with be processed by grinding.
a shape similar to a Type 1 straight wheel. Usually mounted
on a plate for reinforcement, using the side of the wheel ZIRCONIA ALUMINA- An abrasive where aluminum oxide and
for grinding. zirconium oxide are fused to produce a true abrasive alloy.
DRESSING- Removal of undesirable materials from loaded
grinding wheels to expose unused abrasive points.
FINISH- The surface quality or appearance, such as that
produced by grinding or other machining operation.
1 800 458-4018 www.uzengprod.com
1106
Abrasive Types
UZ Coated Abrasives
Productive and Indispensable Tools!
USED FOR:
• Grinding • Finishing • Polishing
• Buffing • Deburring • Cleaning
Construction
The three basic raw materials used in the manufacture
of coated abrasives:
• Abrasive Grain The “nitty-gritty” surface that does the work.
• Adhesive Bond Permanently fastens the abrasive to the backing.
• Backing The base material: paper, cloth or fiber combination.
Abrasive Grain Types
DESCRIPTION TYPE COLOR GRAIN PROPERTIES APPLICATIONS
UZ Zirconal Synthetic Blue Sharp Self-sharpens as it Heavy-duty grinding on
(Zirconia Alumina) Block type cuts for rugged all ferrous and
long life. non-ferrous metals.
Stays cool. Rough planing of
wood products.
UZ Aluminox Synthetic Brown Wedge Extremely durable. Ferrous (soft) metals
(Aluminum Oxide) Shaped Does not fracture or including alloy steel.
shred at high speeds. Brass plumbing fixtures
Leather, Hardwood, Aluminum.
UZ Silicar Synthetic Blue- Sharp, Grains fracture during Non-ferrous metals
(Silicon Carbide) black friable use exposing sharp Aluminum, Bronze.
grains new edges. Non-metallics: glass,
Fast stock removal. rubber, plastic, soft woods.
Emery Natural Dark Grey Round Good polishing and Most commercial metals
or Black cleaning action. Not recommended for
use on wood. TECHNICAL DATA
Crocus Natural Reddish Fine, Made from iron oxide. Extremely fine polishing and
(ferrous oxide) brown soft cleaning of soft,
highly polished metals.
1 800 458-4018 www.uzengprod.com
1107
Abrasive Types
Types of Adhesive Bonds
Atmospheric conditions and the amount of strain involved determine the kind of bond or adhesive to hold the abrasive grain in
position. Adhesives and resins which anchor the grain to the backing are applied in two layers. The first layer is called the Make Coat
and the second is called the Size Coat.
HARDNESS/ TYPE BOND DESCRIPTION
FLEXIBILITY SIZE COAT/MAKE COAT STRENGTH
(second layer/first layer)
Softest Glue/Glue Weak For superior finishes
Most Flexible Low resistance to sanding heat
Used with lightweight papers and materials
Resin/Glue Resin increases resistance to sanding heat.
Better finish than Resin/Resin
Resin/Resin For maximum strength and
resistance to heat and grain shedding
Wet-proof For use with water and liquid coolants
Hardest Strong Permanent waterproof bond on
Least Flexible waterproof backing
Types of Backing
The characteristics of the job and the amount of strength and flexibility required determines the backing to be used. Today’s diversified
industrial requirements for coated abrasives necessitate three different types of backing - paper, cloth and fiber.
Paper Backings
Various weights in paper are available to accommodate different applications.
TYPE PAPER DESCRIPTION FLEXIBILITY APPLICATIONS
WEIGHT
“A” Weight 40# Light, flexible Most Finishing operations where
Flexible fine grits are required.
Hand finishing.
“C” Weight 70# Strong, pliable Ideal for cabinet work, folded or flat areas.
Fine to Medium
grit span available
“D” Weight 90# Stronger, less flexible Use for both hand sanding and
Medium heavy on portable power sanders.
Medium and coarse grits
TECHNICAL DATA
“E” Weight 130# Strong, stiff Use for discs, rolls and belt applications
requiring high resistance to tearing.
“F” Weight 165# Strongest paper Used for wide and narrow belts,
backing available Hardest rolls for metal and crankshaft
Least tapping/polishing, and
Flexible furniture and cabinet industries.
1 800 458-4018 www.uzengprod.com
1108
Abrasive Types
Cloth Backings
TYPE DESCRIPTION FLEXIBILITY APPLICATIONS
“J” Weight Lighter weight, Most Flexible Use in finishing, polishing or grinding contours.
more flexible cloth
“X” Weight Medium weight For medium and heavy belt, disc and
Stronger, stiffer drum grinding.
“Y” Weight Heavy Heavy duty operations.
“H” Weight Heavy For rugged course grit stock removal.
Coarse grit
“S” Weight Heavy Hardest For use on sectional belts (widths greater than 52").
Stretch resistant Least Flexible
Fiber Backings
These are multiple bonded layers if impregnated paper.
Tough, strong, and heat resistant, ideally suited for high-speed grinding.
Combination Backings
"E" weight paper laminated with light cloth. Used primarily for drum sanding.
Open Coat vs. Closed Coat
Open Coat Closed Coat
• Backings covered by 50% - 70% with abrasive grains. • Backings evenly covered 100% with abrasive grains.
• Open spaces prevent clogging from material chips, • Faster removal of stock material, producing smoother
improve cutting efficiency and lengthen working life. finished and more highly polished surfaces.
• Sometimes a NO LOAD zinc stearate coating is • For use where loading is not a problem.
added to further resist loading.
TECHNICAL DATA
1 800 458-4018 www.uzengprod.com
1109
Wire Brushes & Wheels
HOW TO SELECT THE RIGHT BRUSH
The selection of the right type of brush depends on the type
of finishing required (fine or coarse), and the characteristics
of the surface to be brushed (stainless steel, carbon steel,
wood, etc.).
Although some brushes are used as hand tools, most of
them are fixed to electric power tools. It is very important to
know the main features of the tool in order to choose the right
brush type:
• The maximum diameter allowed
• The machine speed or R.P.M.
• The arbor-hole diameter or the thread type
(M14, 5/8”-11, etc.).
WIRE DIAMETER
MACHINE (Normal MOST BRUSH
The wire gauge influences the type of brushing effect obtained: Speed) COMMON BRUSHES DIAMETER
• The thicker the wire the more aggressive the brushing
application. BENCH CRIMPED & KNOTTED 3" (75 mm) TO 14"
• A fine wire provides a fine polishing effect. GRINDERS WHEELS (350 mm)
ANGLE GRINDERS CRIMPED & 4" (100 mm)
(5.000-8.500 RPM) KNOTTED WHEELS TO 7" (175 mm)
CRIMPED & 3-1/4" (80 mm)
KNOTTED CUPS TO 6" (150 mm)
MINI ANGLE GRINDERS HIGH SPEED CUPS, 2-3/4" (65 mm)
(10.000-12.500 RPM) DISCS & WHEELS TO 4 1/2" (115 mm)
DRILL & PNEUMATIC TOOLS WHEELS & END BRUSHES 1/2" (12 mm)
(15.000-20.000 RPM) WITH SHANK TO 3" (75 mm)
DRILLS (4.500 RPM) WHEELS, CUPS & END 1" (26 mm)
BRUSHES WITH SHANK TO 4" 100 mm)
TRIM LENGTH
A short trim length makes the brush face rigid and
consequently the brush removal capacity is higher.
With a longer trim length the brush becomes flexible
and it provides a uniform brushing even on irregular
TECHNICAL DATA
surfaces.
1 800 458-4018 www.uzengprod.com
1110
Wire Brushes & Wheels
CRIMPED Vs. KNOTTED WIRE SAFETY WARNINGS
Brushes made of crimped wire are more flexible and therefore Failure to observe safety precautions may result in injury.
more appropriate for working on uneven surfaces and provide Comply with the Safety Standards of the Industrial División of
uniform and fine finishing. the American Brush Manufacturers' Association and the
American National Standards Institute ANSI B165.2 “Safety
The knotted wire provides the brushes with longer working life, Requirements-Power Brushes” and “Safety Requirements-
higher removal capacity and rough finishing. Power Brushes-Wood, Plastic or Composition Hubs.” For avail-
ability of ANSI Standards, contact the ANSI, 1430, New York,
NY 10018. These requirements and common safety practices
WIRE BRUSHES Vs. HARD ABRASIVES will reduce the likelihood of physical injury and brush fail:
• Safety goggles, protective clothing and equipment must be
Wire brushes act as an impact tool removing oxide, paint or
worn by all operators and others in the area of power brush
other adherence from the surface without damaging the base
operations.
material, as opposed to hard abrasives which may eventually
• Observe all speed restrictions indicated on the brushes,
cut it away.
packaging or catalogue. And do not exceed Maximum Safe
Free Speed (Max. R.P.M.) under any circumstances.
Unlike hard abrasives, wire brushes are flexible and adapt to
• Keep all machine guards in place.
uneven surfaces.
• Do not use deteriorated brushes.
• Oxidation or any other chemical alteration in the wire may
cause malfunctioning.
• Store brushes in original packaging, in a clean and dry
location protected from dust,
humidity and other environmental effects. Upon receipt and
before mounting, inspect
brushes for damage, rust and deterioration.
Wire Hard
Brush Abrasive
Adherence, Paint,
Oxide, etc.
Base Material
BRUSH USAGE RECOMMENDATIONS RECOMMENDED Vs. MAXIMUM R.P.M.
The brushing must be performed with wire ends. Excessive The power tool speed influences the performance of the brush
pressure causes over-bending of the wire and heat build-up, and the safety of the operator. If load speed marked on the
resulting in wire fatigue and, therefore, reduced brush life. power tool is higher than the brush MAXIMUM R.P.M., do not
mount brush. Maximum R.P.M. are indicated on brush side-
Instead of greater pressure on the brush, it is suggested that plates and shall never be exceeded.
you try:
• A brush with more aggressive cutting and removing action. MAXIMUM R.P.M. are the maximum R.P.M. at which the brush
That is, a brush with thicker wire, smaller trim length or a could be run with no work applied (spinning free). It is merely a
twist-knot brush type instead of a crimped wire one. safety indication for the user, not the recommended operating
• Increase operating speed, use a higher speed brush (such speed. TECHNICAL DATA
as a High Speed brush) or, if you are using a wheel brush, MAXIMUM and RECOMMENDED R.P.M. are specified in each
increase outside diameter. chart, according to the brush model, diameter, etc. For most
brushing applications optimum results are achieved at the REC-
OMMENDED R.P.M.
Correct Incorrect
1 800 458-4018 www.uzengprod.com
1111
Wire Brushes & Wheels
HOW TO SELECT THE RIGHT WIRE WIRE MATERIAL INCHES
CODE
For most applications the most common wires are these: A GREY STEEL 005"
• High Resistance Brass Coated Steel - basically used in crimped B BRASS COATED .006"
brushes. C STEEL .008"
• Tempered Steel - used in twist-knot brushes. D .010"
When specific brushing effects are required, such as non-spark E .012"
ing, prevention of “after rust,” very fine polishing, etc., there are F .014"
other more appropriate wires: Brass, Stainless Steel. G .016"
H .020"
I 6 x .009"
BRASS COATED STEEL
@ 12 x .009”
• High performance wire due to its high tensile resistance and high M STAINLESS STEEL .006"
carbon content. N .008"
• Rustproof by the brass coating. Z .012"
• Its flexibility reduces the negative effects of fatigue and increases P .016"
its working life. Q .020"
U BRASS .003"
Cable Crimped Wire: The cables used for these brushes are made V .012"
of bunches of highly resistant .009” wire. They become a flexible, X .016"
compact and aggressive component which makes brushes far J GREY STEEL .015"
more adaptable, safe and efficient than the traditional single K .020"
crimped ones. L .032"
(1) Cable 6 x .009” 2) Cable 12 x .009”
WIRE TENSILE CARBON MAIN FEATURES
RESISTANCE CONTENT
BRASSCOATEDSTEEL 230 - 250 Kgs/mm .75% HIGH PERFORMANCE AND FLEXIBILITY
PROTECTED AGAINST OXIDATION
CONTAMINATES STAINLESS STEEL SURFACES
NUMEROUS FINISHING POSSIBILITIES
GREY STEEL 180 - 200 Kgs/mm .50 - .60% HIGH REMOVAL CAPACITY
APPROPRIATE FOR TWIST KNOT BRUSHES
CONTAMINATES STAINLESS STEEL SURFACES
STAINLESS STEEL 160 - 180 Kgs/mm AISI 304L STANDARD
TO BRUSH STAINLESS STEEL, ALUMINIUM OR
OTHER NON-FERROUS PARTS
SLIGHTLY MAGNETIC
TECHNICAL DATA
BRASS 80 - 95 Kgs/mm NON-SPARKING
APPROPRIATE FOR FINE FINISHING OF NON-
FERROUS MATERIALS
NOTE: Tensile resistance and carbon
content figures are approximate, as they
may vary depending on wire diameter.
1 800 458-4018 www.uzengprod.com
1112
Wire Brushes & Wheels
HOW TO CHOOSE THE RIGHT BRUSH
Please, consider the following criteria when selecting a brush:
To choose the kind of brush:
• The work to be done.
• Application surface.
• RPM parameters for machine.
To decide on the type of material, wire or nylon abrasive:
• The material of the application surface.
• Desired finish.
• RPM parameters for machine.
Work efficiency increases as a brush diameter increases. To calcu- In contrast to abrasives and cutting tools, wire brushes do not
late the biggest possible diameter, it is necessary to consider the remove the base material of a treated surface. Herein, brushes
maximum RPM of the power tool or machine being used (i.e. for an serve as an essential tool for a wide range of industrial processes.
electric tool with maximum RPM of 6,000, the brush should not
exceed 175 mm diameter). Shorter trim lengths provides more
aggressive brushing, whereas flexibility to adapt to irregular or
uneven surfaces increases as trim length increases.
TROUBLESHOOTING GUIDE
Several factors can influence a brush application. If the selected
brush does not achieve the expected result, the following table may
provide solutions for the most common problems faced by a user.
For further information, please contact our Technical Department.
Wire Brushes
TECHNICAL DATA
PROBLEM RECOMMENDED ACTION
Brush is too aggressive. Increase trim length. Decrease wire diameter.
Work at lower speed.
Finish too coarse Increase trim length. Decrease wire diameter.
Work at higher speed. Choose a nylon abrasive brush.
Action of brush is not uniform Decrease brushing pressure.
Automate operation to avoid human inaccuracy.
Wire breaks more than usual Decrease brushing pressure. Decrease wire diameter.
Work at lower speed.
Decrease wire diameter. Increase brush diameter.
Life of the brush is too short Decrease brushing pressure.
1 800 458-4018 www.uzengprod.com
1113
Chemical Compatibility Chart
Chemical Compatibility Chart for Absorbents
Chemical Oil-Only Universal/Hazmat General Purpose
Acetaldehyde X X X
Acetic Acid X
Acetic Anhydride X
Acetone X X X
Acetonitrile X
Acetyl Chloride X X
Acrolein X X
Acrylic Emulsions X X
Acrylonitrile X X
Allyl Alcohol X X
Aminobenzoic Acid X X
Ammonia (Anhydrous) X X X
Ammonium Hydroxide X X X
Ammonium Fluoride X
Aniline X X
Aqueous Ammonia
Barium Salts
Benzoic Acid X
Benzonitrile X
Benzoyl Chloride X
Benzyl Alcohol X X
Boric Acid X
Brake Fluid X X X
Bromine X
Butanol
Butyl Acetate X X
Butylamine X X
Butyric Acid X X
Calcium Chlorite X
Calcium Hydroxide X
Carbolic Acid X
Carbon Disulfide X
Carbon Tetrachloride X X X
Castor Oil X X X
Chlorine Water X
Chloroacetic Acid X
Chlorobenzene X
Chloroform X X X
Chlorosulfonic Acid X
Chromic Acid X
Corn Oil X X X
Cresol X X X
Cupric Chloride X
Cyclohexane X X X
TECHNICAL DATA
Detergents X X
Dichloromethane X
Diethyl Ether X X X
Diethylamine X X
Dimethylformanide
Dinitrobenezene X
Dioxan X X
Ethanol X
Ether X X X
Ethyl Acetate X X X
1 800 458-4018 www.uzengprod.com
1114
Chemical Compatibility Chart
Chemical Compatibility Chart for Absorbents (continued)
Chemical Oil-Only Universal/Hazmat General Purpose
Ethyl Alcohol X X X
Ethyl Benzene X X
Ethyl Chloride X X
Ethyl Ether X X X
Ethyl Propionate X X X
Ethylene Glycol X X
Formaldehyde X X
Fuel Oil X X X
Gasoline X X X
Glycol Ether X
Hexane X X X
Hydraulic Oil X X X
Hydrazine, Anhydrous X X
Hydrochloric Acid X X
Hydrofluoric Acid X X
Hydrogen Peroxide X X
Isopentyl Acetate X
Isopropyl Acetate X X X
Isopropanol X
Jet Fuel X X
Kerosene X X X
Keytones X X X
Lubricating Oil X X X
Magnesium Hydroxide
Methanol
Methyl Ethyl Ketone X X X
Methyl Isobutyl Ketone X X
Mineral Oil X X X
Mineral Spirits X
Motor Oil X X X
Naphtha X X X
Nitric Acid X
Nitrobenzene X
Oleic Acid X X
Paraffin X X X
Perchloroethylene X X X
Phenol X X
Phosphoric Acid X
Propylene Glycol X X X
Sodium Chloride X X
Sodium Hydroxide X X
Sodium Hypochlorite X X
Styrene X X X
Sulfuric Acid X
Tetrachloroethylene X TECHNICAL DATA
Tetrahydrofuran X
Thionyl Chloride X
Toluene X X X
Trichloroethylene X X X
Triethylamine X
Turpentine X X X
Urine X X
Vinegar X X
Water X X
Xylene X X X
1 800 458-4018 www.uzengprod.com
1115
Choosing the Proper Size
Glove Size
Simply measure the circumference of your palm in inches using a measuring tape. Make sure to measure your dominant hand; if you are
RIGHT handed measure your RIGHT hand or if you are LEFT handed measure your LEFT hand.
The inches should correspond with the glove size. Example: 7" circumference = Size 7 glove
Sizing Chart
Glove X-Small Small Medium Large X-Large
Hand 6" - 7" 7" - 8" 8" - 9" 9" - 10" 10" - 11"
Hat Size
TECHNICAL DATA
Simply measure the circumference of your head in inches using a measuring tape. Make sure measuring tape is positioned slightly above
the ears.
US 6-5/8 6-3/4 6-7/8 7 7-1/8 7-1/4 7-3/8 7-1/2 7-5/8 7-3/4 7-7/8 8
UK 6-1/2 6-5/8 6-3/4 6-7/8 7 7-1/8 7-1/4 7-3/8 7-1/2 7-5/8 7-3/4 7-7/8
CM 53 54 55 56 57 58 59 60 61 62 63 64
Inches 20-3/4 21-1/4 21-5/8 22 22-1/2 22-3/4 23-1/4 23-5/8 24 24-1/2 24-3/4 25-1/4
* Please note: All sizing information above are basic guidelines and do not guarantee an exact fit.
1 800 458-4018 www.uzengprod.com
1116
S-ar putea să vă placă și
- Construction Materials Used in Marine Diesel EnginesDocument4 paginiConstruction Materials Used in Marine Diesel EnginesshihabÎncă nu există evaluări
- (Catalog) CHO InterchangeDocument228 pagini(Catalog) CHO Interchangesmart holyboy100% (1)
- HITACHI-Spare Parts Price ListDocument481 paginiHITACHI-Spare Parts Price Listrachitmail84% (31)
- Operation & Maintenance Manual: D32E/h D38E/h D3lE/P WDocument188 paginiOperation & Maintenance Manual: D32E/h D38E/h D3lE/P Wrachitmail100% (1)
- PC 35 R 8Document199 paginiPC 35 R 8rachitmail100% (2)
- N N N NE E E EE E E ED D D DS S S S: M M M Miiiin N N Niiiin N N NG G G GDocument28 paginiN N N NE E E EE E E ED D D DS S S S: M M M Miiiin N N Niiiin N N NG G G GsterilemovieÎncă nu există evaluări
- Rapak Dalam Per 23 Juli 2019 NEWDocument153 paginiRapak Dalam Per 23 Juli 2019 NEWsubandi pippoÎncă nu există evaluări
- YTE Suspension Installation MaintenanceDocument16 paginiYTE Suspension Installation MaintenanceRam OscÎncă nu există evaluări
- Front Mount HF TechdataDocument14 paginiFront Mount HF TechdataAlexandru NicuÎncă nu există evaluări
- Sales Quotation: Tax Registration Number: 100060237300003Document1 paginăSales Quotation: Tax Registration Number: 100060237300003haitham AtefÎncă nu există evaluări
- Sec Roc Drill Pipe and AdaptersDocument16 paginiSec Roc Drill Pipe and AdaptersSerkanAl50% (2)
- CarraroDocument59 paginiCarrarorachitmail100% (1)
- LT9Document3 paginiLT9Aradea DesmiokoÎncă nu există evaluări
- V-Belt Size Chart PDFDocument1 paginăV-Belt Size Chart PDFrachitmail100% (3)
- HFO GB 0607 PDFDocument8 paginiHFO GB 0607 PDFOliveira eletricidadeÎncă nu există evaluări
- Itr Range of Universal Joints For Heavy / Construction EquipmentsDocument2 paginiItr Range of Universal Joints For Heavy / Construction Equipmentsاحمد عبده100% (1)
- Barford TR5048 Manual + Parts List 2021 WITH MULCHDocument62 paginiBarford TR5048 Manual + Parts List 2021 WITH MULCHpggmarquesÎncă nu există evaluări
- DCF Brochure (Eng)Document8 paginiDCF Brochure (Eng)TDG VNÎncă nu există evaluări
- I-Lock CT2 Coupler BrochureDocument2 paginiI-Lock CT2 Coupler BrochureW MoralesÎncă nu există evaluări
- Physical Metallurgy For Engineers by Clark and VarneyDocument656 paginiPhysical Metallurgy For Engineers by Clark and VarneyMohnish100% (3)
- Service Kit Drive SystemDocument2 paginiService Kit Drive SystemGita Pradani Putri ApriyonoÎncă nu există evaluări
- Arm II - LubricantsDocument2 paginiArm II - LubricantsCarlos FernandoÎncă nu există evaluări
- 7557 - Lubricants Brochure PDFDocument6 pagini7557 - Lubricants Brochure PDFrachitmailÎncă nu există evaluări
- O Ring CatalogueDocument489 paginiO Ring CatalogueNorco TilesÎncă nu există evaluări
- Aumund Bucket Elevator: 47682B 47682C 47682D 47682E 47682FDocument7 paginiAumund Bucket Elevator: 47682B 47682C 47682D 47682E 47682FanilÎncă nu există evaluări
- HPV105-2 2648045901Document344 paginiHPV105-2 2648045901dani sanÎncă nu există evaluări
- Spinning Into Infinity: Sales Catalogue - BearingsDocument113 paginiSpinning Into Infinity: Sales Catalogue - BearingsBlashko GjorgjievÎncă nu există evaluări
- HYDAX CatalogueDocument21 paginiHYDAX CatalogueArpit Verma100% (1)
- Gatescorporationhydraulichosecouplingsequipment 2015 ProductscatalogDocument626 paginiGatescorporationhydraulichosecouplingsequipment 2015 ProductscatalogAhmed Metin RashidÎncă nu există evaluări
- Parts Book BE1000 Full Scan OcrDocument633 paginiParts Book BE1000 Full Scan OcrBhawani CopyÎncă nu există evaluări
- 8.palas Hidraulicas Sobre Orugas Cat 6015 PDFDocument12 pagini8.palas Hidraulicas Sobre Orugas Cat 6015 PDFalfredoÎncă nu există evaluări
- Nickel Tablets: Effect of Nickel On Coating Thickness (Sandelin Effect)Document2 paginiNickel Tablets: Effect of Nickel On Coating Thickness (Sandelin Effect)Eng-Ahmed Allam100% (1)
- 312 Spareparts SpanishDocument129 pagini312 Spareparts SpanishvictorhernandezregaÎncă nu există evaluări
- MaxDRP OEM Replacement Components PDFDocument20 paginiMaxDRP OEM Replacement Components PDFTan JaiÎncă nu există evaluări
- PC3000-1 S - N 06174 - Idler AssyDocument2 paginiPC3000-1 S - N 06174 - Idler AssyM Ferry AnwarÎncă nu există evaluări
- Copy of 9.22船 EPA申請リストDocument140 paginiCopy of 9.22船 EPA申請リストRiotaÎncă nu există evaluări
- Load Chart of TMS 475 PDFDocument10 paginiLoad Chart of TMS 475 PDFGaurav singh negiÎncă nu există evaluări
- rm100 User GuideDocument61 paginirm100 User GuideSam Biddle100% (1)
- Hulpak Beml 5Document21 paginiHulpak Beml 5rushabhÎncă nu există evaluări
- Screw Type:: Hose Clamps (Uniform Load)Document2 paginiScrew Type:: Hose Clamps (Uniform Load)Tan JaiÎncă nu există evaluări
- PE28 and PE38 ManualDocument18 paginiPE28 and PE38 Manualkarijoseph100% (1)
- SB Series: Specification SheetDocument18 paginiSB Series: Specification Sheet'X-fuera' Orchid PhiencÎncă nu există evaluări
- Aluminium Dural 7075 & Marine Grade 5083, 6061: StandardDocument3 paginiAluminium Dural 7075 & Marine Grade 5083, 6061: StandardwidyaÎncă nu există evaluări
- Katalog DongahDocument20 paginiKatalog Dongahbudy kurniawanÎncă nu există evaluări
- PM Kit PTDH - Interval 250 Hrs - PR754-LiebherrDocument8 paginiPM Kit PTDH - Interval 250 Hrs - PR754-LiebherrFrans MetinÎncă nu există evaluări
- Dealer Code Dealer Name Quo No Quo Date Cust Code Cust Name Mac No Item No Part NoDocument6 paginiDealer Code Dealer Name Quo No Quo Date Cust Code Cust Name Mac No Item No Part NoJonathan Kale100% (1)
- Wr430gb00b BMP Cat Discl EngDocument12 paginiWr430gb00b BMP Cat Discl EngJoseph BernardÎncă nu există evaluări
- Carga Nitrogeno NPK PDFDocument5 paginiCarga Nitrogeno NPK PDFhenry vega100% (1)
- Standard Equipment Optional Equipment: We Build A Better FutureDocument9 paginiStandard Equipment Optional Equipment: We Build A Better Futureyony choqueñaÎncă nu există evaluări
- Echivalenti Clarcor JCBDocument18 paginiEchivalenti Clarcor JCBEpure GabrielÎncă nu există evaluări
- 1G) Support Carrier Roller Dozer CatDocument1 pagină1G) Support Carrier Roller Dozer CatEmad M. NaguibÎncă nu există evaluări
- Unit KG (LB) Model SK200 - 8 SK210LC - 8 Item: 2. SpecificationsDocument20 paginiUnit KG (LB) Model SK200 - 8 SK210LC - 8 Item: 2. SpecificationsShop ManualÎncă nu există evaluări
- CTP Water PumpsDocument4 paginiCTP Water PumpsMert KaygusuzÎncă nu există evaluări
- SNT Plummer Block Mini Catalog 1Document44 paginiSNT Plummer Block Mini Catalog 1Anonymous y4YLeR2mUÎncă nu există evaluări
- Inspector Transfer Order-2Document3 paginiInspector Transfer Order-2ishare digitalÎncă nu există evaluări
- BP2800Document4 paginiBP2800Praveen KumarÎncă nu există evaluări
- Battery Service EquipmentDocument11 paginiBattery Service EquipmentMary CastilloÎncă nu există evaluări
- SEM 822D Track Type Tractor (1) - TSU - LowDocument2 paginiSEM 822D Track Type Tractor (1) - TSU - LowRivandho Anang0% (1)
- TRANSMISSION OIL FILTER - Wheel Loader Komatsu WA120-1 - TORQUE CONVERTER AND TRANSMISSION 777partsDocument3 paginiTRANSMISSION OIL FILTER - Wheel Loader Komatsu WA120-1 - TORQUE CONVERTER AND TRANSMISSION 777partsashraf elsayedÎncă nu există evaluări
- 2021 New Parts Manual PDFDocument54 pagini2021 New Parts Manual PDFSandeep Nikhil100% (1)
- 20H Rep B005R0 PDFDocument20 pagini20H Rep B005R0 PDFGonzalo Cayunao EricesÎncă nu există evaluări
- Company Profile - PT. Indocool Solusi CemerlangDocument11 paginiCompany Profile - PT. Indocool Solusi CemerlangIndocool Solusi CemerlangÎncă nu există evaluări
- Hydraulic Seal Catalogue 2022Document423 paginiHydraulic Seal Catalogue 2022tepu msosa100% (1)
- GBDocument36 paginiGBSatya Narayan ShuklaÎncă nu există evaluări
- 650 ArmDocument3 pagini650 ArmAnbarasan100% (1)
- 455 ZXDocument51 pagini455 ZXPreeti SinghÎncă nu există evaluări
- 2019.03.19 Hose AMK SiteDocument116 pagini2019.03.19 Hose AMK Sitedwris_valenÎncă nu există evaluări
- GTBZ40-42 Parts ManualDocument66 paginiGTBZ40-42 Parts ManualTesla EcÎncă nu există evaluări
- Manual 4Document61 paginiManual 4rachitmailÎncă nu există evaluări
- Conveyor Material Reqd ApproxDocument1 paginăConveyor Material Reqd ApproxrachitmailÎncă nu există evaluări
- GuideDocument1 paginăGuiderachitmailÎncă nu există evaluări
- Daily Issue Returnable: Sno Date Name Particulars Sign Issued byDocument2 paginiDaily Issue Returnable: Sno Date Name Particulars Sign Issued byrachitmailÎncă nu există evaluări
- Nvidia Professional Graphics Solutions: Quadro in Mobile Workstations Quadro in Desktop Workstations Quadro in ServersDocument2 paginiNvidia Professional Graphics Solutions: Quadro in Mobile Workstations Quadro in Desktop Workstations Quadro in ServersrachitmailÎncă nu există evaluări
- JIC 37 Female SwivelDocument5 paginiJIC 37 Female SwivelrachitmailÎncă nu există evaluări
- Operation & Maintenance Manual: D32E, P L D38E, P I Dl!E, P IDocument184 paginiOperation & Maintenance Manual: D32E, P L D38E, P I Dl!E, P IrachitmailÎncă nu există evaluări
- Cead 004300Document190 paginiCead 004300rachitmailÎncă nu există evaluări
- d275 PDFDocument744 paginid275 PDFrachitmailÎncă nu există evaluări
- H Seal d5gDocument1 paginăH Seal d5grachitmailÎncă nu există evaluări
- d275 PDFDocument744 paginid275 PDFrachitmailÎncă nu există evaluări
- PassportApplicationForm Main English V1.0Document2 paginiPassportApplicationForm Main English V1.0Triloki KumarÎncă nu există evaluări
- Ricoh 111suDocument2 paginiRicoh 111surachitmailÎncă nu există evaluări
- 02-Oil Seals-V-Ring PDFDocument18 pagini02-Oil Seals-V-Ring PDFrachitmailÎncă nu există evaluări
- 02-Oil Seals-V-Ring PDFDocument18 pagini02-Oil Seals-V-Ring PDFrachitmailÎncă nu există evaluări
- Police Verification For Domestic ServantDocument7 paginiPolice Verification For Domestic ServantAnupam Gupta0% (1)
- Sale of D50a - 15 Bulldozers Transport Vehicles PDFDocument13 paginiSale of D50a - 15 Bulldozers Transport Vehicles PDFrachitmail100% (1)
- d5g IndexDocument2 paginid5g IndexrachitmailÎncă nu există evaluări
- BGShirke06151117 PDFDocument10 paginiBGShirke06151117 PDFrachitmailÎncă nu există evaluări
- Cat 82j Part NumberDocument14 paginiCat 82j Part Numberrachitmail100% (1)
- VegetablesDocument2 paginiVegetablessrikaanth06Încă nu există evaluări
- Ep1e8 E1 2 - eDocument3 paginiEp1e8 E1 2 - erachitmailÎncă nu există evaluări
- Ep1e8 E1 2 - eDocument3 paginiEp1e8 E1 2 - erachitmailÎncă nu există evaluări
- Titanium Alloys For Aerospace IndustryDocument5 paginiTitanium Alloys For Aerospace IndustryBraulio OGÎncă nu există evaluări
- Joint Efficiency Factors For Seam-Welded Factory-Made Pipeline BendsDocument18 paginiJoint Efficiency Factors For Seam-Welded Factory-Made Pipeline Bendsmailmaverick8167Încă nu există evaluări
- 2020 03 21 Tutorial 8 and 9Document12 pagini2020 03 21 Tutorial 8 and 9nandini bhandaruÎncă nu există evaluări
- Gating SystemDocument69 paginiGating SystemSaurabh ThakurÎncă nu există evaluări
- Bonded Abrasives CataloguesDocument10 paginiBonded Abrasives CataloguesValeriia HnutovaÎncă nu există evaluări
- KJK CatalogueDocument24 paginiKJK CatalogueAslamÎncă nu există evaluări
- UTP A 8051 Ti: ClassificationsDocument1 paginăUTP A 8051 Ti: ClassificationsGustavo OrozcoÎncă nu există evaluări
- FabricationDocument7 paginiFabricationg-ipgp23271000Încă nu există evaluări
- Nominal Size 20mm (/ In) : Flange TablesDocument1 paginăNominal Size 20mm (/ In) : Flange TablesReşat DEMİRÎncă nu există evaluări
- Backbone of Indus Script Corpora Tin Roa PDFDocument228 paginiBackbone of Indus Script Corpora Tin Roa PDFTanvir KarimÎncă nu există evaluări
- s3l Nelson StudDocument1 paginăs3l Nelson StudPau NaipilÎncă nu există evaluări
- Handbook Flanges & BoltsDocument2 paginiHandbook Flanges & Boltstrane0102198Încă nu există evaluări
- DRV7 & DRV7G Reducing Valve (Issue 11)Document6 paginiDRV7 & DRV7G Reducing Valve (Issue 11)hasuankwan20093616Încă nu există evaluări
- Pneumatic Sheet Metal Cutting MachineDocument6 paginiPneumatic Sheet Metal Cutting Machinesuraj dhulannavarÎncă nu există evaluări
- Vaas Series 950 Product DatasheetDocument2 paginiVaas Series 950 Product DatasheetCarlos GutierrezÎncă nu există evaluări
- 打印 吊钩桥式起重机技术协议 (中英)Document21 pagini打印 吊钩桥式起重机技术协议 (中英)Yinder Vega OsorioÎncă nu există evaluări
- Cajas ConduletDocument6 paginiCajas ConduletLuis Alberto Sanchez FloresÎncă nu există evaluări
- MP QUESTION BANK CastingDocument12 paginiMP QUESTION BANK CastingSwapvaibÎncă nu există evaluări
- Die CastingDocument13 paginiDie CastingDENNY JACOBÎncă nu există evaluări
- Pressure Vessel Plates, Alloy Steel, Manganese-Molybdenum and Manganese-Molybdenum-NickelDocument2 paginiPressure Vessel Plates, Alloy Steel, Manganese-Molybdenum and Manganese-Molybdenum-NickelSofiaJabadanEspulgarÎncă nu există evaluări
- Effects of Residual Elements On The Corrosion Resistance of Steels in HF (51300-97513-SG)Document12 paginiEffects of Residual Elements On The Corrosion Resistance of Steels in HF (51300-97513-SG)arnoldbatista55Încă nu există evaluări
- En 1002A PDFDocument35 paginiEn 1002A PDFRourkela Fabrications Pvt. Ltd.Încă nu există evaluări
- ANSWER Welding MetallurgyDocument3 paginiANSWER Welding MetallurgyShaikhan Nadzemi100% (1)
- Estimate For Ms. R.M.Y.K. Rathnayake: No Description Unit Rate Qty AmountDocument7 paginiEstimate For Ms. R.M.Y.K. Rathnayake: No Description Unit Rate Qty AmountYashika Bhathiya JayasingheÎncă nu există evaluări
- Astm A 484 - A 484Document13 paginiAstm A 484 - A 484Alvaro HernandezÎncă nu există evaluări
- MA2004 - Manufacturing Processes: Tutorial 3 - Sheet Metalworking (Semester 1 AY2015-2016)Document4 paginiMA2004 - Manufacturing Processes: Tutorial 3 - Sheet Metalworking (Semester 1 AY2015-2016)Kok Keat TanÎncă nu există evaluări