S-ar putea să vă placă și
- B473Document7 paginiB473djlucho123456Încă nu există evaluări
- Asme Sa 517 Astm A517 PDFDocument5 paginiAsme Sa 517 Astm A517 PDFBernathTurnipÎncă nu există evaluări
- Quad 405 Mk2 Owners ManualDocument14 paginiQuad 405 Mk2 Owners ManualAnthony IpÎncă nu există evaluări
- Instrucalc IIDocument27 paginiInstrucalc IINorberto Soto100% (1)
- Illumination: "The Established Leader Ee Review"Document6 paginiIllumination: "The Established Leader Ee Review"IVex Brykz Jay Ro60% (5)
- ITP Structural SteelDocument14 paginiITP Structural SteelNavneet SinghÎncă nu există evaluări
- MTD 4 4869 For Bis Use Only Bureau ofDocument8 paginiMTD 4 4869 For Bis Use Only Bureau ofMangesh GhagÎncă nu există evaluări
- Part A: Basic Information: Ref: Current Spec. NoDocument17 paginiPart A: Basic Information: Ref: Current Spec. NoAbhey DograÎncă nu există evaluări
- (JISF) : Japanes E IndustrialDocument19 pagini(JISF) : Japanes E IndustrialTrịnh Thanh TùngÎncă nu există evaluări
- 2016 - 03 - 11 - 16 - 24 - Barton 202e 202n 242e J8a Tech DataDocument3 pagini2016 - 03 - 11 - 16 - 24 - Barton 202e 202n 242e J8a Tech DataMounica PallaÎncă nu există evaluări
- What does "COLD STRETCHING 冷拉伸"mean?Document10 paginiWhat does "COLD STRETCHING 冷拉伸"mean?dhaktodesatyajitÎncă nu există evaluări
- Astm A131 2019 PDFDocument8 paginiAstm A131 2019 PDFazam RazzaqÎncă nu există evaluări
- JisDocument2 paginiJisprabhakar2009Încă nu există evaluări
- Asme Section II A Sa-336 Sa-336mDocument10 paginiAsme Section II A Sa-336 Sa-336mAnonymous GhPzn1xÎncă nu există evaluări
- Technical Notes (General Specification) FOR Flanges, Spectacle Blinds AND Drip RingsDocument11 paginiTechnical Notes (General Specification) FOR Flanges, Spectacle Blinds AND Drip RingsMunish100% (1)
- Asme B16.5-2009Document4 paginiAsme B16.5-2009Mohamed FayedÎncă nu există evaluări
- Portable Fire Extinguishers, Dry Powder (Cartridge Type) - SpecificationDocument13 paginiPortable Fire Extinguishers, Dry Powder (Cartridge Type) - SpecificationVijay KumarÎncă nu există evaluări
- Compliance Statement - Cuttle GuardDocument4 paginiCompliance Statement - Cuttle GuardMariam MousaÎncă nu există evaluări
- Hot RolledDocument16 paginiHot Rolledlbo33Încă nu există evaluări
- Spec TN-2534Document37 paginiSpec TN-2534dharm rajÎncă nu există evaluări
- Jis G 3472-2013Document19 paginiJis G 3472-2013HongHaiDuong100% (1)
- ICC-ES Evaluation Report ESR-3372 : - (800) 423-6587 - (562) 699-0543 A Subsidiary of The International Code CouncilDocument16 paginiICC-ES Evaluation Report ESR-3372 : - (800) 423-6587 - (562) 699-0543 A Subsidiary of The International Code CouncilpabinupcÎncă nu există evaluări
- PM IS 14399 Part 1 and 2 MAY 2020Document10 paginiPM IS 14399 Part 1 and 2 MAY 2020ishtiaqÎncă nu există evaluări
- Spec 6a E21 en Add3Document16 paginiSpec 6a E21 en Add3LiLiÎncă nu există evaluări
- Is 14846Document24 paginiIs 14846rinabiswas100% (1)
- 13F001R2 PCDocument13 pagini13F001R2 PCDukeÎncă nu există evaluări
- ALPEMA Standards Rev1Document8 paginiALPEMA Standards Rev1nattusharanÎncă nu există evaluări
- ASTM A320 - A320M-22aDocument8 paginiASTM A320 - A320M-22a1965karanfil6Încă nu există evaluări
- GHGGFHJDocument13 paginiGHGGFHJAllswell ElleÎncă nu există evaluări
- ALPEMA Normas (2000 - Rev. 1 e 2 de 2003 e 07)Document91 paginiALPEMA Normas (2000 - Rev. 1 e 2 de 2003 e 07)thiagoÎncă nu există evaluări
- A479 02Document8 paginiA479 02Anna SullivanÎncă nu există evaluări
- Technical Bulletin: ArgusDocument11 paginiTechnical Bulletin: ArgusTerry wei shengÎncă nu există evaluări
- B 7411 PDFDocument22 paginiB 7411 PDFAugustinÎncă nu există evaluări
- A131-14 Standard Specification For Structural Steel For ShipsDocument7 paginiA131-14 Standard Specification For Structural Steel For ShipsJose Bruque AlmeidaÎncă nu există evaluări
- Jis G 3507-2 - 2005Document14 paginiJis G 3507-2 - 2005Harold_katzerÎncă nu există evaluări
- A722a722m-18 1.04 PDFDocument5 paginiA722a722m-18 1.04 PDFist93993Încă nu există evaluări
- Astm 210Document3 paginiAstm 210Isabella RomeroÎncă nu există evaluări
- Specification For Carbon and Ferritic Alloy Steel Forged and Bored Pipe For High-Temperature ServiceDocument5 paginiSpecification For Carbon and Ferritic Alloy Steel Forged and Bored Pipe For High-Temperature ServiceAnilÎncă nu există evaluări
- Asme Sa-210-2021Document5 paginiAsme Sa-210-2021MargaritaÎncă nu există evaluări
- ASMEDocument10 paginiASMESalvador MalagoÎncă nu există evaluări
- Astm C450 17Document6 paginiAstm C450 17Ronny DanielÎncă nu există evaluări
- F1056-04 (Reapproved 2011)Document4 paginiF1056-04 (Reapproved 2011)Deepak AryaÎncă nu există evaluări
- Sa 335 PDFDocument12 paginiSa 335 PDFAnilÎncă nu există evaluări
- H99sec2asa 335Document4 paginiH99sec2asa 335Fermín VallejoÎncă nu există evaluări
- Portable Intermediate Flush Deck Stanchion: Standard Specification ForDocument4 paginiPortable Intermediate Flush Deck Stanchion: Standard Specification ForEduardoÎncă nu există evaluări
- Chart RecordersDocument4 paginiChart RecordersRichard More Leon100% (1)
- Astm 131Document7 paginiAstm 131YGWHÎncă nu există evaluări
- Exxon IP 9 2 1 Additional RequirementsDocument8 paginiExxon IP 9 2 1 Additional RequirementsGilvan SilvaÎncă nu există evaluări
- T Proc Notices Notices 040 K Notice Doc 35289 253020834Document8 paginiT Proc Notices Notices 040 K Notice Doc 35289 253020834billy chrisÎncă nu există evaluări
- Salient Point of API 610 A Stress Engineer Needs To KnowDocument4 paginiSalient Point of API 610 A Stress Engineer Needs To Knowanurag7878Încă nu există evaluări
- Astm B393-09Document6 paginiAstm B393-09Srinivasan KrishnamoorthyÎncă nu există evaluări
- Final Draft - Specification - ISEJ65 - 22 - 02 - 2021Document2 paginiFinal Draft - Specification - ISEJ65 - 22 - 02 - 2021Uday KumarÎncă nu există evaluări
- 3.3 TestsDocument1 pagină3.3 TestsgullenariÎncă nu există evaluări
- Butterfly Valves For General Purposes (: Indian StandardDocument12 paginiButterfly Valves For General Purposes (: Indian Standardrahul caddÎncă nu există evaluări
- 2990 - TenonsDocument4 pagini2990 - TenonsKaushik SenguptaÎncă nu există evaluări
- Butterfly Valve PN 16 Comparative AnalysisDocument3 paginiButterfly Valve PN 16 Comparative AnalysistalatzahoorÎncă nu există evaluări
- IS:2002Document14 paginiIS:2002Madhavi YerurÎncă nu există evaluări
- Flame StopDocument31 paginiFlame StopaÎncă nu există evaluări
- Steel and Its Heat Treatment: Bofors HandbookDe la EverandSteel and Its Heat Treatment: Bofors HandbookEvaluare: 2.5 din 5 stele2.5/5 (3)
- Material Inspected This Visit Pipe Unloading Inspection at Sohar PortDocument7 paginiMaterial Inspected This Visit Pipe Unloading Inspection at Sohar PortRahul MoottolikandyÎncă nu există evaluări
- Need of Surface TreatmentDocument6 paginiNeed of Surface TreatmentRahul MoottolikandyÎncă nu există evaluări
- Paint GlossaryDocument18 paginiPaint Glossaryramaraj_37Încă nu există evaluări
- OrganicDocument11 paginiOrganicRahul MoottolikandyÎncă nu există evaluări
- 1Document17 pagini1Rahul MoottolikandyÎncă nu există evaluări
- What Is Surface Cleanliness?? How Do You Relate It With Surface Profile?? Where Do You Find Details About Surface Profile??Document1 paginăWhat Is Surface Cleanliness?? How Do You Relate It With Surface Profile?? Where Do You Find Details About Surface Profile??Rahul MoottolikandyÎncă nu există evaluări
- Material Inspected This Visit Item No. Quantity Description Tag No., Batch No., Serial No., Cast, Heat NoDocument3 paginiMaterial Inspected This Visit Item No. Quantity Description Tag No., Batch No., Serial No., Cast, Heat NoRahul MoottolikandyÎncă nu există evaluări
- Presented To The Philippine Welding Society, 11th October 1997 by John W. Hill BA (Chem) General Manager Specialty Products, Callington Haven Pty LTD, Sydney, AustraliaDocument6 paginiPresented To The Philippine Welding Society, 11th October 1997 by John W. Hill BA (Chem) General Manager Specialty Products, Callington Haven Pty LTD, Sydney, AustraliaRahul MoottolikandyÎncă nu există evaluări
- Report #19aDocument2 paginiReport #19aRahul MoottolikandyÎncă nu există evaluări
- Report #16ADocument2 paginiReport #16ARahul MoottolikandyÎncă nu există evaluări
- Item Code Quantity Description Tag No., Batch No., Serial No., Cast, Heat NoDocument3 paginiItem Code Quantity Description Tag No., Batch No., Serial No., Cast, Heat NoRahul MoottolikandyÎncă nu există evaluări
- Date Inspectors Mandays Rahul Sandip 7am To 7pm 7pm To 7am 4/7/2018 1.5 1.5 3 4/8/2018 1.5 7 Am To 10pm TotalDocument1 paginăDate Inspectors Mandays Rahul Sandip 7am To 7pm 7pm To 7am 4/7/2018 1.5 1.5 3 4/8/2018 1.5 7 Am To 10pm TotalRahul MoottolikandyÎncă nu există evaluări
- Stainless 20Document45 paginiStainless 20k_sivakumar16Încă nu există evaluări
- Material Inspected This Visit Item Code Quantity Description Tag No., Batch No., Serial No., Cast, Heat NoDocument3 paginiMaterial Inspected This Visit Item Code Quantity Description Tag No., Batch No., Serial No., Cast, Heat NoRahul MoottolikandyÎncă nu există evaluări
- Pipeline Pressure Testing Calculations Client: Date: Project: Pipeline Details: From KP 0.012 To KP 22.3 (Insert (A) To (D) )Document3 paginiPipeline Pressure Testing Calculations Client: Date: Project: Pipeline Details: From KP 0.012 To KP 22.3 (Insert (A) To (D) )Rahul MoottolikandyÎncă nu există evaluări
- Inspection NotesDocument1 paginăInspection NotesRahul MoottolikandyÎncă nu există evaluări
- Guide To Fillet WeldingDocument7 paginiGuide To Fillet WeldingPeter KyawÎncă nu există evaluări
- HYDocument6 paginiHYRahul MoottolikandyÎncă nu există evaluări
- Safety Relief ValveDocument1 paginăSafety Relief ValveRahulÎncă nu există evaluări
- Safety Relief ValveDocument1 paginăSafety Relief ValveRahulÎncă nu există evaluări
- Mass Earth's Atmosphere: DensityDocument23 paginiMass Earth's Atmosphere: DensityRahul MoottolikandyÎncă nu există evaluări
- 026 To 033test ReportsDocument40 pagini026 To 033test ReportsRahul MoottolikandyÎncă nu există evaluări
- 026 To 033test ReportsDocument40 pagini026 To 033test ReportsRahul MoottolikandyÎncă nu există evaluări
- Intresting To KnowDocument1 paginăIntresting To KnowRahul MoottolikandyÎncă nu există evaluări
- Hydro Test Key PointsDocument16 paginiHydro Test Key PointsRahulÎncă nu există evaluări
- Report #01Document4 paginiReport #01Rahul MoottolikandyÎncă nu există evaluări
- Material Inspected This Visit: Marking On The Pipes Were Randomly Checked and Found To Be SatisfactoryDocument5 paginiMaterial Inspected This Visit: Marking On The Pipes Were Randomly Checked and Found To Be SatisfactoryRahul MoottolikandyÎncă nu există evaluări
- Gate Pass Request Form: Requested Date: Reference NoDocument1 paginăGate Pass Request Form: Requested Date: Reference NoRahul MoottolikandyÎncă nu există evaluări
- Material Inspected This Visit Item No. Quantity Description Tag No., Batch No., Serial No., Cast, Heat NoDocument3 paginiMaterial Inspected This Visit Item No. Quantity Description Tag No., Batch No., Serial No., Cast, Heat NoRahul MoottolikandyÎncă nu există evaluări
- Material Inspected This Visit Pipe Unloading Inspection at Sohar PortDocument7 paginiMaterial Inspected This Visit Pipe Unloading Inspection at Sohar PortRahul MoottolikandyÎncă nu există evaluări
- Spinning Production CalculationsDocument4 paginiSpinning Production CalculationsVikrant KanugondaÎncă nu există evaluări
- Iso 9248.1992Document8 paginiIso 9248.1992bugseÎncă nu există evaluări
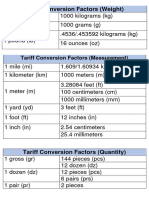
- Tariff Conversion and Incoterm FormulasDocument5 paginiTariff Conversion and Incoterm Formulas9y2b79yqhrÎncă nu există evaluări
- Bonbas Goulds Pumps 36-3756M PDFDocument44 paginiBonbas Goulds Pumps 36-3756M PDFAntonio ArteroÎncă nu există evaluări
- Lesson 1 Measuring DistanceDocument20 paginiLesson 1 Measuring DistanceKarl EliezerÎncă nu există evaluări
- Trigonometry TablesDocument49 paginiTrigonometry Tablesdragos43Încă nu există evaluări
- Area and Perimeters. Worksheets.Document27 paginiArea and Perimeters. Worksheets.carmen2703100% (1)
- Tally Erp 9.0 Material Creating Inventory Masters in Tally Erp 9.0Document20 paginiTally Erp 9.0 Material Creating Inventory Masters in Tally Erp 9.0Raghavendra yadav KMÎncă nu există evaluări
- Measures-English, Metric, and Equivalents PDFDocument1 paginăMeasures-English, Metric, and Equivalents PDFLuckÎncă nu există evaluări
- Sage X3 - User Guide - HTG-Purchase Planning PDFDocument7 paginiSage X3 - User Guide - HTG-Purchase Planning PDFcaplusincÎncă nu există evaluări
- TLE Conversion and Substitution of Measurements: CookeryDocument20 paginiTLE Conversion and Substitution of Measurements: CookeryRandy100% (1)
- EN - 01 GeneralDocument57 paginiEN - 01 GeneralMarco VegaÎncă nu există evaluări
- Schlumberger ESP Catalog PDFDocument189 paginiSchlumberger ESP Catalog PDFAbe Rm95% (20)
- Microsoft Word - 13 Calculations FINAL 13-09Document12 paginiMicrosoft Word - 13 Calculations FINAL 13-09Djou KetataÎncă nu există evaluări
- Practical-2 Pond AreaDocument11 paginiPractical-2 Pond AreaFiaz HussainÎncă nu există evaluări
- Metric System PPT 1Document20 paginiMetric System PPT 1api-275290316Încă nu există evaluări
- D42 Hydraulique Feuille CalculsDocument24 paginiD42 Hydraulique Feuille CalculsMehdi El MelaliÎncă nu există evaluări
- Woc Ch05-3 Problem Solving and Unit ConversionsDocument20 paginiWoc Ch05-3 Problem Solving and Unit ConversionsMackoy NefielÎncă nu există evaluări
- Measures-English, Metric, and Equivalents PDFDocument1 paginăMeasures-English, Metric, and Equivalents PDFluz adolfoÎncă nu există evaluări
- Mechanical Conversion TableDocument3 paginiMechanical Conversion TableEli VasilevaÎncă nu există evaluări
- Cargo CalculationDocument32 paginiCargo CalculationSonnie Thorn100% (1)
- Ieee StandardsDocument524 paginiIeee StandardsShrikant Kajale0% (4)
- Bài Giảng Môn Tiếng Anh LogisticsDocument41 paginiBài Giảng Môn Tiếng Anh LogisticsLung Bui100% (1)
- MF - 01 - 005 - Tabla de ConversionesDocument5 paginiMF - 01 - 005 - Tabla de ConversionesSamuel Alfonzo Gil BarcoÎncă nu există evaluări
- MCQ in System of Numbers and Conversion Part 2 ECE Board ExamDocument12 paginiMCQ in System of Numbers and Conversion Part 2 ECE Board ExamMary Joy Nilayan Ocfemia CervantesÎncă nu există evaluări
- Concept King MathDocument224 paginiConcept King MathArpÎncă nu există evaluări
- 1liter Is Equal To How Many KGDocument2 pagini1liter Is Equal To How Many KGKarin Aca OviÎncă nu există evaluări