S-ar putea să vă placă și
- Mudras For MeditationDocument14 paginiMudras For Meditationdeepul_s100% (4)
- A Generator - Our Experience 23042016Document10 paginiA Generator - Our Experience 23042016Chilamkurti Siva Sankara RaoÎncă nu există evaluări
- Steam Tables PDFDocument16 paginiSteam Tables PDFMarcus Clarke100% (2)
- Fundamentals of Power Plant Engineering Thermodynamics MCQsDocument103 paginiFundamentals of Power Plant Engineering Thermodynamics MCQsMJ Pineda56% (16)
- Hydrogen / Water - Cooled Turbogenerators: A Mature Technology On The MoveDocument9 paginiHydrogen / Water - Cooled Turbogenerators: A Mature Technology On The MoveR0B0T2013100% (1)
- Steam Turbine Control Valve and Lube Oil SystemsDocument16 paginiSteam Turbine Control Valve and Lube Oil SystemsUdhayakumar Venkataraman100% (1)
- Geothermal Plant SystemsDocument13 paginiGeothermal Plant SystemsKant KanyarusokeÎncă nu există evaluări
- Thermal Plant Ropar 1260MWDocument89 paginiThermal Plant Ropar 1260MWRahul Pandey67% (6)
- 12th Heat Rate Performance Improvement ConferenceDocument566 pagini12th Heat Rate Performance Improvement ConferenceMAGUNAMÎncă nu există evaluări
- Heatrate ImprovementDocument566 paginiHeatrate ImprovementMAGUNAMÎncă nu există evaluări
- Solid Particle Erosion and Mechanical DamageDocument5 paginiSolid Particle Erosion and Mechanical DamageCarlos ToscanoÎncă nu există evaluări
- MHPS TurbineDocument20 paginiMHPS Turbinesuzy100% (3)
- Boiler Ga, Specification & Line Up For Light Up: by Rahul R MungaleDocument11 paginiBoiler Ga, Specification & Line Up For Light Up: by Rahul R MungaleMukesh Kumar VaishnavÎncă nu există evaluări
- CC Pump Handbook by SK ThapaDocument50 paginiCC Pump Handbook by SK ThaparonyjohnsonÎncă nu există evaluări
- 001 Lalitha Sahasra nAmAvaLi TamilDocument29 pagini001 Lalitha Sahasra nAmAvaLi Tamiljai71% (24)
- Butt&Wrap ProcedureDocument5 paginiButt&Wrap ProcedureMAGUNAM100% (1)
- Operational Strategies For Flexing in Thermal PlantsDocument27 paginiOperational Strategies For Flexing in Thermal PlantsSanjay NandalÎncă nu există evaluări
- Generator EdcDocument77 paginiGenerator EdcAJAY KUMAR100% (1)
- 5 - Condensor, GSC and Ejector in Thermal Power PlantDocument36 pagini5 - Condensor, GSC and Ejector in Thermal Power PlantEshwar Pawar100% (1)
- Pulverizer and Fuel Delivery GuidelinesDocument152 paginiPulverizer and Fuel Delivery GuidelinesnaseemÎncă nu există evaluări
- 13) Reduce Boiler Tube Leakages in Your Power StationDocument4 pagini13) Reduce Boiler Tube Leakages in Your Power StationSaurabh BarangeÎncă nu există evaluări
- Salient Features of 500MWDocument63 paginiSalient Features of 500MWSamÎncă nu există evaluări
- Turbine + Generator ProtectionsDocument100 paginiTurbine + Generator ProtectionsJhajjarÎncă nu există evaluări
- Materials Report EPRI 2006 MANY Links NNBDocument27 paginiMaterials Report EPRI 2006 MANY Links NNBAnonymous nw5AXJqjdÎncă nu există evaluări
- Steam Path AuditDocument65 paginiSteam Path AuditkrlalitÎncă nu există evaluări
- RESIDUAL LIFE ASSESSMENT AND MODERNIZATION OF STEAM TURBINESDocument22 paginiRESIDUAL LIFE ASSESSMENT AND MODERNIZATION OF STEAM TURBINESkrlalitÎncă nu există evaluări
- Sop of WHRPPDocument21 paginiSop of WHRPPHaider AliÎncă nu există evaluări
- RLA in High Temp Zones of Power Plant ComponentsDocument7 paginiRLA in High Temp Zones of Power Plant ComponentsEzhil Vendhan PalanisamyÎncă nu există evaluări
- Measurement of PH Using Cationic Conductivity in Power PlantsDocument4 paginiMeasurement of PH Using Cationic Conductivity in Power PlantsUsMan ZaFarÎncă nu există evaluări
- A HRSG System DescriptionDocument25 paginiA HRSG System Descriptionکالرو تحریک اتحادÎncă nu există evaluări
- 06 - Flexible Operation of Thermal Power Plants - OEM Perspective and Experiences PDFDocument22 pagini06 - Flexible Operation of Thermal Power Plants - OEM Perspective and Experiences PDFRavishankarÎncă nu există evaluări
- Industrial Training Project Report (SECURED) PDFDocument192 paginiIndustrial Training Project Report (SECURED) PDFAshish UppuÎncă nu există evaluări
- Performance Test of Mini-Hydroelectric Power PlantDocument8 paginiPerformance Test of Mini-Hydroelectric Power PlantKram YnarÎncă nu există evaluări
- EPRI-Steam Turbine Generator NotesDocument24 paginiEPRI-Steam Turbine Generator NotesMAGUNAM100% (3)
- 1d Downshot W Firing BoilersDocument31 pagini1d Downshot W Firing BoilersFraser LamontÎncă nu există evaluări
- Check ValvesDocument14 paginiCheck ValvesMAGUNAMÎncă nu există evaluări
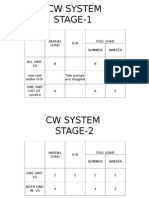
- Partial Load O/H Full Load Summer WinterDocument19 paginiPartial Load O/H Full Load Summer WinterNitin SinghÎncă nu există evaluări
- FGD-Fluegas Desulphurication Plant O&M PDFDocument299 paginiFGD-Fluegas Desulphurication Plant O&M PDFMAGUNAMÎncă nu există evaluări
- KMPCL 6í-600MW DCS FSSS Writeup R1.1Document74 paginiKMPCL 6í-600MW DCS FSSS Writeup R1.1MAGUNAMÎncă nu există evaluări
- BBC - Steam Turbine - 100 MWDocument42 paginiBBC - Steam Turbine - 100 MWvenkata madhavÎncă nu există evaluări
- To Reduce Auxiliary PowerDocument15 paginiTo Reduce Auxiliary PowerMohit GuptaÎncă nu există evaluări
- Qurayyah Fail Free Commissioning-STG-General SpecificDocument73 paginiQurayyah Fail Free Commissioning-STG-General SpecificPrabhudhasanÎncă nu există evaluări
- GRP Pipe Socket JointDocument80 paginiGRP Pipe Socket JointMAGUNAM100% (1)
- Presentation Synopsis: 18 Unit Level Professional Circle ConventionDocument9 paginiPresentation Synopsis: 18 Unit Level Professional Circle ConventionSCE Stage2Încă nu există evaluări
- Alstom's Flexible Supercritical PowerDocument34 paginiAlstom's Flexible Supercritical PowerelrajilÎncă nu există evaluări
- Presented By: Souvanik Chakravorty S Anil Kumar Tatithuri G SrikantDocument30 paginiPresented By: Souvanik Chakravorty S Anil Kumar Tatithuri G Srikants anil kumar tatithuriÎncă nu există evaluări
- Maintenance Schedule of Stenter Machine: ObjectsDocument14 paginiMaintenance Schedule of Stenter Machine: ObjectsAbel TayeÎncă nu există evaluări
- Super Critical Power PlantDocument27 paginiSuper Critical Power PlantPrabir Kumar PatiÎncă nu există evaluări
- Seal Oil and Hydrogen SystemDocument34 paginiSeal Oil and Hydrogen Systemashish_ntpcÎncă nu există evaluări
- Woodward ActuatorDocument44 paginiWoodward ActuatorMAGUNAM100% (1)
- Steam Boiler ProjectDocument32 paginiSteam Boiler ProjectSwastik BhokareÎncă nu există evaluări
- Auxiliary Power Consumption Reduction in Thermal Power StationsDocument3 paginiAuxiliary Power Consumption Reduction in Thermal Power StationsbarunÎncă nu există evaluări
- Ennore Thermal Power StationDocument14 paginiEnnore Thermal Power StationRajesh Kumar100% (2)
- Coal pulverizer operation and maintenance proceduresDocument7 paginiCoal pulverizer operation and maintenance proceduresPoojit PopliÎncă nu există evaluări
- NTPC Vindhyachal ReportDocument13 paginiNTPC Vindhyachal Reportblackswan_07Încă nu există evaluări
- BHEL Readies Design For 800 MW Plant With Ultra Supercritical ParametersDocument1 paginăBHEL Readies Design For 800 MW Plant With Ultra Supercritical Parameterslaloo01Încă nu există evaluări
- CEA Plant Performance Report 2011-12Document251 paginiCEA Plant Performance Report 2011-12lovelyshreeÎncă nu există evaluări
- Fact Sheet STEAG Power Plant Learning Center India 03Document2 paginiFact Sheet STEAG Power Plant Learning Center India 03sourav mahapatraÎncă nu există evaluări
- HRSG Core Topics Student ManualDocument90 paginiHRSG Core Topics Student ManualRamalingam PrabhakaranÎncă nu există evaluări
- Black Start of SR 2014Document211 paginiBlack Start of SR 2014Mahesh SankarankuttyÎncă nu există evaluări
- 2 Telemetry TurbineDocument12 pagini2 Telemetry TurbineSamÎncă nu există evaluări
- FANS: Types, Features, Selection FactorsDocument15 paginiFANS: Types, Features, Selection FactorsgvprambabuÎncă nu există evaluări
- CEP - SavingDocument6 paginiCEP - SavingManoj UpadhyayÎncă nu există evaluări
- STG-234 - 0 PDFDocument9 paginiSTG-234 - 0 PDFElsadig ElkhairÎncă nu există evaluări
- 1000 KVa Generator CatalougeDocument6 pagini1000 KVa Generator Catalougerakeshamech100% (1)
- Coal-Fired Power Plant Heat Rate Improvement Options, Part 1 - PowermagDocument12 paginiCoal-Fired Power Plant Heat Rate Improvement Options, Part 1 - PowermagRavi Satyapal100% (1)
- Water Conservation and Power Generation TechnologiesDocument13 paginiWater Conservation and Power Generation Technologiessevero97Încă nu există evaluări
- Development of Steam DrumDocument8 paginiDevelopment of Steam DrumRaja SellappanÎncă nu există evaluări
- 3-1 Operation of Cooling TowersDocument12 pagini3-1 Operation of Cooling TowersHassan SamiÎncă nu există evaluări
- Jawaharlal Nehru Technological University Anantapur AndhrapradeshDocument30 paginiJawaharlal Nehru Technological University Anantapur AndhrapradeshJagaÎncă nu există evaluări
- Presentasi HSD Feed PumpDocument15 paginiPresentasi HSD Feed PumpfirmanallisanÎncă nu există evaluări
- TH PP CH2 NewDocument38 paginiTH PP CH2 NewAnonymous I43VxQYvÎncă nu există evaluări
- Steam TurbinesDocument76 paginiSteam Turbinesgunawan eko wardoyo100% (1)
- Encotech ESPA Information PacketDocument10 paginiEncotech ESPA Information PacketShameer MajeedÎncă nu există evaluări
- Design of A Turgo Two-Phase Turbine Runner PDFDocument9 paginiDesign of A Turgo Two-Phase Turbine Runner PDFGabriel SimmerÎncă nu există evaluări
- Design of High Efficiency Pelton Turbine For Micro-HydropowerDocument13 paginiDesign of High Efficiency Pelton Turbine For Micro-HydropowergertjaniÎncă nu există evaluări
- Preliminary Radial Flow TurbineDocument10 paginiPreliminary Radial Flow Turbinejr110livecomÎncă nu există evaluări
- Flow simulation and efficiency prediction for a Propeller turbineDocument11 paginiFlow simulation and efficiency prediction for a Propeller turbinehoracioÎncă nu există evaluări
- The Repair OptionDocument4 paginiThe Repair OptionMAGUNAMÎncă nu există evaluări
- Tamil-Wings of FireDocument201 paginiTamil-Wings of FireSasi Dharan100% (7)
- Steamsourcebook - Boiler DetailsDocument107 paginiSteamsourcebook - Boiler DetailsMAGUNAMÎncă nu există evaluări
- Parameters Influencing Boiler Efficiency: IssueDocument11 paginiParameters Influencing Boiler Efficiency: IssueJohn NgwokeÎncă nu există evaluări
- Boiler Study GuideDocument27 paginiBoiler Study GuideAjish Rajan TÎncă nu există evaluări
- Modification in 500MW CBD Line For Proper Boiler Water SamplingDocument54 paginiModification in 500MW CBD Line For Proper Boiler Water SamplingJackSparrow86Încă nu există evaluări
- Steam EngineerDocument7 paginiSteam EngineerMAGUNAMÎncă nu există evaluări
- Condenser and Cooling SystemDocument10 paginiCondenser and Cooling SystemMAGUNAMÎncă nu există evaluări
- ECH 4605 - HW 2-Fall 2020Document8 paginiECH 4605 - HW 2-Fall 2020azqa khalid100% (1)
- Tyre IndustryDocument18 paginiTyre Industryparthy0610Încă nu există evaluări
- Coal Based Cogeneration Plant 12 MWDocument17 paginiCoal Based Cogeneration Plant 12 MWMuhammad AliÎncă nu există evaluări
- Armstrong - Water Hammer HazardsDocument20 paginiArmstrong - Water Hammer HazardsHector MendesÎncă nu există evaluări
- Vertical Waterleg Tubeless Boilers WLF IV Series 9.5-50 HP, Power BurnerDocument4 paginiVertical Waterleg Tubeless Boilers WLF IV Series 9.5-50 HP, Power BurnerbenÎncă nu există evaluări
- New Energy Technologies20Document96 paginiNew Energy Technologies20dragospopoi8165Încă nu există evaluări
- TK Chap 5-2Document7 paginiTK Chap 5-2Tito EcheverriaÎncă nu există evaluări
- 13 Senior Skill Instructor (Mechanical)Document13 pagini13 Senior Skill Instructor (Mechanical)Ranjan SahooÎncă nu există evaluări
- Construction of Babcock and Wilcox BoilerDocument10 paginiConstruction of Babcock and Wilcox BoilerBalkunde100% (1)
- Changes of State and the Water CycleDocument22 paginiChanges of State and the Water CycleAgnes LinÎncă nu există evaluări
- AP1000 Plant DescriptionDocument31 paginiAP1000 Plant DescriptionirfelecÎncă nu există evaluări
- Autoclaves Safe and Effective UseDocument30 paginiAutoclaves Safe and Effective UseprifloÎncă nu există evaluări
- Chapter 9 EvaporationDocument134 paginiChapter 9 EvaporationTÚ Cao Ngọc ThiệnÎncă nu există evaluări
- SMK Student's Prakerin Experience at Palm Oil PlantationDocument27 paginiSMK Student's Prakerin Experience at Palm Oil PlantationMohd.Khairul NizamÎncă nu există evaluări
- 4 Las Centrales de Ciclo CombinadoDocument37 pagini4 Las Centrales de Ciclo CombinadoharoldÎncă nu există evaluări
- GE's D11 Exhaust Hood Spray SystemDocument21 paginiGE's D11 Exhaust Hood Spray SystemEMPAQPÎncă nu există evaluări
- Fine Rubber Powders From Rubber Crumb & Buffings: Anne & Russ EvansDocument8 paginiFine Rubber Powders From Rubber Crumb & Buffings: Anne & Russ EvansPeter Jake PatriarcaÎncă nu există evaluări
- Wide Range of Steam Traps That Provide Consistent Performance in Less Than Perfect ConditionsDocument20 paginiWide Range of Steam Traps That Provide Consistent Performance in Less Than Perfect ConditionsfarooqdewaÎncă nu există evaluări
- High Pressure Steam Sterilizer HRLM-80Document2 paginiHigh Pressure Steam Sterilizer HRLM-80Jamila OUZERENÎncă nu există evaluări
- Donaldson Filters For Sterile Air, Steam Liquids 105064Document20 paginiDonaldson Filters For Sterile Air, Steam Liquids 105064syrinxÎncă nu există evaluări
- TSSA Safety Info Bulletin SB12-01 - Venting-DischargeDocument3 paginiTSSA Safety Info Bulletin SB12-01 - Venting-DischargemurigurÎncă nu există evaluări
- Drum LiftingDocument6 paginiDrum LiftingnarayananaliveÎncă nu există evaluări
- Instruction Manual Ball Float Trap UFT PDFDocument6 paginiInstruction Manual Ball Float Trap UFT PDFSaqib RaoufÎncă nu există evaluări