S-ar putea să vă placă și
- 2 Vikky Kumhar VSRDIJMCAPE 5555 Research Paper 5 5 May 2015Document7 pagini2 Vikky Kumhar VSRDIJMCAPE 5555 Research Paper 5 5 May 2015Kiet Truong AnhÎncă nu există evaluări
- Beam - To-Column Connection PDFDocument5 paginiBeam - To-Column Connection PDFValentinoÎncă nu există evaluări
- Caculation Sheet of MAIN FACTORY-SANG-F18Document28 paginiCaculation Sheet of MAIN FACTORY-SANG-F18Gia Vinh Bui TranÎncă nu există evaluări
- A Contribution To The Selection and Calculation of Screws in High Duty Bolted JointsDocument11 paginiA Contribution To The Selection and Calculation of Screws in High Duty Bolted Jointsخوێندن لە ئەوروپاÎncă nu există evaluări
- Aircraft DesignsDocument101 paginiAircraft DesignsZhest BrownvileÎncă nu există evaluări
- Published Paper - FCGDocument24 paginiPublished Paper - FCGDouglas RossÎncă nu există evaluări
- DETERMINATION OF OPTIMAL CUTTING CONDITIONS Chua Et Al 1991Document9 paginiDETERMINATION OF OPTIMAL CUTTING CONDITIONS Chua Et Al 1991ROZIKINÎncă nu există evaluări
- Experiment p1 Metal Cutting ProcessDocument13 paginiExperiment p1 Metal Cutting Processvipin_shrivastava25Încă nu există evaluări
- A New Dynamic Model For Drilling and Reaming Processes Yang2002Document13 paginiA New Dynamic Model For Drilling and Reaming Processes Yang2002RihabChommakhÎncă nu există evaluări
- Itatech Activity Group ExcavationDocument12 paginiItatech Activity Group ExcavationÜlgen ÜmitÎncă nu există evaluări
- Performance of Dynamometer With Sensor Type Single Bar For Measuring Drive Power of Rotary Friction Welding MachineDocument8 paginiPerformance of Dynamometer With Sensor Type Single Bar For Measuring Drive Power of Rotary Friction Welding MachineAldi muhammad al-muhdarÎncă nu există evaluări
- Ecs258 - Lab Report (Co4: Po4) : Faculty of Civil EngineeringDocument9 paginiEcs258 - Lab Report (Co4: Po4) : Faculty of Civil EngineeringSyafiq FauziÎncă nu există evaluări
- Motion Analysis of 4 Axis Robotic Arm With Inverse Kinematics For Industrial ApplicationDocument9 paginiMotion Analysis of 4 Axis Robotic Arm With Inverse Kinematics For Industrial ApplicationAkky AkkyÎncă nu există evaluări
- Dip 3rd UnitDocument54 paginiDip 3rd UnitSuresh BalamÎncă nu există evaluări
- Instruction Sheet of Sessional - ME 2204Document8 paginiInstruction Sheet of Sessional - ME 2204Nafiul Alam SnigdhoÎncă nu există evaluări
- Diez 2012Document11 paginiDiez 2012Pramod AÎncă nu există evaluări
- MIED179306Document206 paginiMIED179306khalil alhatabÎncă nu există evaluări
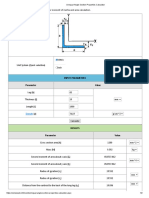
- Unequal Angle Section Properties CalculatorDocument4 paginiUnequal Angle Section Properties CalculatorPinku MaitiÎncă nu există evaluări
- Computer Aided Modeling Cost Estimation of A Hand TruckDocument4 paginiComputer Aided Modeling Cost Estimation of A Hand TruckIJARP PublicationsÎncă nu există evaluări
- 304 DesignDocument39 pagini304 DesignPramod KulkarniÎncă nu există evaluări
- Robot StanfordDocument8 paginiRobot StanfordLong TrầnÎncă nu există evaluări
- Torsion TestDocument3 paginiTorsion Testmjayrajsharma19Încă nu există evaluări
- Engine Loads PredictionDocument88 paginiEngine Loads PredictionAdhi1971Încă nu există evaluări
- Lab Manual (ME 3802)Document22 paginiLab Manual (ME 3802)Pranto ShuvoÎncă nu există evaluări
- Chatter Stability of Metal Cutting and Grinding: Al (108) and Byrne Et Al (18) Reviewed The MachiningDocument24 paginiChatter Stability of Metal Cutting and Grinding: Al (108) and Byrne Et Al (18) Reviewed The Machiningsundaramaks saravana muruganÎncă nu există evaluări
- Design and Analyses Re - Bar Bending MachineDocument3 paginiDesign and Analyses Re - Bar Bending MachineMircea100% (1)
- D Liu-Shao2015 Article ANewDynamicModelForVibrationAnDocument23 paginiD Liu-Shao2015 Article ANewDynamicModelForVibrationAnVivek ParmarÎncă nu există evaluări
- Staff College Hyderabad - 2Document38 paginiStaff College Hyderabad - 2Om PrakashÎncă nu există evaluări
- Lecture 11,12&13 PDFDocument29 paginiLecture 11,12&13 PDFRaynier Rellosa KaharianÎncă nu există evaluări
- Solanki (2015) - Weight Optimization in Crane HookDocument5 paginiSolanki (2015) - Weight Optimization in Crane HookGogyÎncă nu există evaluări
- Moment of Inertia of An AreaDocument8 paginiMoment of Inertia of An AreaEzequiel Guillermo Trejo NavasÎncă nu există evaluări
- Stability Prediction Maps in Turning of Difficult-To-Cut MaterialsDocument9 paginiStability Prediction Maps in Turning of Difficult-To-Cut Materialssundaramaks saravana muruganÎncă nu există evaluări
- %1 Lifting Boom, Davits Application and Design Equations and Calculator - Engineers EdgeDocument4 pagini%1 Lifting Boom, Davits Application and Design Equations and Calculator - Engineers EdgePereañez JorgeÎncă nu există evaluări
- Analytical Modelling and Experimental Validation of Micro-Ball-EndDocument15 paginiAnalytical Modelling and Experimental Validation of Micro-Ball-EndChoy Hau YanÎncă nu există evaluări
- A Matlab Program To Study Gust Loading On A Simple Aircraft ModelDocument83 paginiA Matlab Program To Study Gust Loading On A Simple Aircraft Modelmohammadrezamadadi100% (5)
- Dynamic Analysis of Runout Correction in MillingDocument9 paginiDynamic Analysis of Runout Correction in MillingPramod AÎncă nu există evaluări
- Lab Experiment # 02: ObjectiveDocument7 paginiLab Experiment # 02: ObjectiveAbdul WahabÎncă nu există evaluări
- Ultimate Strength of High-Strength Composite Columns After Sustained Service LoadingDocument9 paginiUltimate Strength of High-Strength Composite Columns After Sustained Service LoadingArielÎncă nu există evaluări
- Measuring The Hysteresis LoopDocument15 paginiMeasuring The Hysteresis LoopHassen BrahimÎncă nu există evaluări
- 1 - A New Method For Establishing The Depths of Cut For Cast Iron Parts TurningDocument13 pagini1 - A New Method For Establishing The Depths of Cut For Cast Iron Parts TurningVICTOR HUAMANÎncă nu există evaluări
- Optimization Method For The Design of Axial Hydraulic TurbinesDocument8 paginiOptimization Method For The Design of Axial Hydraulic TurbinesЖивотаЛазаревићÎncă nu există evaluări
- Appropriate Design Method Adopted For Single Point Cutting ToolDocument7 paginiAppropriate Design Method Adopted For Single Point Cutting ToolInternational Journal of Innovative Science and Research TechnologyÎncă nu există evaluări
- UIT-ahyan Ince2Document23 paginiUIT-ahyan Ince2Md MehtabÎncă nu există evaluări
- NuTTS 2019 Wawrzusiszyn Kolodziej Bielicki Final VersionDocument6 paginiNuTTS 2019 Wawrzusiszyn Kolodziej Bielicki Final VersionMaciej ReichelÎncă nu există evaluări
- Design Calculation of Frame: AbstractDocument4 paginiDesign Calculation of Frame: AbstractDr. Aung Ko LattÎncă nu există evaluări
- Proj 2021-2Document5 paginiProj 2021-2RAUL J COLON-OLIVERASÎncă nu există evaluări
- Attachment 1638181293Document5 paginiAttachment 1638181293Faizan AlyÎncă nu există evaluări
- UTA016 Engineering Design Project-IDocument5 paginiUTA016 Engineering Design Project-IVishal SinghÎncă nu există evaluări
- DynamometerDocument21 paginiDynamometerHussam El'SheikhÎncă nu există evaluări
- Analysis of Cutting Forces of The Lathe Tool DynamometerDocument8 paginiAnalysis of Cutting Forces of The Lathe Tool DynamometerIJIERT-International Journal of Innovations in Engineering Research and TechnologyÎncă nu există evaluări
- 925261.vulic2016 Damping Excitation in TVCDocument14 pagini925261.vulic2016 Damping Excitation in TVCAamir BalochÎncă nu există evaluări
- Behavior and Analysis of Inverted T Shaped RC Beams Under Shear and Torsion PDFDocument14 paginiBehavior and Analysis of Inverted T Shaped RC Beams Under Shear and Torsion PDFJing CaoÎncă nu există evaluări
- CHIBLI - Texas A - M - Expermental and Numerical Investigation of Profile and Secondary Losses in High Pressure Axial TurbinesDocument245 paginiCHIBLI - Texas A - M - Expermental and Numerical Investigation of Profile and Secondary Losses in High Pressure Axial TurbinesNico ScheggiaÎncă nu există evaluări
- Bjoerheim Per SteinarDocument144 paginiBjoerheim Per SteinarSHARATHÎncă nu există evaluări
- Keplerian Orbit Elements: Cartesian State VectorsDocument3 paginiKeplerian Orbit Elements: Cartesian State VectorsPrithwiraj PaulÎncă nu există evaluări
- Finite Element Analysis of Spur Gear UseDocument7 paginiFinite Element Analysis of Spur Gear UseDevendranath MagantiÎncă nu există evaluări
- Equal Angle Section Properties CalculatorDocument2 paginiEqual Angle Section Properties CalculatorPinku Maiti100% (1)
- (IJETA-V11I1P7) :shubham Mishra, Vikas KumarDocument5 pagini(IJETA-V11I1P7) :shubham Mishra, Vikas KumarIJETA - EighthSenseGroupÎncă nu există evaluări
- Foundation 1 Design ReportDocument5 paginiFoundation 1 Design Reportyug draciÎncă nu există evaluări
- Cancer, Sunlight and Vitamin DDocument8 paginiCancer, Sunlight and Vitamin DDavid Rafael RamírezÎncă nu există evaluări
- Síndrome Visual Informatico PDFDocument17 paginiSíndrome Visual Informatico PDFDavid Rafael RamírezÎncă nu există evaluări
- Sleep Deprivation Accelerates The Progression of Alzheimer's Disease PDFDocument7 paginiSleep Deprivation Accelerates The Progression of Alzheimer's Disease PDFDavid Rafael RamírezÎncă nu există evaluări
- G99 36017Document5 paginiG99 36017David Rafael RamírezÎncă nu există evaluări
- Tribological Analysis of Thin Films by Pin-On-Disc Evaluation of Friction PDFDocument10 paginiTribological Analysis of Thin Films by Pin-On-Disc Evaluation of Friction PDFDavid Rafael RamírezÎncă nu există evaluări
- Leonardo Da Vinci's Studies of FrictionDocument16 paginiLeonardo Da Vinci's Studies of FrictionDavid Rafael RamírezÎncă nu există evaluări
- Nikola Tesla and Samuel ClemensDocument39 paginiNikola Tesla and Samuel ClemensDavid Rafael RamírezÎncă nu există evaluări
- Textbook PDFDocument280 paginiTextbook PDFAnonymous vtFJOT5m92Încă nu există evaluări
- XSteam Excel v2.6Document3 paginiXSteam Excel v2.6pchanycÎncă nu există evaluări
- 14.4D ExerciseDocument18 pagini14.4D ExerciseKnyazev DanilÎncă nu există evaluări
- For ECT & ECE Board ExamDocument60 paginiFor ECT & ECE Board ExamRalph Alvin Quizon100% (2)
- Final DemoDocument7 paginiFinal DemoKiela ArizobalÎncă nu există evaluări
- Ap Physics 1investigation4conservationofenergy PDFDocument17 paginiAp Physics 1investigation4conservationofenergy PDFMir'atun Nissa QuinalendraÎncă nu există evaluări
- Auto Collimator SDocument7 paginiAuto Collimator SRamanjooloo DeelanÎncă nu există evaluări
- Guia Procedimiento Inspeccion MFL PDFDocument6 paginiGuia Procedimiento Inspeccion MFL PDFleonciomavarezÎncă nu există evaluări
- Vfd-E: Parameter ManualDocument26 paginiVfd-E: Parameter ManualMohamed ElsayedÎncă nu există evaluări
- Lec2 - Elementary and Higher Surveying - 2013-2014Document1 paginăLec2 - Elementary and Higher Surveying - 2013-2014Jesus Ray M. MansayonÎncă nu există evaluări
- BC Series 7 - 04-05-10Document39 paginiBC Series 7 - 04-05-10Krista TranÎncă nu există evaluări
- By Dr. Gamal Helmy, PH.D., P.EDocument43 paginiBy Dr. Gamal Helmy, PH.D., P.EAhmed ArafaÎncă nu există evaluări
- Phase/State Transitions of Confectionery Sweeteners: Thermodynamic and Kinetic AspectsDocument16 paginiPhase/State Transitions of Confectionery Sweeteners: Thermodynamic and Kinetic AspectsAlicia MartinezÎncă nu există evaluări
- Sample of Absract, Tableofcontent, ListoffiguresymboletcDocument10 paginiSample of Absract, Tableofcontent, ListoffiguresymboletcEddy FadleyÎncă nu există evaluări
- FlashForge Creator Pro Users Guide PDFDocument40 paginiFlashForge Creator Pro Users Guide PDFkristian1107Încă nu există evaluări
- Large Hadron ColliderDocument23 paginiLarge Hadron ColliderPrakhar AgrawalÎncă nu există evaluări
- Measurements of Dynamic Friction Between Rock andDocument54 paginiMeasurements of Dynamic Friction Between Rock andLuiz Francisco MacedoÎncă nu există evaluări
- HT NotesDocument197 paginiHT NotesT.AnbukumarÎncă nu există evaluări
- Physics 141 Week 2 Solutions - UNLDocument3 paginiPhysics 141 Week 2 Solutions - UNLDillon HikeÎncă nu există evaluări
- Mathcad - Trinity Bearing Capacity - MDKDocument5 paginiMathcad - Trinity Bearing Capacity - MDKjcazÎncă nu există evaluări
- 10 Impedance TubeDocument17 pagini10 Impedance TubeMarco DanielÎncă nu există evaluări
- 22.05 Reactor Physics Part Seventeen: Energy Dependence of FluxDocument12 pagini22.05 Reactor Physics Part Seventeen: Energy Dependence of FluxmsakowskÎncă nu există evaluări
- Computer Vision Three-Dimensional Data From ImagesDocument12 paginiComputer Vision Three-Dimensional Data From ImagesminhtrieudoddtÎncă nu există evaluări
- Flexiweigh Balance AccuracyDocument6 paginiFlexiweigh Balance AccuracyArfan SubhaniÎncă nu există evaluări
- Effect of Corrugation Angle On Performance Evaluation of Plate Type Heat ExchangerDocument6 paginiEffect of Corrugation Angle On Performance Evaluation of Plate Type Heat ExchangerZaw Htet WinÎncă nu există evaluări
- PVT DaneshDocument202 paginiPVT Daneshegv2000Încă nu există evaluări
- Direct Shear Test of Soils Under Consolidated Drained ConditionsDocument9 paginiDirect Shear Test of Soils Under Consolidated Drained ConditionsKoppolu SrinivasuluÎncă nu există evaluări
- Fundamentals of Noise and Vibration Analysis For Engineers: Second EditionDocument9 paginiFundamentals of Noise and Vibration Analysis For Engineers: Second EditionjeyaselvanÎncă nu există evaluări
- Comet Mystery Boxes: Educator GuideDocument4 paginiComet Mystery Boxes: Educator GuideABD00LÎncă nu există evaluări
- Mechanism and Degrees of Freedom 2Document10 paginiMechanism and Degrees of Freedom 2Hamza TariqÎncă nu există evaluări