S-ar putea să vă placă și
- Commissioning Fed FacilitiesDocument150 paginiCommissioning Fed Facilitiesmoh khÎncă nu există evaluări
- Commissioning Fed FacilitiesDocument150 paginiCommissioning Fed FacilitiesHafed AbaniÎncă nu există evaluări
- What Is A Permit To Work SystemDocument4 paginiWhat Is A Permit To Work SystemJAZPAKÎncă nu există evaluări
- Oversight Roles and Responsibilities Info SheetDocument6 paginiOversight Roles and Responsibilities Info SheetIsmail SultanÎncă nu există evaluări
- Transport, Installation and Commissioning of Power TransformersDocument8 paginiTransport, Installation and Commissioning of Power TransformersSteve UkohaÎncă nu există evaluări
- FR3 LV Insulation CoordinationDocument8 paginiFR3 LV Insulation CoordinationJavi MosqueraÎncă nu există evaluări
- Service and Aftermarket LiteratureDocument1 paginăService and Aftermarket LiteratureFilipÎncă nu există evaluări
- Dim Kingsley Chima - 00807044Document15 paginiDim Kingsley Chima - 00807044Kingsley DimÎncă nu există evaluări
- Worksafe Bulletin: Controlling Exposures To Drilling FluidsDocument4 paginiWorksafe Bulletin: Controlling Exposures To Drilling FluidsWaleed Barakat MariaÎncă nu există evaluări
- Health and Safety Principles ForDocument4 paginiHealth and Safety Principles ForAnonymous MAQrYFQDzVÎncă nu există evaluări
- RRC Sample: Contractor ManagementDocument8 paginiRRC Sample: Contractor Managementleah nyamasveÎncă nu există evaluări
- Q and A FJ5D 531Document4 paginiQ and A FJ5D 531GerryscreenÎncă nu există evaluări
- TTP Coming Out of Shutdown Start Up FundamentalsDocument3 paginiTTP Coming Out of Shutdown Start Up FundamentalsCraig PartridgeÎncă nu există evaluări
- EBook - Contractor Safety ManagementDocument7 paginiEBook - Contractor Safety Managementmondi123Încă nu există evaluări
- b1p25 Identification and Reduction of Risks in RemoteDocument8 paginib1p25 Identification and Reduction of Risks in Remoteyeehaw chinÎncă nu există evaluări
- Safety and Environmental Concerns For Owners and Coating ContractorsDocument34 paginiSafety and Environmental Concerns For Owners and Coating ContractorsSUBODHÎncă nu există evaluări
- Contractor Safety OrientationDocument11 paginiContractor Safety OrientationKerron DhorayÎncă nu există evaluări
- Extending Offshore Platform Life Beyond DesignDocument11 paginiExtending Offshore Platform Life Beyond Designfares-slamaÎncă nu există evaluări
- HSE MANAGEMENT SITE AUDITDocument6 paginiHSE MANAGEMENT SITE AUDITAbigail VÎncă nu există evaluări
- Cat A 2 SOP 33 FR TankDocument14 paginiCat A 2 SOP 33 FR TankajitÎncă nu există evaluări
- D3 Safety in Electrical JobDocument10 paginiD3 Safety in Electrical Jobparth_singh_6Încă nu există evaluări
- Generic RA RISK ASS SITE 1072Document24 paginiGeneric RA RISK ASS SITE 1072Daniel LoveÎncă nu există evaluări
- Refinery Operation and Maintenance Lecture2Document26 paginiRefinery Operation and Maintenance Lecture2Kirunda AndrewÎncă nu există evaluări
- May 2014 Work Highlights Top Ten Ways to Improve Mobile Crane SafetyDocument2 paginiMay 2014 Work Highlights Top Ten Ways to Improve Mobile Crane SafetyNAMOÎncă nu există evaluări
- (Package-2-Mech Works) : Clean Fuels ProjectDocument14 pagini(Package-2-Mech Works) : Clean Fuels ProjectsarangpuneÎncă nu există evaluări
- MS For Installation of LP System - LatestDocument8 paginiMS For Installation of LP System - Latestمقاول تكييف كهرباء وصحيÎncă nu există evaluări
- WorkShop Hazardous Area BrochureDocument2 paginiWorkShop Hazardous Area BrochureAniruddhaÎncă nu există evaluări
- IECEx-Brochure-CoPC-SOCIAL MEDIADocument8 paginiIECEx-Brochure-CoPC-SOCIAL MEDIAPetrus Amid SimanungkalitÎncă nu există evaluări
- Workplace Safety and Health Guidelines: Contractor ManagementDocument14 paginiWorkplace Safety and Health Guidelines: Contractor ManagementVernon GodseyeÎncă nu există evaluări
- (Package-2-Mech Works) : Clean Fuels ProjectDocument14 pagini(Package-2-Mech Works) : Clean Fuels ProjectsarangpuneÎncă nu există evaluări
- Wells Integrity Management Training Course PDFDocument4 paginiWells Integrity Management Training Course PDFCostas AggelidisÎncă nu există evaluări
- Pipelayer (R1)Document12 paginiPipelayer (R1)zandro padillaÎncă nu există evaluări
- JD Field OperatorDocument3 paginiJD Field Operatorjamil ahmedÎncă nu există evaluări
- How To Monitor, Troubleshoot and Optimize RO Plant Performance To Its Best - 3 Hours OnlineDocument4 paginiHow To Monitor, Troubleshoot and Optimize RO Plant Performance To Its Best - 3 Hours OnlinesoumitrabanÎncă nu există evaluări
- Century t500 Parts 55145Document482 paginiCentury t500 Parts 55145Luis OrellanaÎncă nu există evaluări
- Best Practice Approach To CommissioningDocument5 paginiBest Practice Approach To CommissioningJames-Lisa Slayton PooleÎncă nu există evaluări
- Caterpillar Performance Handbook 49 62020 Partie2Document4 paginiCaterpillar Performance Handbook 49 62020 Partie2ali alilouÎncă nu există evaluări
- Confined Space Safety in Water Storage Tank Specifications: Material Safety Data SheetsDocument2 paginiConfined Space Safety in Water Storage Tank Specifications: Material Safety Data Sheetsprabhu74Încă nu există evaluări
- Coupling Inspection (Service Profile)Document2 paginiCoupling Inspection (Service Profile)dhavit wijayantoÎncă nu există evaluări
- NEBOSH IG2BH-4th August RealDocument15 paginiNEBOSH IG2BH-4th August RealAlbert83% (6)
- Ba MHL350 0493Document128 paginiBa MHL350 0493Artin Hyko100% (2)
- Employee (Labourers-Quayside Personnel) Competency-Azorel LMPDocument7 paginiEmployee (Labourers-Quayside Personnel) Competency-Azorel LMPanarasb5Încă nu există evaluări
- Good Practice Guidance - UK Step Change in SafetyDocument7 paginiGood Practice Guidance - UK Step Change in SafetyRBZÎncă nu există evaluări
- Contract Modes: Info SheetDocument4 paginiContract Modes: Info SheetPEP Zona 7Încă nu există evaluări
- Inspecting Adhesive Anchors: Critical Steps Before, During, and After InstallationDocument6 paginiInspecting Adhesive Anchors: Critical Steps Before, During, and After InstallationAlejandroPáramoFandiñoÎncă nu există evaluări
- Ra Sample LTC 21-Oct-2023Document31 paginiRa Sample LTC 21-Oct-2023EULET RICHARDÎncă nu există evaluări
- Safety Assessment of Alarm Systems On Offshore Oil and Gas Production InstallationsDocument5 paginiSafety Assessment of Alarm Systems On Offshore Oil and Gas Production Installationsmohamadi42Încă nu există evaluări
- 2023 Paper SB10Document8 pagini2023 Paper SB10MattÎncă nu există evaluări
- Testing and Commissioning of Electrical Installations PDFDocument36 paginiTesting and Commissioning of Electrical Installations PDF2zece100% (3)
- Task Nine To 10Document4 paginiTask Nine To 10Chathuri De AlwisÎncă nu există evaluări
- (Package-2-Mech Works) : Clean Fuels ProjectDocument14 pagini(Package-2-Mech Works) : Clean Fuels ProjectsarangpuneÎncă nu există evaluări
- (Package-2-Mech Works) : Clean Fuels ProjectDocument17 pagini(Package-2-Mech Works) : Clean Fuels ProjectsarangpuneÎncă nu există evaluări
- Job Safety Analysis: Removing Porta Cabin & Loading at Trailor's ActivityDocument7 paginiJob Safety Analysis: Removing Porta Cabin & Loading at Trailor's ActivityMuhammad TariqÎncă nu există evaluări
- (Package-2-Mech Works) : Clean Fuels ProjectDocument15 pagini(Package-2-Mech Works) : Clean Fuels ProjectsarangpuneÎncă nu există evaluări
- Safe Motor Vehicle Repair Info SheetDocument7 paginiSafe Motor Vehicle Repair Info Sheetammar aymanÎncă nu există evaluări
- (Package-2-Mech Works) : Clean Fuels ProjectDocument16 pagini(Package-2-Mech Works) : Clean Fuels ProjectsarangpuneÎncă nu există evaluări
- Our Credentials in The: Nuclear SectorDocument11 paginiOur Credentials in The: Nuclear SectorSaudAlshikhÎncă nu există evaluări
- Basic OSH Training Course For SO1 Training With TOT ManualDocument25 paginiBasic OSH Training Course For SO1 Training With TOT ManualAizle Fuentes EresÎncă nu există evaluări
- (Package-2-Mech Works) : Clean Fuels ProjectDocument15 pagini(Package-2-Mech Works) : Clean Fuels ProjectsarangpuneÎncă nu există evaluări
- Guide for Asset Integrity Managers: A Comprehensive Guide to Strategies, Practices and BenchmarkingDe la EverandGuide for Asset Integrity Managers: A Comprehensive Guide to Strategies, Practices and BenchmarkingÎncă nu există evaluări
- Igc Q&aDocument3 paginiIgc Q&aEbhathu Bathu100% (1)
- MP10 MP12 PDFDocument148 paginiMP10 MP12 PDFBakiÎncă nu există evaluări
- 1403 NGC1 EP For LEDocument1 pagină1403 NGC1 EP For LEmarionlawrence76100% (1)
- Igc1 Topic Focus SummeryDocument15 paginiIgc1 Topic Focus SummeryMuhammad Ramzan100% (5)
- MP10 MP12 PDFDocument148 paginiMP10 MP12 PDFBakiÎncă nu există evaluări
- NEBOSH - IGC - MnemonicsDocument7 paginiNEBOSH - IGC - MnemonicsMuhammad Aftab AhmedÎncă nu există evaluări
- NEBOSH IGC 1 - Home Work Element 4Document3 paginiNEBOSH IGC 1 - Home Work Element 4BakiÎncă nu există evaluări
- NEBOSH IGC 1 Home Work Element 8Document2 paginiNEBOSH IGC 1 Home Work Element 8sacham100% (1)
- Nebosh IGC Element 7 Monitoring, Review & Audit (Notes)Document4 paginiNebosh IGC Element 7 Monitoring, Review & Audit (Notes)kkalvi88% (8)
- Subtraction Wo Regrouping QDocument1 paginăSubtraction Wo Regrouping QBakiÎncă nu există evaluări
- Understanding Action VerbsDocument4 paginiUnderstanding Action VerbsDieter SchuffenhauerÎncă nu există evaluări
- MP10 MP12 PDFDocument148 paginiMP10 MP12 PDFBakiÎncă nu există evaluări
- Nebosh IGC Element 2. Policy (Notes)Document3 paginiNebosh IGC Element 2. Policy (Notes)kkalvi91% (69)
- NEBOSH Exam Hints & TipsDocument5 paginiNEBOSH Exam Hints & TipsSarath Chandran100% (2)
- MG GS 2016 UkDocument19 paginiMG GS 2016 UkBakiÎncă nu există evaluări
- Configuration Table: Basic Parameter Safety and SecurityDocument2 paginiConfiguration Table: Basic Parameter Safety and SecuritySimo DrisÎncă nu există evaluări
- B4 - 01 Hsg173 Monitoring Strategies For Toxic SubstancesDocument23 paginiB4 - 01 Hsg173 Monitoring Strategies For Toxic SubstancesDhana SekarÎncă nu există evaluări
- MP 25 BrochureDocument2 paginiMP 25 Brochureoch3nÎncă nu există evaluări
- ASME B30 10 GanchosDocument29 paginiASME B30 10 GanchosBakiÎncă nu există evaluări
- B4 - 01 Hsg173 Monitoring Strategies For Toxic SubstancesDocument23 paginiB4 - 01 Hsg173 Monitoring Strategies For Toxic SubstancesDhana SekarÎncă nu există evaluări
- 02 International Classification of Dangerous Goods - ASEAN DisclaimerDocument54 pagini02 International Classification of Dangerous Goods - ASEAN DisclaimeraddaaÎncă nu există evaluări
- MP 25 BrochureDocument2 paginiMP 25 Brochureoch3nÎncă nu există evaluări
- COSHH ChecklistDocument9 paginiCOSHH ChecklistBakiÎncă nu există evaluări
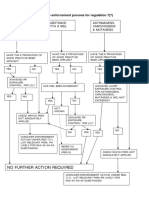
- Guide To The Enforcement Process For RegulationDocument1 paginăGuide To The Enforcement Process For RegulationBakiÎncă nu există evaluări
- ASME B30 10 GanchosDocument29 paginiASME B30 10 GanchosBakiÎncă nu există evaluări
- A Guide to Lifting Beams and Spreaders Selection, Design, VerificationDocument34 paginiA Guide to Lifting Beams and Spreaders Selection, Design, Verificationruov50% (2)
- Past Examination Papers IGC2 March 2013 IGC2Document23 paginiPast Examination Papers IGC2 March 2013 IGC2BakiÎncă nu există evaluări
- T184Document1 paginăT184@@ngÎncă nu există evaluări
- PDO - Permit To WorkDocument133 paginiPDO - Permit To Workpaulnwhite100% (9)
- Work Permit Hand BookDocument33 paginiWork Permit Hand BookKaka Baba88% (8)
- Risk assessment areas and hazardsDocument15 paginiRisk assessment areas and hazardss khaleel basha100% (3)
- The Certified Six Sigma Yellow Belt Handbook-53Document1 paginăThe Certified Six Sigma Yellow Belt Handbook-53Alex BarriosÎncă nu există evaluări
- SITXWHS007 Student Assessment Task 2Document14 paginiSITXWHS007 Student Assessment Task 2Sushma karki100% (1)
- Audit ProposalDocument12 paginiAudit ProposalAhmedMalikÎncă nu există evaluări
- Loading Scrap Iron Into BinDocument8 paginiLoading Scrap Iron Into BinMahendren JayapalanÎncă nu există evaluări
- Water Rockets - Self Led InstructionsDocument17 paginiWater Rockets - Self Led InstructionsTheo WilliamsÎncă nu există evaluări
- Oil spill risk assessment model for Arctic applicationDocument23 paginiOil spill risk assessment model for Arctic applicationGabriel F RuedaÎncă nu există evaluări
- Overseas Travel Risk AssessmenDocument5 paginiOverseas Travel Risk AssessmenUzoh KingsleyÎncă nu există evaluări
- IMS-10 EHS Aspect and Impact AssessmentDocument21 paginiIMS-10 EHS Aspect and Impact AssessmentsynkanÎncă nu există evaluări
- Dgms Circular 2002Document31 paginiDgms Circular 2002Ajeet KumarÎncă nu există evaluări
- PDK EN Peteris DrukisDocument49 paginiPDK EN Peteris DrukisAnis ShatnawiÎncă nu există evaluări
- The Management of Open Water Swimming EventsDocument86 paginiThe Management of Open Water Swimming EventsVishnu S DasÎncă nu există evaluări
- Decking Risk AssessmentDocument4 paginiDecking Risk AssessmentReagan MukeboÎncă nu există evaluări
- IogDocument21 paginiIogCharcravorti AyatollahsÎncă nu există evaluări
- Essay Questions for Environmental Certification AreasDocument13 paginiEssay Questions for Environmental Certification AreasQUrnia Wulan CucurÎncă nu există evaluări
- Linking Risk MGMNT To Bizstrategy-Process-Ops and Reporting KPMG PDFDocument28 paginiLinking Risk MGMNT To Bizstrategy-Process-Ops and Reporting KPMG PDFetyonezÎncă nu există evaluări
- Risk Assessment Access Ladder, Cable Rack&PaintingDocument3 paginiRisk Assessment Access Ladder, Cable Rack&PaintingsalmanÎncă nu există evaluări
- PRO-00861 Corporate Safety - Cranes and Lifting Equipment Safety ProcedureDocument30 paginiPRO-00861 Corporate Safety - Cranes and Lifting Equipment Safety ProcedureGustavo Alonso BerettaÎncă nu există evaluări
- Application and Maintenance of Intrusive Corrosion MonitoringDocument15 paginiApplication and Maintenance of Intrusive Corrosion MonitoringAjmi HmidaÎncă nu există evaluări
- Risk Assesment - Utg - CtsiDocument6 paginiRisk Assesment - Utg - CtsiJohn Eric OliverÎncă nu există evaluări
- ABS Guidance On ISM Code Clause 1 2 2 2Document2 paginiABS Guidance On ISM Code Clause 1 2 2 2MannMannÎncă nu există evaluări
- New Risk Assessment and Management in Construction Projectss Project Pres - CegDocument54 paginiNew Risk Assessment and Management in Construction Projectss Project Pres - Cegdeviprasadh.a100% (8)
- Risk Assessment and Control Template Checklist - SafetyCultureDocument4 paginiRisk Assessment and Control Template Checklist - SafetyCulturepattysaborio520Încă nu există evaluări
- Pipeline Risk Assessment PDFDocument556 paginiPipeline Risk Assessment PDFjupmul100% (2)
- Implementing Change Management PlansDocument26 paginiImplementing Change Management Plansarie susantoÎncă nu există evaluări
- Covid19 2021Document7 paginiCovid19 2021Edgar ChecaÎncă nu există evaluări
- RA-HSE-12-035 - BOP Handling System Commissioning - Rev03Document3 paginiRA-HSE-12-035 - BOP Handling System Commissioning - Rev03zarni77Încă nu există evaluări
- Environmental Aspects & Impacts AssessmentDocument19 paginiEnvironmental Aspects & Impacts AssessmentyudaÎncă nu există evaluări
- First Aid Risk AssessmentDocument4 paginiFirst Aid Risk AssessmentJohn GeddesÎncă nu există evaluări
- Kpi Wards 2021 - A WingDocument48 paginiKpi Wards 2021 - A WingPriya LaddhaÎncă nu există evaluări