S-ar putea să vă placă și
- T8 U0 QSGJriskassessmentDocument35 paginiT8 U0 QSGJriskassessmentprasanna_326avanthiÎncă nu există evaluări
- Identification Evaluation and Minimization of Industrial Risks Relating To Oil PipelinesDocument11 paginiIdentification Evaluation and Minimization of Industrial Risks Relating To Oil PipelinesGEOLINKS International Conference 2019Încă nu există evaluări
- Notes U3Document14 paginiNotes U3Alejandro Toledo CamposÎncă nu există evaluări
- HOW TO PERFORM QUANTITATIVE RISK ASSESSMENTDocument34 paginiHOW TO PERFORM QUANTITATIVE RISK ASSESSMENTKamal RajkumarÎncă nu există evaluări
- Risk Assessment of Offshore Crude Oil Pipeline FailureDocument30 paginiRisk Assessment of Offshore Crude Oil Pipeline FailureJonathan MoralesÎncă nu există evaluări
- Client: BMT India Document: Terms of References For Quantitative Risk Assessment StudyDocument10 paginiClient: BMT India Document: Terms of References For Quantitative Risk Assessment StudyAnurag BholeÎncă nu există evaluări
- IRP 22 Hazard and Risk Assessment Register: Column Headings Column LetterDocument29 paginiIRP 22 Hazard and Risk Assessment Register: Column Headings Column LetterKhuda Buksh100% (2)
- D4 DJUGREnvironmental Risk AssessmentDocument12 paginiD4 DJUGREnvironmental Risk AssessmentWaaqoo Guutuu Waaqoo GuutuuÎncă nu există evaluări
- Electrical Risk AssessmentDocument6 paginiElectrical Risk AssessmentEman Fawzy100% (1)
- Yucca Mountain Safety Evaluation Report - Volume 2Document665 paginiYucca Mountain Safety Evaluation Report - Volume 2The Heritage FoundationÎncă nu există evaluări
- Risk Management and Risk Acceptance CriteriaDocument33 paginiRisk Management and Risk Acceptance CriteriaarulazzikriÎncă nu există evaluări
- Compone 1Document470 paginiCompone 1Supriyanto SikumbangÎncă nu există evaluări
- Atr42 - 72 MPC SpecsDocument233 paginiAtr42 - 72 MPC SpecsKurt Bauer-SchmidtÎncă nu există evaluări
- Kenilworth UIS015 - Inspection and Maintenance of LPG Pipework atDocument17 paginiKenilworth UIS015 - Inspection and Maintenance of LPG Pipework atPravin GowardunÎncă nu există evaluări
- Lopa Ccps ReferenceDocument5 paginiLopa Ccps ReferenceShiva Prakash Ponniah100% (1)
- Impact of Startup Scheme On Francis Runner Life ExpectancyDocument9 paginiImpact of Startup Scheme On Francis Runner Life ExpectancyFolpoÎncă nu există evaluări
- Hazard Identification and Risk Assessment in Petroleum Oils & Lubricants (Pols) DepotDocument6 paginiHazard Identification and Risk Assessment in Petroleum Oils & Lubricants (Pols) DepotIJSTEÎncă nu există evaluări
- 5.04 - BunkeringDocument8 pagini5.04 - BunkeringAnil Kumar Sharma67% (6)
- HSE Audit TemplateDocument28 paginiHSE Audit Templatemohroy21Încă nu există evaluări
- Reliability Assessment of Offshore Oil WDocument28 paginiReliability Assessment of Offshore Oil WJerome LIKIBIÎncă nu există evaluări
- Asignment 1Document5 paginiAsignment 1aswin vargheseÎncă nu există evaluări
- Construction Risk For Offshore Units: Risk Assessment Data DirectoryDocument20 paginiConstruction Risk For Offshore Units: Risk Assessment Data DirectoryAchraf Ben DhifallahÎncă nu există evaluări
- Mil-Std-1235b 1981Document62 paginiMil-Std-1235b 1981karismaÎncă nu există evaluări
- SPE-185212-MS Tools For Pipeline Risk Assessment Using PD8010-Part 3Document7 paginiSPE-185212-MS Tools For Pipeline Risk Assessment Using PD8010-Part 3jiaolei9848Încă nu există evaluări
- Accident AnalysisDocument26 paginiAccident Analysisdiana_laura_1Încă nu există evaluări
- Tank Inspection Base On RiskDocument16 paginiTank Inspection Base On Riskthawatchai11222512100% (1)
- 20032205.pdf NuclearDocument9 pagini20032205.pdf NuclearValentin SavuÎncă nu există evaluări
- Ogp Offshore PDFDocument20 paginiOgp Offshore PDFCarlos Mauricio Rondon TijaroÎncă nu există evaluări
- Control de ValvulasDocument12 paginiControl de ValvulasDomingo Fernández DíazÎncă nu există evaluări
- LNG Risk Based Safety: Modeling and Consequence AnalysisDe la EverandLNG Risk Based Safety: Modeling and Consequence AnalysisÎncă nu există evaluări
- Chemical Engineering Plant Design: Protection AnalysisDocument26 paginiChemical Engineering Plant Design: Protection AnalysisMuhammad BilalÎncă nu există evaluări
- Safety Environmentally Critical Elements Presentation Icp PDFDocument8 paginiSafety Environmentally Critical Elements Presentation Icp PDFmoustafa mahmoud100% (1)
- 5damage PDFDocument58 pagini5damage PDFMuhammed SabeehÎncă nu există evaluări
- OGP Strucutal 434-15Document26 paginiOGP Strucutal 434-15Lesley Michael LiuÎncă nu există evaluări
- Application of Quantitative Risk Assessment On Offshore Oil & Gas IndustryDocument7 paginiApplication of Quantitative Risk Assessment On Offshore Oil & Gas IndustryRmz ExeÎncă nu există evaluări
- Risk Assessment 7.1 Risk Assessment: Rama Pulp & Paper LTDDocument32 paginiRisk Assessment 7.1 Risk Assessment: Rama Pulp & Paper LTDBorislav VulićÎncă nu există evaluări
- IGEM-TD-2 - Draft For CommentDocument62 paginiIGEM-TD-2 - Draft For CommentBogdanBÎncă nu există evaluări
- EM 1110-1-4000 - Monitoring Well Design, Installation, and Documentation at Hazardous Toxic, and Radioactive Waste Sites - WebDocument69 paginiEM 1110-1-4000 - Monitoring Well Design, Installation, and Documentation at Hazardous Toxic, and Radioactive Waste Sites - WebPDHLibrary100% (1)
- An Overview of Quantitative Risk Assessment Methods Fayssal Safie/MSFC August 1, 2000Document68 paginiAn Overview of Quantitative Risk Assessment Methods Fayssal Safie/MSFC August 1, 2000suman pandianÎncă nu există evaluări
- Mil STD 1686CDocument18 paginiMil STD 1686CNam NguyenÎncă nu există evaluări
- ConstructioRiskAssessment of Riser InstallationDocument13 paginiConstructioRiskAssessment of Riser InstallationMario JacobsonÎncă nu există evaluări
- Equipment Criticality Determination GuidelineDocument13 paginiEquipment Criticality Determination GuidelineMohammed Zubair100% (2)
- Fmea para RiesgoDocument68 paginiFmea para RiesgoVERONICA ROSALES GONZALEZÎncă nu există evaluări
- Risk Assessment of Subsea Pipeline Due To InstallaDocument15 paginiRisk Assessment of Subsea Pipeline Due To InstallaAlaaeldin ElshazliÎncă nu există evaluări
- Reliability and Maintainability Exam SolutionsDocument9 paginiReliability and Maintainability Exam SolutionsluchogilmourÎncă nu există evaluări
- Ufgs 01 57 19Document53 paginiUfgs 01 57 19jackcan501Încă nu există evaluări
- PCD Guidelines for QRA StudiesDocument8 paginiPCD Guidelines for QRA StudiesYap HeÎncă nu există evaluări
- Retaining Ring PDFDocument5 paginiRetaining Ring PDFPradeep_Vashist100% (3)
- Snack Chip Deep Fat FryingDocument32 paginiSnack Chip Deep Fat FryingMelvinDapitanonÎncă nu există evaluări
- Strategic Safety Measures For The Desulfurizer in Oil Refineries - pp12-151Document4 paginiStrategic Safety Measures For The Desulfurizer in Oil Refineries - pp12-151Soeryanto SlametÎncă nu există evaluări
- Military Standard 217 eDocument18 paginiMilitary Standard 217 eOscar Marino Campo BonellÎncă nu există evaluări
- Oil and Chemical Plant Layout and Spacing PDFDocument13 paginiOil and Chemical Plant Layout and Spacing PDFtiffanyyy00Încă nu există evaluări
- MECCOCT18-12521: NACE Paper NoDocument24 paginiMECCOCT18-12521: NACE Paper NoOwais Manzoor MalikÎncă nu există evaluări
- Failure Analysis: Key Concepts and Benefits of FMECADocument72 paginiFailure Analysis: Key Concepts and Benefits of FMECAbrucemartin3100% (1)
- SPE 137861 Lower Completion Type Comparisons: Longhorn Deepwater Case HistoriesDocument14 paginiSPE 137861 Lower Completion Type Comparisons: Longhorn Deepwater Case HistoriesJuliana MartinsÎncă nu există evaluări
- Method Statement For Grid Earth Resistance MeasurementDocument19 paginiMethod Statement For Grid Earth Resistance MeasurementArka HatiÎncă nu există evaluări
- Sira Sil Certifacate - FSP 04001-08Document5 paginiSira Sil Certifacate - FSP 04001-08Miguel ZeaÎncă nu există evaluări
- Fine Particle (2.5 microns) Emissions: Regulations, Measurement, and ControlDe la EverandFine Particle (2.5 microns) Emissions: Regulations, Measurement, and ControlÎncă nu există evaluări
- Mechanical Vibration and Shock Analysis, Specification DevelopmentDe la EverandMechanical Vibration and Shock Analysis, Specification DevelopmentÎncă nu există evaluări
- © Association For Scientific Research: Mathematical and Computational Applications, Vol. 15, No. 1, Pp. 137-147, 2010Document11 pagini© Association For Scientific Research: Mathematical and Computational Applications, Vol. 15, No. 1, Pp. 137-147, 2010Mocheedy UbahÎncă nu există evaluări
- (translate68.ir مترجم متن) 10.1088 - 0959-5309 - 57 - 4 - 301Document13 pagini(translate68.ir مترجم متن) 10.1088 - 0959-5309 - 57 - 4 - 301donyaÎncă nu există evaluări
- Questionnaire For: Liquid Jet Vacuum Ejectors For Continuous OperationDocument2 paginiQuestionnaire For: Liquid Jet Vacuum Ejectors For Continuous OperationdonyaÎncă nu există evaluări
- Distillation Trays That Operate Beyond The Limits of Gravity by Using Centrifugal SeparationDocument6 paginiDistillation Trays That Operate Beyond The Limits of Gravity by Using Centrifugal SeparationdonyaÎncă nu există evaluări
- E-03.0) General Static-Mixing Customer Specification QuestionnaireDocument2 paginiE-03.0) General Static-Mixing Customer Specification QuestionnairedonyaÎncă nu există evaluări
- Select ejector options and stagesDocument2 paginiSelect ejector options and stagesdonyaÎncă nu există evaluări
- Flame Arrester Technical FormDocument7 paginiFlame Arrester Technical FormHmd MokhtariÎncă nu există evaluări
- Pressure Drop Measurements in Distillatio ColumnsDocument5 paginiPressure Drop Measurements in Distillatio Columnsdonya100% (1)
- (Doi 10.1002/0471238961), - Kirk-Othmer Encyclopedia of Chemical TechnologyDocument13 pagini(Doi 10.1002/0471238961), - Kirk-Othmer Encyclopedia of Chemical TechnologyHenry ArenasÎncă nu există evaluări
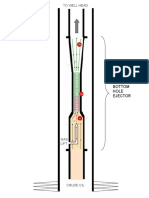
- BOTTOMHOLEEJECTORDocument1 paginăBOTTOMHOLEEJECTORdonyaÎncă nu există evaluări
- Chemical Engineering CommunicationsDocument15 paginiChemical Engineering CommunicationsdonyaÎncă nu există evaluări
- Processes MTP 03 00684 v2Document15 paginiProcesses MTP 03 00684 v2akshaykgÎncă nu există evaluări
- Inventions 04 00016Document54 paginiInventions 04 00016donyaÎncă nu există evaluări
- Size Distributions in Strongly Coalescing Agitated Liquid-Liquid SystemsDocument4 paginiSize Distributions in Strongly Coalescing Agitated Liquid-Liquid SystemsdonyaÎncă nu există evaluări
- Unified correlations for predicting drop size in liquid-liquid extraction columnsDocument14 paginiUnified correlations for predicting drop size in liquid-liquid extraction columnsdonyaÎncă nu există evaluări
- Questionnaire For: Liquid Jet Liquid EjectorsDocument2 paginiQuestionnaire For: Liquid Jet Liquid EjectorsdonyaÎncă nu există evaluări
- 6200 Area - Urea Plant: Process OverviewDocument8 pagini6200 Area - Urea Plant: Process OverviewtreyzzztylerÎncă nu există evaluări
- FF - Mar-Apr - 2018 - Zero Waste Urea Production - ONLINEDocument3 paginiFF - Mar-Apr - 2018 - Zero Waste Urea Production - ONLINEdonyaÎncă nu există evaluări
- Entropy: Thermodynamic Modelling of An Ejector With Compressible Flow by A One-Dimensional ApproachDocument15 paginiEntropy: Thermodynamic Modelling of An Ejector With Compressible Flow by A One-Dimensional Approachkoustavghosh1986Încă nu există evaluări
- Theresa Renee Anthony: All Rights ReservedDocument53 paginiTheresa Renee Anthony: All Rights ReserveddonyaÎncă nu există evaluări
- Size Distributions in Strongly Coalescing Agitated Liquid-Liquid SystemsDocument4 paginiSize Distributions in Strongly Coalescing Agitated Liquid-Liquid SystemsdonyaÎncă nu există evaluări
- Objectlistview Python Edition StableDocument77 paginiObjectlistview Python Edition StabledonyaÎncă nu există evaluări
- 1975163Document2 pagini1975163donyaÎncă nu există evaluări
- Experimental Investigation of An Ejector: Received 6 September 1985 Revised 16 September 1985Document3 paginiExperimental Investigation of An Ejector: Received 6 September 1985 Revised 16 September 1985donyaÎncă nu există evaluări
- 291-Questionnaire-Jet and Venturi scrubbers-EN-161202-STDocument2 pagini291-Questionnaire-Jet and Venturi scrubbers-EN-161202-STdonyaÎncă nu există evaluări
- Modelling Gas Liquid Flow in Venturi SCR PDFDocument7 paginiModelling Gas Liquid Flow in Venturi SCR PDFdonyaÎncă nu există evaluări
- Processes MTP 03 00684 v2Document15 paginiProcesses MTP 03 00684 v2akshaykgÎncă nu există evaluări
- Data Sheet Ejector PDFDocument1 paginăData Sheet Ejector PDFdonyaÎncă nu există evaluări
- 4244 12672 1 PB PDFDocument15 pagini4244 12672 1 PB PDFVinh Do ThanhÎncă nu există evaluări
- CIVL-365 Tutorial 8 SolutionDocument3 paginiCIVL-365 Tutorial 8 SolutionIvsÎncă nu există evaluări
- Akshay 71 Seminar ReportDocument22 paginiAkshay 71 Seminar ReportSanket Yadav25% (4)
- Lab 1 Free Fall GEC - CEA21 - OERSTEDDocument6 paginiLab 1 Free Fall GEC - CEA21 - OERSTEDLee-Ann LimÎncă nu există evaluări
- Procedure - AC Circuits and Signal Modulation - W20Document6 paginiProcedure - AC Circuits and Signal Modulation - W20ChocoÎncă nu există evaluări
- Answer Section B and C and Paper 3Document21 paginiAnswer Section B and C and Paper 3Adnan ShamsudinÎncă nu există evaluări
- Guide to Conducting SAFOP StudiesDocument52 paginiGuide to Conducting SAFOP Studiesokemma79% (14)
- Classification of Placenta PDFDocument5 paginiClassification of Placenta PDFAdarsh jainÎncă nu există evaluări
- SHS-Physical Science (Biological Macromolecules) : I-Introductory ContentDocument13 paginiSHS-Physical Science (Biological Macromolecules) : I-Introductory ContentJane182004Încă nu există evaluări
- Variants of NormalDocument9 paginiVariants of NormalFaizah HannyÎncă nu există evaluări
- DG350 ManualDocument17 paginiDG350 ManualCareergamingÎncă nu există evaluări
- Integrating Kuleana Rights and Land Trust PrioritesDocument50 paginiIntegrating Kuleana Rights and Land Trust PrioritesKeala Rodenhurst-JamesÎncă nu există evaluări
- Mahindra Powertrain - Market StrategyDocument4 paginiMahindra Powertrain - Market StrategyEshan KapoorÎncă nu există evaluări
- Purification of Morphologically and Functionally Intact Human Basophils To Near HomogeneityDocument9 paginiPurification of Morphologically and Functionally Intact Human Basophils To Near HomogeneitySinaí GutierrezÎncă nu există evaluări
- 100kw TSP Agenitor-404b Biogas 60-hz 480v En-827879Document9 pagini100kw TSP Agenitor-404b Biogas 60-hz 480v En-827879Julian BarreraÎncă nu există evaluări
- Dod EngDocument2 paginiDod Engvk4415003Încă nu există evaluări
- Earthbag House For HaitiDocument22 paginiEarthbag House For HaitiRaymond KatabaziÎncă nu există evaluări
- Learning To Solve Multiple Partial Differential Equations With DNNDocument4 paginiLearning To Solve Multiple Partial Differential Equations With DNNVichara PoolsÎncă nu există evaluări
- Modeling Vessel Impacts for Lock Wall DesignDocument15 paginiModeling Vessel Impacts for Lock Wall DesignSalam FaithÎncă nu există evaluări
- Ped 201 Toddler Observation LabDocument6 paginiPed 201 Toddler Observation Labapi-477856901Încă nu există evaluări
- Protreat Hydro EngrgDocument6 paginiProtreat Hydro EngrgAmitkumar SinghÎncă nu există evaluări
- Steel StaircaseDocument17 paginiSteel StaircaseKarthick CrazeiÎncă nu există evaluări
- Common Sense Mechanics 9Document9 paginiCommon Sense Mechanics 9Vikas VatsÎncă nu există evaluări
- Operation & Maintenance Manual For Bolted Steel Tanks: Complete InstallationDocument6 paginiOperation & Maintenance Manual For Bolted Steel Tanks: Complete InstallationIrvansyah RazadinÎncă nu există evaluări
- 1B Cosmos-Standard - Technical - Guide - v40Document45 pagini1B Cosmos-Standard - Technical - Guide - v40carla deiddaÎncă nu există evaluări
- 2021 ESC Guidelines For The Diagnosis and Treatment of Acute and Chronic Heart FailureDocument137 pagini2021 ESC Guidelines For The Diagnosis and Treatment of Acute and Chronic Heart FailuredianÎncă nu există evaluări
- Life Below WaterDocument10 paginiLife Below Watertrisha sobito0% (1)
- @MedicalBooksStore 2016 AntibioticDocument349 pagini@MedicalBooksStore 2016 Antibioticant bee100% (1)
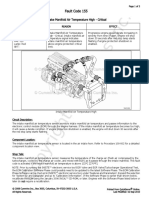
- Fault Code 155: Intake Manifold Air Temperature High - CriticalDocument3 paginiFault Code 155: Intake Manifold Air Temperature High - Criticalhamilton miranda100% (1)
- Medication - Safety - v4 Last Update 2015Document81 paginiMedication - Safety - v4 Last Update 2015Retno PalupiÎncă nu există evaluări
- JMJ Marist Brothers Notre Dame of Marbel University Integrated Basic Education Department City of Koronadal, South CotabatoDocument13 paginiJMJ Marist Brothers Notre Dame of Marbel University Integrated Basic Education Department City of Koronadal, South CotabatoNestor Gerotape DiosanaÎncă nu există evaluări