S-ar putea să vă placă și
- Design & Simulation SoftwaresDocument46 paginiDesign & Simulation SoftwaresqamarVEX100% (3)
- E-03.0) General Static-Mixing Customer Specification QuestionnaireDocument6 paginiE-03.0) General Static-Mixing Customer Specification QuestionnaireWladimir Antonio Egurrola RomeroÎncă nu există evaluări
- Coupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsDe la EverandCoupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsÎncă nu există evaluări
- Basic Control Valve Sizing and SelectionDocument38 paginiBasic Control Valve Sizing and SelectionmohamedÎncă nu există evaluări
- Ejector User GuideDocument2 paginiEjector User GuidehaseebÎncă nu există evaluări
- Shaft Design: Design Against Static LoadingDocument6 paginiShaft Design: Design Against Static Loadingakshat singhÎncă nu există evaluări
- TorsionDocument30 paginiTorsionVedasheershBoorla67% (3)
- Gupta, R.B., Kompella U.B., Nanoparticle Technology For Drug DeliveryDocument42 paginiGupta, R.B., Kompella U.B., Nanoparticle Technology For Drug DeliverytaufikÎncă nu există evaluări
- CatalogData LMDocument1.173 paginiCatalogData LMruben quedo salazarÎncă nu există evaluări
- Steam Tracing TipsDocument2 paginiSteam Tracing TipsRam SudarshanÎncă nu există evaluări
- Agitator and MixerDocument6 paginiAgitator and MixerCik MinnÎncă nu există evaluări
- Impeller Design For Mixing of SuspensionsDocument16 paginiImpeller Design For Mixing of SuspensionsFaycel OuerdienÎncă nu există evaluări
- Pack RYTDocument41 paginiPack RYTGonzalo Alonso QuintanaÎncă nu există evaluări
- Reactor Particle SizeDocument4 paginiReactor Particle SizeArmas Alexis100% (1)
- Water PropertiesDocument4 paginiWater Propertiesaw_aeÎncă nu există evaluări
- 04 Jet Mixing Design ApplicationsDocument6 pagini04 Jet Mixing Design Applicationslutfi awnÎncă nu există evaluări
- Unstable Formation and Sand ControlDocument17 paginiUnstable Formation and Sand ControlHafiz AsyrafÎncă nu există evaluări
- Mesh & Vane Mist EliminatorsDocument16 paginiMesh & Vane Mist EliminatorsstressesÎncă nu există evaluări
- Screw Conveyor and Feeder Calculation FiDocument90 paginiScrew Conveyor and Feeder Calculation FiTheodoros AtheridisÎncă nu există evaluări
- Cleanroom Microbiology For The Non-MicrobiologistDocument5 paginiCleanroom Microbiology For The Non-Microbiologistnsk79in@gmail.comÎncă nu există evaluări
- Clampco CatalogueDocument39 paginiClampco CatalogueMisaghÎncă nu există evaluări
- We Need A Mist Eliminator in That Knockout Drum!: AmacsDocument5 paginiWe Need A Mist Eliminator in That Knockout Drum!: AmacsmanuÎncă nu există evaluări
- Demister EfficiencyDocument9 paginiDemister EfficiencyHastelloy Monel100% (1)
- Bismuth To GoldDocument20 paginiBismuth To GoldTony Gary67% (3)
- AMISTCO Design ManualDocument16 paginiAMISTCO Design ManualWilliam Novaes100% (1)
- Performance of Wire Mesh Mist EliminatorDocument11 paginiPerformance of Wire Mesh Mist EliminatorLim Chee SiangÎncă nu există evaluări
- Fluid Bed Drying PDFDocument83 paginiFluid Bed Drying PDFsouhir gritliÎncă nu există evaluări
- Grupo 4. SPE-26121-PA Settling Velocity of Irregularly Shaped ParticlesDocument9 paginiGrupo 4. SPE-26121-PA Settling Velocity of Irregularly Shaped Particlescapl930Încă nu există evaluări
- Brochure - Loading Spout - Pubc-0499-AulDocument2 paginiBrochure - Loading Spout - Pubc-0499-Aulm_verma21Încă nu există evaluări
- Ashland Chemicals Guide To Fabricating Composites PDFDocument57 paginiAshland Chemicals Guide To Fabricating Composites PDFAntheaLouloudiÎncă nu există evaluări
- Airflow in Batch Fluid Bed ProcessingDocument11 paginiAirflow in Batch Fluid Bed ProcessingjokishÎncă nu există evaluări
- Calculate The Relieving Temperature Latent Heat of Vaporization For Fire Case PSV Sizing by Shell DEP Method PDFDocument3 paginiCalculate The Relieving Temperature Latent Heat of Vaporization For Fire Case PSV Sizing by Shell DEP Method PDFDjamel Ait MohamedÎncă nu există evaluări
- Engg Databook ch9Document38 paginiEngg Databook ch9drjonesg19585102Încă nu există evaluări
- Discrete Element Method to Model 3D Continuous MaterialsDe la EverandDiscrete Element Method to Model 3D Continuous MaterialsÎncă nu există evaluări
- Kimre - Innovative Clean Air TechnologiesDocument16 paginiKimre - Innovative Clean Air TechnologiesKimre Inc100% (1)
- ME ProductCatalogDocument20 paginiME ProductCatalogLim Chee SiangÎncă nu există evaluări
- Fluid Bed DryerDocument16 paginiFluid Bed DryerDiego AÎncă nu există evaluări
- KIRK KWM Mist EliminatorsDocument3 paginiKIRK KWM Mist EliminatorsperrychemÎncă nu există evaluări
- DIN-En-1822 Mez Klasifikace enDocument1 paginăDIN-En-1822 Mez Klasifikace enGabrielÎncă nu există evaluări
- Thermodynamic RelationsDocument28 paginiThermodynamic RelationsAmrita DinilÎncă nu există evaluări
- Flush Bottom ValvesDocument3 paginiFlush Bottom ValvesErkan TakÎncă nu există evaluări
- WPS GMAW FCAW D1.1 2015 Form PDFDocument1 paginăWPS GMAW FCAW D1.1 2015 Form PDFHoque AnamulÎncă nu există evaluări
- Whats New in Inventor 2017Document46 paginiWhats New in Inventor 2017KarisoÎncă nu există evaluări
- EJMA Bellows CalculatorDocument3 paginiEJMA Bellows CalculatorJulian MorantesÎncă nu există evaluări
- PMPa006 A Comparison of Extenders in Semi-Gloss Emulsion Paints June 2009Document2 paginiPMPa006 A Comparison of Extenders in Semi-Gloss Emulsion Paints June 2009Dian Pires100% (2)
- 7-Ideal and Real GasDocument12 pagini7-Ideal and Real GasLeoThomasÎncă nu există evaluări
- Steam ConsumptionDocument4 paginiSteam ConsumptionhuahmedÎncă nu există evaluări
- Tabla Rating-Pressure ASME B16.5..Document5 paginiTabla Rating-Pressure ASME B16.5..Wilson Ramirez ZuniniÎncă nu există evaluări
- Tubesheet Calculation: Step 1Document2 paginiTubesheet Calculation: Step 1Bintang LazuardiÎncă nu există evaluări
- Thermascrew: Advanced FeaturesDocument3 paginiThermascrew: Advanced FeaturesFLIRIDIR1678Încă nu există evaluări
- Asme2b sb-234Document10 paginiAsme2b sb-234fdfsdfsdfsdfÎncă nu există evaluări
- Mixing Mechanical Design FundamentalsDocument53 paginiMixing Mechanical Design FundamentalsKyriakos MichalakiÎncă nu există evaluări
- Question 1: Bezier Quadratic Curve Successive Linear Interpolation EquationDocument4 paginiQuestion 1: Bezier Quadratic Curve Successive Linear Interpolation Equationaushad3mÎncă nu există evaluări
- Design and Study of Floating Roofs For Oil Storage TanksDocument12 paginiDesign and Study of Floating Roofs For Oil Storage TanksDavid RodriguesÎncă nu există evaluări
- Vra Types Sealing For AgitatorDocument4 paginiVra Types Sealing For Agitatorxiaohe2019Încă nu există evaluări
- Ramdas Osborne Ortt 1980 PDFDocument10 paginiRamdas Osborne Ortt 1980 PDFSebastian PinzonÎncă nu există evaluări
- AgitatorDocument3 paginiAgitatorMarcelo PerettiÎncă nu există evaluări
- Gas Flow Calculation AGA3Document1 paginăGas Flow Calculation AGA3ijaz ahmadÎncă nu există evaluări
- ACS Montz BrochureDocument11 paginiACS Montz BrochureMarcoAlbaÎncă nu există evaluări
- A193B7 MaxTemp AllwbleStress - Portland BoltDocument5 paginiA193B7 MaxTemp AllwbleStress - Portland BoltAnonymous nw5AXJqjdÎncă nu există evaluări
- Vacuum Systems PDFDocument12 paginiVacuum Systems PDFSnigdha YadavÎncă nu există evaluări
- Inha CatalogueDocument16 paginiInha CatalogueJorge ValenciaÎncă nu există evaluări
- Chlorine: International Thermodynamic Tables of the Fluid StateDe la EverandChlorine: International Thermodynamic Tables of the Fluid StateÎncă nu există evaluări
- Electrical Resistivity of Fly AshDocument10 paginiElectrical Resistivity of Fly AshprashanthÎncă nu există evaluări
- 1-Thermoset Stator Bar Insulation SystemsDocument10 pagini1-Thermoset Stator Bar Insulation SystemsAndres QuirozÎncă nu există evaluări
- RITZ-Transformadores de Medida Tension Standard ESP 2014 01Document9 paginiRITZ-Transformadores de Medida Tension Standard ESP 2014 01Javier CuzcoÎncă nu există evaluări
- Electrostatic PrecipitatorsDocument6 paginiElectrostatic PrecipitatorsranveerÎncă nu există evaluări
- Membrane Wesp Rev4Document12 paginiMembrane Wesp Rev4dawn.devÎncă nu există evaluări
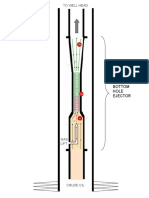
- BOTTOMHOLEEJECTORDocument1 paginăBOTTOMHOLEEJECTORdonyaÎncă nu există evaluări
- Distillation Trays That Operate Beyond The Limits of Gravity by Using Centrifugal SeparationDocument6 paginiDistillation Trays That Operate Beyond The Limits of Gravity by Using Centrifugal SeparationdonyaÎncă nu există evaluări
- Option Selection Program: Select Your Reason For Using This ProgramDocument2 paginiOption Selection Program: Select Your Reason For Using This ProgramdonyaÎncă nu există evaluări
- Questionnaire For: Liquid Jet Vacuum Ejectors For Continuous OperationDocument2 paginiQuestionnaire For: Liquid Jet Vacuum Ejectors For Continuous OperationdonyaÎncă nu există evaluări
- Chemical Engineering CommunicationsDocument15 paginiChemical Engineering CommunicationsdonyaÎncă nu există evaluări
- Pressure Drop Measurements in Distillatio ColumnsDocument5 paginiPressure Drop Measurements in Distillatio Columnsdonya100% (1)
- FF - Mar-Apr - 2018 - Zero Waste Urea Production - ONLINEDocument3 paginiFF - Mar-Apr - 2018 - Zero Waste Urea Production - ONLINEdonyaÎncă nu există evaluări
- Size Distributions in Strongly Coalescing Agitated Liquid-Liquid SystemsDocument4 paginiSize Distributions in Strongly Coalescing Agitated Liquid-Liquid SystemsdonyaÎncă nu există evaluări
- (Paperhub Ir) 10 1021@ie950674wDocument14 pagini(Paperhub Ir) 10 1021@ie950674wdonyaÎncă nu există evaluări
- Theresa Renee Anthony: All Rights ReservedDocument53 paginiTheresa Renee Anthony: All Rights ReserveddonyaÎncă nu există evaluări
- Objectlistview Python Edition StableDocument77 paginiObjectlistview Python Edition StabledonyaÎncă nu există evaluări
- Modelling Gas Liquid Flow in Venturi SCR PDFDocument7 paginiModelling Gas Liquid Flow in Venturi SCR PDFdonyaÎncă nu există evaluări
- Experimental Investigation of An Ejector: Received 6 September 1985 Revised 16 September 1985Document3 paginiExperimental Investigation of An Ejector: Received 6 September 1985 Revised 16 September 1985donyaÎncă nu există evaluări
- 1975163Document2 pagini1975163donyaÎncă nu există evaluări
- Questionnaire For: Liquid Jet Liquid EjectorsDocument2 paginiQuestionnaire For: Liquid Jet Liquid EjectorsdonyaÎncă nu există evaluări
- Inventions 04 00016Document54 paginiInventions 04 00016donyaÎncă nu există evaluări
- 291-Questionnaire-Jet and Venturi scrubbers-EN-161202-STDocument2 pagini291-Questionnaire-Jet and Venturi scrubbers-EN-161202-STdonyaÎncă nu există evaluări
- Data Sheet Ejector PDFDocument1 paginăData Sheet Ejector PDFdonyaÎncă nu există evaluări
- Ejector Modeling in HYSYS PDFDocument5 paginiEjector Modeling in HYSYS PDFdonyaÎncă nu există evaluări
- Welcome To The Interactive Help Feature PDFDocument85 paginiWelcome To The Interactive Help Feature PDFdonyaÎncă nu există evaluări
- D08 049 PDFDocument10 paginiD08 049 PDFRashminda AttanayakeÎncă nu există evaluări
- Zincalume G550 G550S PDFDocument2 paginiZincalume G550 G550S PDFkartikkeyyanÎncă nu există evaluări
- TDS LF-360Document2 paginiTDS LF-360Ofer ShochetÎncă nu există evaluări
- Assignment 1 SolutionDocument7 paginiAssignment 1 SolutionMeirzhan YerzhanovÎncă nu există evaluări
- Table UCS-56-11 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 15EDocument5 paginiTable UCS-56-11 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 15EMechanicalÎncă nu există evaluări
- FLOWTEK - Ficha Tecnica-ComprimidoDocument8 paginiFLOWTEK - Ficha Tecnica-ComprimidoJosé BrionesÎncă nu există evaluări
- ATOMSDocument55 paginiATOMSIsmit GuragainÎncă nu există evaluări
- MolarityDocument2 paginiMolaritygovardhan50Încă nu există evaluări
- Unit I PCPDocument60 paginiUnit I PCPsuranjana26Încă nu există evaluări
- Errors in Chemical Analysis - Lecture 3Document20 paginiErrors in Chemical Analysis - Lecture 3Acidri AbdulkarimÎncă nu există evaluări
- MARK NeocareP3R 1303 Customer 2pages PDFDocument2 paginiMARK NeocareP3R 1303 Customer 2pages PDFOrestis TzimasÎncă nu există evaluări
- Strength of Materialspretest Assignment1Document2 paginiStrength of Materialspretest Assignment1Nellai VprÎncă nu există evaluări
- Informacion Del MonoetilenglicolDocument14 paginiInformacion Del MonoetilenglicolMartin Oscar Pacheco AlvarezÎncă nu există evaluări
- Bab 07 - k2 - Struktur Dan EseiDocument30 paginiBab 07 - k2 - Struktur Dan EseiazharsarahÎncă nu există evaluări
- Safety Management Chapter 3Document111 paginiSafety Management Chapter 3Yael LawlietÎncă nu există evaluări
- Water Clarification Using Moringa Oleifera SeedsDocument4 paginiWater Clarification Using Moringa Oleifera SeedsGreen Action Sustainable Technology GroupÎncă nu există evaluări
- NucleotideDocument56 paginiNucleotideDhara NPÎncă nu există evaluări
- Hytrel Product Reference GuideDocument4 paginiHytrel Product Reference GuideashkansoheylÎncă nu există evaluări
- Elemental Parts CatalogueDocument112 paginiElemental Parts CatalogueLuis LagunaÎncă nu există evaluări
- DPP - Structure of Atom - Chemistry - Victory PDFDocument5 paginiDPP - Structure of Atom - Chemistry - Victory PDFAnshul VermaÎncă nu există evaluări
- Babu Banarasi Das: Practice QuestionsDocument7 paginiBabu Banarasi Das: Practice QuestionsNeeraj KshatriyaÎncă nu există evaluări
- What Is Lithium CarbonateDocument8 paginiWhat Is Lithium CarbonateNurAneesaÎncă nu există evaluări
- Kinetic Interpretation of TemperatureDocument2 paginiKinetic Interpretation of Temperaturegozombie43Încă nu există evaluări