S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Option Selection Program: Select Your Reason For Using This ProgramDocument2 paginiOption Selection Program: Select Your Reason For Using This ProgramdonyaÎncă nu există evaluări
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- (translate68.ir مترجم متن) 10.1088 - 0959-5309 - 57 - 4 - 301Document13 pagini(translate68.ir مترجم متن) 10.1088 - 0959-5309 - 57 - 4 - 301donyaÎncă nu există evaluări
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- © Association For Scientific Research: Mathematical and Computational Applications, Vol. 15, No. 1, Pp. 137-147, 2010Document11 pagini© Association For Scientific Research: Mathematical and Computational Applications, Vol. 15, No. 1, Pp. 137-147, 2010Mocheedy UbahÎncă nu există evaluări
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Questionnaire For: Liquid Jet Vacuum Ejectors For Continuous OperationDocument2 paginiQuestionnaire For: Liquid Jet Vacuum Ejectors For Continuous OperationdonyaÎncă nu există evaluări
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- (Doi 10.1002/0471238961), - Kirk-Othmer Encyclopedia of Chemical TechnologyDocument13 pagini(Doi 10.1002/0471238961), - Kirk-Othmer Encyclopedia of Chemical TechnologyHenry ArenasÎncă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
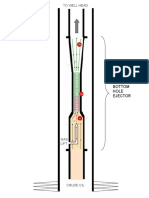
- BOTTOMHOLEEJECTORDocument1 paginăBOTTOMHOLEEJECTORdonyaÎncă nu există evaluări
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Flame Arrester Technical Form: SocietyDocument7 paginiFlame Arrester Technical Form: SocietyHmd MokhtariÎncă nu există evaluări
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- 6200 Area - Urea Plant: Process OverviewDocument8 pagini6200 Area - Urea Plant: Process OverviewtreyzzztylerÎncă nu există evaluări
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Objectlistview Python Edition StableDocument77 paginiObjectlistview Python Edition StabledonyaÎncă nu există evaluări
- Pressure Drop Measurements in Distillatio ColumnsDocument5 paginiPressure Drop Measurements in Distillatio Columnsdonya100% (1)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Processes MTP 03 00684 v2Document15 paginiProcesses MTP 03 00684 v2akshaykgÎncă nu există evaluări
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- Distillation Trays That Operate Beyond The Limits of Gravity by Using Centrifugal SeparationDocument6 paginiDistillation Trays That Operate Beyond The Limits of Gravity by Using Centrifugal SeparationdonyaÎncă nu există evaluări
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Chemical Engineering CommunicationsDocument15 paginiChemical Engineering CommunicationsdonyaÎncă nu există evaluări
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- E-03.0) General Static-Mixing Customer Specification QuestionnaireDocument2 paginiE-03.0) General Static-Mixing Customer Specification QuestionnairedonyaÎncă nu există evaluări
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- (Paperhub Ir) 10 1021@ie950674wDocument14 pagini(Paperhub Ir) 10 1021@ie950674wdonyaÎncă nu există evaluări
- FF - Mar-Apr - 2018 - Zero Waste Urea Production - ONLINEDocument3 paginiFF - Mar-Apr - 2018 - Zero Waste Urea Production - ONLINEdonyaÎncă nu există evaluări
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- Size Distributions in Strongly Coalescing Agitated Liquid-Liquid SystemsDocument4 paginiSize Distributions in Strongly Coalescing Agitated Liquid-Liquid SystemsdonyaÎncă nu există evaluări
- Inventions 04 00016Document54 paginiInventions 04 00016donyaÎncă nu există evaluări
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Size Distributions in Strongly Coalescing Agitated Liquid-Liquid SystemsDocument4 paginiSize Distributions in Strongly Coalescing Agitated Liquid-Liquid SystemsdonyaÎncă nu există evaluări
- Modelling Gas Liquid Flow in Venturi SCR PDFDocument7 paginiModelling Gas Liquid Flow in Venturi SCR PDFdonyaÎncă nu există evaluări
- Theresa Renee Anthony: All Rights ReservedDocument53 paginiTheresa Renee Anthony: All Rights ReserveddonyaÎncă nu există evaluări
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Experimental Investigation of An Ejector: Received 6 September 1985 Revised 16 September 1985Document3 paginiExperimental Investigation of An Ejector: Received 6 September 1985 Revised 16 September 1985donyaÎncă nu există evaluări
- 291-Questionnaire-Jet and Venturi scrubbers-EN-161202-STDocument2 pagini291-Questionnaire-Jet and Venturi scrubbers-EN-161202-STdonyaÎncă nu există evaluări
- Processes MTP 03 00684 v2Document15 paginiProcesses MTP 03 00684 v2akshaykgÎncă nu există evaluări
- 1975163Document2 pagini1975163donyaÎncă nu există evaluări
- Entropy: Thermodynamic Modelling of An Ejector With Compressible Flow by A One-Dimensional ApproachDocument15 paginiEntropy: Thermodynamic Modelling of An Ejector With Compressible Flow by A One-Dimensional Approachkoustavghosh1986Încă nu există evaluări
- Questionnaire For: Liquid Jet Liquid EjectorsDocument2 paginiQuestionnaire For: Liquid Jet Liquid EjectorsdonyaÎncă nu există evaluări
- Data Sheet Ejector PDFDocument1 paginăData Sheet Ejector PDFdonyaÎncă nu există evaluări
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- 4244 12672 1 PB PDFDocument15 pagini4244 12672 1 PB PDFVinh Do ThanhÎncă nu există evaluări
- Activity Sheet Housekeeping Week - 8 - Grades 9-10Document5 paginiActivity Sheet Housekeeping Week - 8 - Grades 9-10Anne AlejandrinoÎncă nu există evaluări
- Invitation of Nomination For The Rajiv Gandhi Wildlife Conservation Award For The Year 2011&2012Document2 paginiInvitation of Nomination For The Rajiv Gandhi Wildlife Conservation Award For The Year 2011&2012Naresh KadyanÎncă nu există evaluări
- Template Remarks For IIDocument18 paginiTemplate Remarks For IIjasleeneceÎncă nu există evaluări
- MFD16I003 FinalDocument16 paginiMFD16I003 FinalAditya KumarÎncă nu există evaluări
- Starbucks Progressive Web App: Case StudyDocument2 paginiStarbucks Progressive Web App: Case StudyYesid SuárezÎncă nu există evaluări
- DS SX1280-1-2 V3.0Document143 paginiDS SX1280-1-2 V3.0bkzzÎncă nu există evaluări
- NIFT GAT Sample Test Paper 1Document13 paginiNIFT GAT Sample Test Paper 1goelÎncă nu există evaluări
- Gummy Bear Story RubricDocument1 paginăGummy Bear Story Rubricapi-365008921Încă nu există evaluări
- Chemical Classification of HormonesDocument65 paginiChemical Classification of HormonesetÎncă nu există evaluări
- Letter Writing: An Informative Powerpoint About LetterDocument11 paginiLetter Writing: An Informative Powerpoint About LetterMalik KamranÎncă nu există evaluări
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- DescriptiveDocument1 paginăDescriptiveRizqa Anisa FadhilahÎncă nu există evaluări
- Malampaya Case StudyDocument15 paginiMalampaya Case StudyMark Kenneth ValerioÎncă nu există evaluări
- 3.2.1 The Role of Market Research and Methods UsedDocument42 pagini3.2.1 The Role of Market Research and Methods Usedsana jaleelÎncă nu există evaluări
- ABS Electrical System Tiba 2Document8 paginiABS Electrical System Tiba 2ﺍﻟﻄﺎﺋﺮ ﺍﻟﺤﺰﻳﻦÎncă nu există evaluări
- Eco EssayDocument3 paginiEco EssaymanthanÎncă nu există evaluări
- BDRRM Sample Draft EoDocument5 paginiBDRRM Sample Draft EoJezreelJhizelRamosMendozaÎncă nu există evaluări
- Teaching Plan - Math 8 Week 1-8 PDFDocument8 paginiTeaching Plan - Math 8 Week 1-8 PDFRYAN C. ENRIQUEZÎncă nu există evaluări
- COMMISSIONING COUPLE Aafidavit SANKET DOCTORDocument2 paginiCOMMISSIONING COUPLE Aafidavit SANKET DOCTORYogesh ChaudhariÎncă nu există evaluări
- Ezpdf Reader 1 9 8 1Document1 paginăEzpdf Reader 1 9 8 1AnthonyÎncă nu există evaluări
- Basler Electric TCCDocument7 paginiBasler Electric TCCGalih Trisna NugrahaÎncă nu există evaluări
- 12 Constructor and DistructorDocument15 pagini12 Constructor and DistructorJatin BhasinÎncă nu există evaluări
- British Birds 10 LondDocument376 paginiBritish Birds 10 Londcassy98Încă nu există evaluări
- Ccu 3900alDocument3 paginiCcu 3900alTourchianÎncă nu există evaluări
- Commercial BanksDocument11 paginiCommercial BanksSeba MohantyÎncă nu există evaluări
- Makerere University Is Inviting Applications For Undergraduate Admissions On Private Sponsorship For Academic Year 2015/2016Document9 paginiMakerere University Is Inviting Applications For Undergraduate Admissions On Private Sponsorship For Academic Year 2015/2016The Campus TimesÎncă nu există evaluări
- API IND DS2 en Excel v2 10081834Document462 paginiAPI IND DS2 en Excel v2 10081834Suvam PatelÎncă nu există evaluări
- Islcollective Present SimpleDocument2 paginiIslcollective Present Simplecrisan mirunaÎncă nu există evaluări
- Andromeda: Druid 3 Warborn06Document5 paginiAndromeda: Druid 3 Warborn06AlanÎncă nu există evaluări
- Encapsulation of Objects and Methods in C++Document46 paginiEncapsulation of Objects and Methods in C++Scott StanleyÎncă nu există evaluări
- Daily Plankton Agrabinta CianjurDocument141 paginiDaily Plankton Agrabinta CianjurPutra Cahya GemilangÎncă nu există evaluări
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialDe la EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialÎncă nu există evaluări
- Fire on the Horizon: The Untold Story of the Gulf Oil DisasterDe la EverandFire on the Horizon: The Untold Story of the Gulf Oil DisasterÎncă nu există evaluări
- Shorting the Grid: The Hidden Fragility of Our Electric GridDe la EverandShorting the Grid: The Hidden Fragility of Our Electric GridEvaluare: 4.5 din 5 stele4.5/5 (2)
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesDe la EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesEvaluare: 4.5 din 5 stele4.5/5 (21)
- Solar Power Demystified: The Beginners Guide To Solar Power, Energy Independence And Lower BillsDe la EverandSolar Power Demystified: The Beginners Guide To Solar Power, Energy Independence And Lower BillsEvaluare: 4.5 din 5 stele4.5/5 (2)
- Handbook on Battery Energy Storage SystemDe la EverandHandbook on Battery Energy Storage SystemEvaluare: 4.5 din 5 stele4.5/5 (2)
- Global Landscape of Renewable Energy FinanceDe la EverandGlobal Landscape of Renewable Energy FinanceÎncă nu există evaluări