S-ar putea să vă placă și
- Traduccion VirtualmarkTCPDocument4 paginiTraduccion VirtualmarkTCPFrancisco MendozaÎncă nu există evaluări
- Secuencia Paso A Paso MaximoDocument3 paginiSecuencia Paso A Paso MaximoMarissa GonzalezÎncă nu există evaluări
- Practica No 1Document6 paginiPractica No 1Abraham Chacón Quisisani100% (1)
- FLUKE 9103 Pozo Seco Manual Basico de UsoDocument3 paginiFLUKE 9103 Pozo Seco Manual Basico de UsoJuan camilo AlbarracinÎncă nu există evaluări
- Examen Tercer Corte PLCDocument2 paginiExamen Tercer Corte PLCGerardo A. NavarreteÎncă nu există evaluări
- Optotransistor de Encapsulado RanuradoDocument17 paginiOptotransistor de Encapsulado Ranuradoxxxdanielsss100% (1)
- Trabajoprc 3 A 1 CticofinalDocument2 paginiTrabajoprc 3 A 1 Cticofinalarley7rÎncă nu există evaluări
- Practica 5Document3 paginiPractica 5Fer Iglesias0% (2)
- LAB4Document4 paginiLAB4Jorge BorjaÎncă nu există evaluări
- Enlace Entre Dos PLCDocument20 paginiEnlace Entre Dos PLCAldo GtzÎncă nu există evaluări
- Informe 1Document10 paginiInforme 1meljazpÎncă nu există evaluări
- Manual AkoDocument2 paginiManual AkoAntonio FloridoÎncă nu există evaluări
- Manual 768D PDFDocument7 paginiManual 768D PDFEsteban CruzÎncă nu există evaluări
- Informe de SensoresDocument13 paginiInforme de SensoresVeronica Montaño RojasÎncă nu există evaluări
- Aletas de Seccion Uniforme LaboratorioDocument13 paginiAletas de Seccion Uniforme LaboratorioFabri BenalcazarÎncă nu există evaluări
- Mecanismo de Un PresostatoDocument4 paginiMecanismo de Un PresostatoFreddy Jesus Ingaruca Orihuela50% (2)
- Arduino y Matlab (Funcion de Transferencia)Document3 paginiArduino y Matlab (Funcion de Transferencia)Alejandro mora lopez0% (1)
- Informe PLC BatchDocument12 paginiInforme PLC BatchSebastian Castro100% (1)
- Informe 2Document13 paginiInforme 2Victor Hugo Cabezas Echevarria0% (2)
- Puertos de ComunicaciónDocument7 paginiPuertos de ComunicaciónBryam CabreraÎncă nu există evaluări
- El TermistorDocument13 paginiEl TermistormeljazpÎncă nu există evaluări
- Estrategias Avanzadas de Control IDocument24 paginiEstrategias Avanzadas de Control IMauricio SerranoÎncă nu există evaluări
- CT EcoDocument2 paginiCT EcoJorge HÎncă nu există evaluări
- Medida Del Tiempo en Un PICDocument17 paginiMedida Del Tiempo en Un PICjimmy_osvaldoÎncă nu există evaluări
- Informe de Contro e Intrumentacion de Calefactor LabviewDocument25 paginiInforme de Contro e Intrumentacion de Calefactor LabviewJimmy Medina InfantesÎncă nu există evaluări
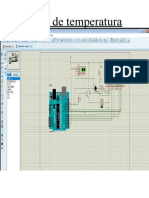
- Control de TemperaturaDocument5 paginiControl de TemperaturaNubis Maria ParejoÎncă nu există evaluări
- Tarea2 Cuestionario Control On-Off PDFDocument8 paginiTarea2 Cuestionario Control On-Off PDFYamil JuarezÎncă nu există evaluări
- Tacometro DigitalDocument5 paginiTacometro Digitalever5iba5ezÎncă nu există evaluări
- Diagrama PDocument10 paginiDiagrama PMichael ThebbesiÎncă nu există evaluări
- Informe Práctica Nro. 4: Diseñar Aplicaciones Con La Interfaz Intercircuito. (I2C)Document22 paginiInforme Práctica Nro. 4: Diseñar Aplicaciones Con La Interfaz Intercircuito. (I2C)Victorino VillamizarÎncă nu există evaluări
- Visio Primera ActividadDocument4 paginiVisio Primera Actividadlopez1995Încă nu există evaluări
- Problemario Estabilidad Segúnda ParteDocument18 paginiProblemario Estabilidad Segúnda ParteCarlos Uriel Martinez TinocoÎncă nu există evaluări
- Cartilla Automatizacion Industrial y PLC 2013Document67 paginiCartilla Automatizacion Industrial y PLC 2013albaizetaÎncă nu există evaluări
- Descripción de Los FlancosDocument3 paginiDescripción de Los FlancosAnonymous Tr7Gt0Încă nu există evaluări
- Modelos Matlab-SimulinkDocument152 paginiModelos Matlab-SimulinkFrancisco Javier AcostaÎncă nu există evaluări
- Intercambiadores de Calor DocxDocument36 paginiIntercambiadores de Calor DocxAlex VidalÎncă nu există evaluări
- Ejercicios de Algebra de ConmutacionDocument4 paginiEjercicios de Algebra de ConmutacionrrÎncă nu există evaluări
- Hacer Control de Temperatura para IncubadoraDocument3 paginiHacer Control de Temperatura para IncubadoraMario Riquelme GuzmánÎncă nu există evaluări
- Grafcet de Un Tanque de AguaDocument6 paginiGrafcet de Un Tanque de AguaC.u. DamianÎncă nu există evaluări
- Entradas y Salidas de Un PLC PDFDocument13 paginiEntradas y Salidas de Un PLC PDFKcho AnteloÎncă nu există evaluări
- Problemas Resueltos Aeromotores: Turborreactor BiejeDocument13 paginiProblemas Resueltos Aeromotores: Turborreactor BiejeJorgeÎncă nu există evaluări
- Comunicacion Serial 2PIC-InFORMEDocument7 paginiComunicacion Serial 2PIC-InFORMEErik Quijije ZambranoÎncă nu există evaluări
- 67 83Document17 pagini67 83Itseed CorcaÎncă nu există evaluări
- Diseño de Controladores MapaDocument1 paginăDiseño de Controladores MapaMizael MerinoÎncă nu există evaluări
- Planteamiento Del ProblemaDocument3 paginiPlanteamiento Del ProblemaMiguel LazarteÎncă nu există evaluări
- Antecedentes de Sensores de TemperaturaDocument3 paginiAntecedentes de Sensores de TemperaturaAngel Mason AltamiranoÎncă nu există evaluări
- Topologías de ControlDocument13 paginiTopologías de ControlEzequiel CurinaoÎncă nu există evaluări
- Mecanismo Bola BarraDocument6 paginiMecanismo Bola BarraJorgeaaaÎncă nu există evaluări
- Diseno de Un Ecualizador de Cuatro BandasDocument142 paginiDiseno de Un Ecualizador de Cuatro Bandasjuan pablo rojas ruizÎncă nu există evaluări
- Tipos de ControlesDocument8 paginiTipos de ControlesFreddcastÎncă nu există evaluări
- Fuentes de InterrupcionDocument4 paginiFuentes de InterrupcionJoel SalahÎncă nu există evaluări
- Informe Termistor Alexander MoyaDocument3 paginiInforme Termistor Alexander MoyaOscar RodriguezÎncă nu există evaluări
- TALLERn2nDEnLOGICAnPROGRAMABLE 316395f5f03c64eDocument6 paginiTALLERn2nDEnLOGICAnPROGRAMABLE 316395f5f03c64ejean paul gonzalezÎncă nu există evaluări
- Sistema de Control Automatico de Un GarajeDocument2 paginiSistema de Control Automatico de Un GarajeGRINGEKOÎncă nu există evaluări
- Lab 1, Fuente de Voltaje de 180 Voltios DCDocument6 paginiLab 1, Fuente de Voltaje de 180 Voltios DCNicolas ValbuenaÎncă nu există evaluări
- Ejsistemas2doorden ExerciseDocument5 paginiEjsistemas2doorden Exerciserava1111Încă nu există evaluări
- Guia Numero 3Document2 paginiGuia Numero 3Ömar Yesid DimatêÎncă nu există evaluări
- DocumentoDocument3 paginiDocumentoÖmar Yesid DimatêÎncă nu există evaluări
- Examen PLCDocument2 paginiExamen PLCHugo Carhuallanqui100% (2)
- Problema FinalDocument2 paginiProblema FinalRosa Elvira HuamaniÎncă nu există evaluări
- Antibioticos y Analgésicos OralesDocument16 paginiAntibioticos y Analgésicos OralesTatiana MoreraÎncă nu există evaluări
- Importancia Del RenacimientoDocument14 paginiImportancia Del RenacimientoJorge Lasprilla100% (1)
- Catalogo Calendarios Navarrete 2021Document48 paginiCatalogo Calendarios Navarrete 2021surojascamonesÎncă nu există evaluări
- Práctica #7 - Reacciones QuímicasDocument9 paginiPráctica #7 - Reacciones QuímicasJORGE0% (1)
- Hongos MicroDocument3 paginiHongos MicroAlejandroÎncă nu există evaluări
- Historia de La EpidemiologiaDocument4 paginiHistoria de La EpidemiologiakelyÎncă nu există evaluări
- Geologia y Estratigrafia de ManaguaDocument12 paginiGeologia y Estratigrafia de ManaguaGermanCanalesÎncă nu există evaluări
- La LunaDocument11 paginiLa LunaluzÎncă nu există evaluări
- 1º BÁSICOS Del 24 Al 28 de Agosto HISTORIADocument2 pagini1º BÁSICOS Del 24 Al 28 de Agosto HISTORIAYlse Nataly Toledo SanchezÎncă nu există evaluări
- Nota Plantas Nativas Con Valor OrnamentalDocument8 paginiNota Plantas Nativas Con Valor Ornamentalalexisgk100% (1)
- Prueba OTISDocument7 paginiPrueba OTISHenry Alvarez85% (13)
- Proyecto Ing Mecanica RECORREGIDODocument32 paginiProyecto Ing Mecanica RECORREGIDOYohanny NuñezÎncă nu există evaluări
- Guia Trabajo CinematicaDocument15 paginiGuia Trabajo CinematicaShirley sadiht Córdova GarcíaÎncă nu există evaluări
- Grandes Puentes y Su Historia PDFDocument41 paginiGrandes Puentes y Su Historia PDFCarlos TAPIA CABRERAÎncă nu există evaluări
- FT-FM-098 Gel Antibacterial Inst. Blue FULLERDocument4 paginiFT-FM-098 Gel Antibacterial Inst. Blue FULLERJuan Sebastian CastroÎncă nu există evaluări
- Curriculo Priorizado Completo Media. (1) DestrezasDocument56 paginiCurriculo Priorizado Completo Media. (1) DestrezasfabianpallopavonÎncă nu există evaluări
- Act-3 Evaluación de La DistanciaDocument12 paginiAct-3 Evaluación de La DistanciafuamencioÎncă nu există evaluări
- Urteaga Sobre La Noción de Recurso NaturalDocument16 paginiUrteaga Sobre La Noción de Recurso NaturalClaudia LedesmaÎncă nu există evaluări
- Seminario Unidad 4Document26 paginiSeminario Unidad 4María RodríguezÎncă nu există evaluări
- Evaluación Primer Bimestre - Econ - 3013 - Microeconomia IiiDocument14 paginiEvaluación Primer Bimestre - Econ - 3013 - Microeconomia IiiJuan RealÎncă nu există evaluări
- PatchBay Definicion Tipos UsosDocument10 paginiPatchBay Definicion Tipos UsosOscar BetinÎncă nu există evaluări
- 3reporte Clinico Miguel Ángel Ortiz Sánchez TERMINADODocument14 pagini3reporte Clinico Miguel Ángel Ortiz Sánchez TERMINADOMiguel OrtizÎncă nu există evaluări
- Ejercicios de Reacciones Químicas Con RendimientoDocument1 paginăEjercicios de Reacciones Químicas Con RendimientoClases particulares en la LagunaÎncă nu există evaluări
- La Unidad Minera Raura SDocument3 paginiLa Unidad Minera Raura SArems Ramírez RiveraÎncă nu există evaluări
- Historia Del JazzDocument2 paginiHistoria Del JazzRóger Édgard Antón FabiánÎncă nu există evaluări
- 2.0 Semana 2 - Sesion 6 - Cabeza Calculada en Balance MetalúrgicoDocument12 pagini2.0 Semana 2 - Sesion 6 - Cabeza Calculada en Balance MetalúrgicoOscar Infantes suarezÎncă nu există evaluări
- Radicales AlquiloDocument7 paginiRadicales AlquiloAlan Contreras100% (1)
- Como Identificar Las TexturasDocument6 paginiComo Identificar Las TexturasSuary DiazÎncă nu există evaluări
- Guía FuncionesDocument8 paginiGuía FuncionesLuis Mora ArocaÎncă nu există evaluări
- Tarea 2 - Biofisica IiDocument2 paginiTarea 2 - Biofisica Iianahi arzamendiaÎncă nu există evaluări
- Inteligencia artificial: Lo que usted necesita saber sobre el aprendizaje automático, robótica, aprendizaje profundo, Internet de las cosas, redes neuronales, y nuestro futuroDe la EverandInteligencia artificial: Lo que usted necesita saber sobre el aprendizaje automático, robótica, aprendizaje profundo, Internet de las cosas, redes neuronales, y nuestro futuroEvaluare: 4 din 5 stele4/5 (1)
- Guía para la aplicación de ISO 9001 2015De la EverandGuía para la aplicación de ISO 9001 2015Evaluare: 4 din 5 stele4/5 (1)
- Ciencia de datos: La serie de conocimientos esenciales de MIT PressDe la EverandCiencia de datos: La serie de conocimientos esenciales de MIT PressEvaluare: 5 din 5 stele5/5 (1)
- Influencia. La psicología de la persuasiónDe la EverandInfluencia. La psicología de la persuasiónEvaluare: 4.5 din 5 stele4.5/5 (14)
- El trading de opciones de una forma sencilla: La guía introductoria al trading de opciones y a las principales estrategias de beneficios.De la EverandEl trading de opciones de una forma sencilla: La guía introductoria al trading de opciones y a las principales estrategias de beneficios.Evaluare: 5 din 5 stele5/5 (1)
- EL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.De la EverandEL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.Evaluare: 4 din 5 stele4/5 (51)
- 7 tendencias digitales que cambiarán el mundoDe la Everand7 tendencias digitales que cambiarán el mundoEvaluare: 4.5 din 5 stele4.5/5 (87)
- Sistema de gestión lean para principiantes: Fundamentos del sistema de gestión lean para pequeñas y medianas empresas - con muchos ejemplos prácticosDe la EverandSistema de gestión lean para principiantes: Fundamentos del sistema de gestión lean para pequeñas y medianas empresas - con muchos ejemplos prácticosEvaluare: 4 din 5 stele4/5 (16)
- Agile: Una guía para la Gestión de Proyectos Agile con Scrum, Kanban y LeanDe la EverandAgile: Una guía para la Gestión de Proyectos Agile con Scrum, Kanban y LeanEvaluare: 5 din 5 stele5/5 (1)
- Clics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaDe la EverandClics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaEvaluare: 4.5 din 5 stele4.5/5 (117)
- Python Paso a paso: PROGRAMACIÓN INFORMÁTICA/DESARROLLO DE SOFTWAREDe la EverandPython Paso a paso: PROGRAMACIÓN INFORMÁTICA/DESARROLLO DE SOFTWAREEvaluare: 4 din 5 stele4/5 (13)
- Conquista de las Redes Sociales: 201 Consejos para Marketeros y Emprendedores DigitalesDe la EverandConquista de las Redes Sociales: 201 Consejos para Marketeros y Emprendedores DigitalesEvaluare: 4.5 din 5 stele4.5/5 (2)
- Excel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másDe la EverandExcel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másEvaluare: 2.5 din 5 stele2.5/5 (3)
- Excel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteDe la EverandExcel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteEvaluare: 1 din 5 stele1/5 (1)
- Scrum Las Estrategias del Juego: Es Póker, No AjedrezDe la EverandScrum Las Estrategias del Juego: Es Póker, No AjedrezEvaluare: 5 din 5 stele5/5 (1)
- El Mom Test: Cómo Mantener Conversaciones con tus Clientes y Validar tu Idea de Negocio Cuando Todos te MientenDe la EverandEl Mom Test: Cómo Mantener Conversaciones con tus Clientes y Validar tu Idea de Negocio Cuando Todos te MientenEvaluare: 5 din 5 stele5/5 (8)
- Aprender HTML5, CSS3 y Javascript con 100 ejereciosDe la EverandAprender HTML5, CSS3 y Javascript con 100 ejereciosEvaluare: 5 din 5 stele5/5 (2)
- Radiocomunicaciones: Teoría y principiosDe la EverandRadiocomunicaciones: Teoría y principiosEvaluare: 5 din 5 stele5/5 (3)
- Manual técnico para la interpretación de análisis de suelos y fertilización de cultivosDe la EverandManual técnico para la interpretación de análisis de suelos y fertilización de cultivosEvaluare: 4 din 5 stele4/5 (1)
- Toma de decisiones en las empresas: Entre el arte y la técnica: Metodologías, modelos y herramientasDe la EverandToma de decisiones en las empresas: Entre el arte y la técnica: Metodologías, modelos y herramientasÎncă nu există evaluări
- Ciberseguridad: Una Simple Guía para Principiantes sobre Ciberseguridad, Redes Informáticas y Cómo Protegerse del Hacking en Forma de Phishing, Malware, Ransomware e Ingeniería SocialDe la EverandCiberseguridad: Una Simple Guía para Principiantes sobre Ciberseguridad, Redes Informáticas y Cómo Protegerse del Hacking en Forma de Phishing, Malware, Ransomware e Ingeniería SocialEvaluare: 4.5 din 5 stele4.5/5 (11)
- Ingeniería química. Soluciones a los problemas del tomo IDe la EverandIngeniería química. Soluciones a los problemas del tomo IÎncă nu există evaluări
- El dilema humano: Del Homo sapiens al Homo techDe la EverandEl dilema humano: Del Homo sapiens al Homo techEvaluare: 4 din 5 stele4/5 (1)
- Ingeniería de Sonido. Conceptos, fundamentos y casos prácticos: CINE, TELEVISIÓN Y RADIODe la EverandIngeniería de Sonido. Conceptos, fundamentos y casos prácticos: CINE, TELEVISIÓN Y RADIOEvaluare: 4.5 din 5 stele4.5/5 (8)
- Diseño, construcción y pruebas de horno prototipo semicontinuo para producir cerámicaDe la EverandDiseño, construcción y pruebas de horno prototipo semicontinuo para producir cerámicaÎncă nu există evaluări
- Guía de aplicacion de la ISO 9001:2015De la EverandGuía de aplicacion de la ISO 9001:2015Evaluare: 5 din 5 stele5/5 (3)