S-ar putea să vă placă și
- FreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesDe la EverandFreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesÎncă nu există evaluări
- Autodesk Inventor | étape par étape: Conception CAO et Simulation FEM avec Autodesk Inventor pour les DébutantsDe la EverandAutodesk Inventor | étape par étape: Conception CAO et Simulation FEM avec Autodesk Inventor pour les DébutantsÎncă nu există evaluări
- Programmation Parametree Et Structuree2Document9 paginiProgrammation Parametree Et Structuree2Brahim SalemÎncă nu există evaluări
- Fabrication Assistée Par Ordinateur3Document87 paginiFabrication Assistée Par Ordinateur3helmimannaiÎncă nu există evaluări
- 1-Introduction de La MOCNDocument80 pagini1-Introduction de La MOCN04 VIVO offÎncă nu există evaluări
- Programmation Des Machines - OutilsDocument27 paginiProgrammation Des Machines - OutilsFAWZI RONALDOÎncă nu există evaluări
- Fab - Cours ProcedeDocument79 paginiFab - Cours Procedemehdi100% (1)
- Programmation de Commande NumériqueDocument13 paginiProgrammation de Commande NumériqueTahafanMaggedon100% (1)
- CN TournageDocument21 paginiCN TournageAbdellah El BarkanyÎncă nu există evaluări
- Chapitre 02 - Syst+ - Me FAODocument12 paginiChapitre 02 - Syst+ - Me FAOMohamedAmineDabachiÎncă nu există evaluări
- Exercice 3 Cor RigDocument3 paginiExercice 3 Cor Rigمنير بوزيد100% (1)
- Thème Montage ModulaireDocument16 paginiThème Montage Modulairekldmnt100% (1)
- Leçon 2 - Mise en Œuvre de La MOCNDocument26 paginiLeçon 2 - Mise en Œuvre de La MOCNAbichou IssaÎncă nu există evaluări
- DispersionsDocument5 paginiDispersionsMohamed SahilÎncă nu există evaluări
- Les Cycles de FraisageDocument32 paginiLes Cycles de Fraisageرفيق طرشونÎncă nu există evaluări
- Programme Formation Mastercam Mai2016Document4 paginiProgramme Formation Mastercam Mai2016Mounir Frija0% (1)
- Les Machines À Commande NumériqueDocument9 paginiLes Machines À Commande NumériqueSemi ZoghlamiÎncă nu există evaluări
- Rapport TP Cfao&mocnDocument28 paginiRapport TP Cfao&mocnAkkad MarouanÎncă nu există evaluări
- Chap5 Programmation ParametreeDocument12 paginiChap5 Programmation ParametreeSeif Habbachi100% (1)
- Annexe Gamme D'usinageDocument14 paginiAnnexe Gamme D'usinageciber ramziÎncă nu există evaluări
- TP Comande NumériqueDocument15 paginiTP Comande NumériqueYoussef RafikiÎncă nu există evaluări
- Compte Rendu: Mini Projet: Procédée Et Méthode de ProductionDocument12 paginiCompte Rendu: Mini Projet: Procédée Et Méthode de ProductionZied kallelÎncă nu există evaluări
- TP Commande Numérique Et FAO PDFDocument89 paginiTP Commande Numérique Et FAO PDFMohsen SaidiÎncă nu există evaluări
- 2 Contrôle GéoDocument8 pagini2 Contrôle GéoNS ADÎncă nu există evaluări
- Chapitre 4 Cycles Programmation TournageDocument9 paginiChapitre 4 Cycles Programmation TournageLarbi ElbakkaliÎncă nu există evaluări
- 11 Langage ISO, ProgrammationDocument15 pagini11 Langage ISO, ProgrammationKld MntÎncă nu există evaluări
- TP de CNCDocument3 paginiTP de CNCYouness El HamriÎncă nu există evaluări
- tp1 PDFDocument9 paginitp1 PDFiwibab 2018Încă nu există evaluări
- CNC2016 Chapitre 2 Reglages Des MOCNDocument99 paginiCNC2016 Chapitre 2 Reglages Des MOCNImèn JndoubiÎncă nu există evaluări
- 4-Simulation D'usinageDocument26 pagini4-Simulation D'usinageMarwenBeltaif100% (2)
- 1 AvpefDocument6 pagini1 AvpefRashid ElaychiiÎncă nu există evaluări
- Exam Prat TSMFM FF 09Document16 paginiExam Prat TSMFM FF 09Hamza NassibÎncă nu există evaluări
- MIP/MAPDocument4 paginiMIP/MAPOssama Mengade100% (2)
- Etape 1: Brut,: S'Initier Au Logiciel FeaturecamDocument3 paginiEtape 1: Brut,: S'Initier Au Logiciel FeaturecamMeryemHmouriÎncă nu există evaluări
- TD Elaboration Des GammesDocument9 paginiTD Elaboration Des GammesKhadija Labrizi100% (1)
- Gamme D Usinage de La Piece 2Document3 paginiGamme D Usinage de La Piece 2Med Amine HattakiÎncă nu există evaluări
- Programmation CN ProfDocument14 paginiProgrammation CN ProfZikoÎncă nu există evaluări
- Cours-Etude-Coupe-CFM-Mai-2020-Partie IDocument30 paginiCours-Etude-Coupe-CFM-Mai-2020-Partie Isaif Saadi100% (1)
- Gamme D Usinage de La Piece 2Document3 paginiGamme D Usinage de La Piece 2Med Amine HattakiÎncă nu există evaluări
- Comparaison Des Codes GDocument4 paginiComparaison Des Codes GYoussef LamrabetÎncă nu există evaluări
- ProgCN 2Document13 paginiProgCN 2Rahmani AbdelazizÎncă nu există evaluări
- TP3 V2Tournage Avec Mastercam X5Document13 paginiTP3 V2Tournage Avec Mastercam X5Fajjeri Hadil100% (1)
- Cours Usinage 78 89Document12 paginiCours Usinage 78 89Françoise NicolasÎncă nu există evaluări
- Introduction À Featurecam PDFDocument61 paginiIntroduction À Featurecam PDFOmar Daali100% (2)
- Tournage Des Pièces MécaniquesDocument11 paginiTournage Des Pièces Mécaniqueskill3rxÎncă nu există evaluări
- GammeDocument18 paginiGammeMakrem CherifÎncă nu există evaluări
- 10-GPA210-E13 Transferts CotesDocument24 pagini10-GPA210-E13 Transferts Cotesrihab67% (3)
- Prog MocnDocument55 paginiProg MocnMounir Frija100% (1)
- Examen - Commande Numérique - 18052018-3 PDFDocument18 paginiExamen - Commande Numérique - 18052018-3 PDFO ZÎncă nu există evaluări
- Technicien D'usinageDocument2 paginiTechnicien D'usinageHassenKhlifiÎncă nu există evaluări
- La Cotation de FabricationDocument14 paginiLa Cotation de FabricationINAS ZAALIÎncă nu există evaluări
- Machine-Outil Commande NumeriqueDocument4 paginiMachine-Outil Commande NumeriqueRayan BenachourÎncă nu există evaluări
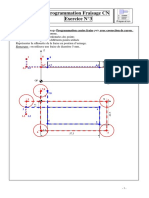
- Exercice N8 PDFDocument1 paginăExercice N8 PDFO ZÎncă nu există evaluări
- TP CN1Document17 paginiTP CN1Naoufel FARESÎncă nu există evaluări
- Programmation Commande NumeriqueDocument12 paginiProgrammation Commande NumeriquetarekÎncă nu există evaluări
- Fusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.De la EverandFusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.Încă nu există evaluări
- Fiabilité, maintenance prédictive et vibration des machinesDe la EverandFiabilité, maintenance prédictive et vibration des machinesÎncă nu există evaluări
- Chapitre 3 Programmation Iso PDFDocument17 paginiChapitre 3 Programmation Iso PDFLarbi ElbakkaliÎncă nu există evaluări
- Cours MOCN - IIT 2023 CH3 27-2-2023 PDFDocument45 paginiCours MOCN - IIT 2023 CH3 27-2-2023 PDFbenchikh lindaÎncă nu există evaluări
- Chapitre 3 PMCNDocument32 paginiChapitre 3 PMCNIlu SionÎncă nu există evaluări
- Mécanique de Précision - Travaux Pratiques D'usinage Sur Une Fraiseuse CNCDocument354 paginiMécanique de Précision - Travaux Pratiques D'usinage Sur Une Fraiseuse CNCMohamedAyoub100% (1)
- 2610f Production A Commande Numerique FraisageDocument16 pagini2610f Production A Commande Numerique FraisageBoutef El Hachemi0% (1)
- Calibrage Mach3Document8 paginiCalibrage Mach3qqazertyÎncă nu există evaluări
- Les Origines Et Systèmes de Coordonnées - Tutoriels Makerslide MachinesDocument6 paginiLes Origines Et Systèmes de Coordonnées - Tutoriels Makerslide MachinesMohamedAyoubÎncă nu există evaluări
- Mécanique de Précision - Travaux Pratiques D'usinage Sur Une Fraiseuse CNCDocument354 paginiMécanique de Précision - Travaux Pratiques D'usinage Sur Une Fraiseuse CNCMohamedAyoub100% (1)
- Initiation CNDocument22 paginiInitiation CNMecanichal SteelÎncă nu există evaluări
- Realisation Moules Injection PlastiqueDocument15 paginiRealisation Moules Injection Plastiquemaino100% (4)
- Fonctionnement MOCN PDFDocument16 paginiFonctionnement MOCN PDFMohamedAyoubÎncă nu există evaluări
- Initiation CNDocument22 paginiInitiation CNMecanichal SteelÎncă nu există evaluări
- Definitions Origines Et Vecteurs 02Document1 paginăDefinitions Origines Et Vecteurs 02MohamedAyoubÎncă nu există evaluări
- La Commande NumeriqueDocument18 paginiLa Commande NumeriqueqaadilÎncă nu există evaluări
- GENIE MECANIQUE. Semestre 5 PDFDocument105 paginiGENIE MECANIQUE. Semestre 5 PDFamr100% (6)
- Cours-Codeurs-moteurs I4811 v070 PDFDocument5 paginiCours-Codeurs-moteurs I4811 v070 PDFMohamedAyoubÎncă nu există evaluări
- Positions de SoudageDocument1 paginăPositions de SoudageFares Hayder100% (6)
- Initiation CNDocument22 paginiInitiation CNMecanichal SteelÎncă nu există evaluări
- CNC Tournage FraisageDocument109 paginiCNC Tournage FraisageNaoufel FARES100% (1)
- CNCDocument70 paginiCNCMohamedAyoub100% (2)
- Mecan M 2012 PDFDocument102 paginiMecan M 2012 PDFMohamedAyoubÎncă nu există evaluări
- Cours Prog - 2 PDFDocument120 paginiCours Prog - 2 PDFmahergarfa90% (10)
- Cycles Preprogrammes ProfDocument12 paginiCycles Preprogrammes Prof0001fredÎncă nu există evaluări
- Chapitre 3 Programmation IsoDocument25 paginiChapitre 3 Programmation IsoMohamedAyoubÎncă nu există evaluări
- My WebsiteTruong2008 Chuyển Đổi Www Mastercam Webs ComDocument17 paginiMy WebsiteTruong2008 Chuyển Đổi Www Mastercam Webs ComMohamedAyoubÎncă nu există evaluări
- Fonctionnement MOCN PDFDocument16 paginiFonctionnement MOCN PDFMohamedAyoubÎncă nu există evaluări
- Cours de MOCNDocument71 paginiCours de MOCNHouari Pachika91% (11)
- Mocn 2 PDFDocument46 paginiMocn 2 PDFBentchikou MohÎncă nu există evaluări
- Cours-Codeurs-moteurs I4811 v070 PDFDocument5 paginiCours-Codeurs-moteurs I4811 v070 PDFMohamedAyoubÎncă nu există evaluări
- CN 1Document8 paginiCN 1Hozepha Bhai BarmalÎncă nu există evaluări
- Hydraulique Industrielle - Cours PDFDocument103 paginiHydraulique Industrielle - Cours PDFMohamedAyoub60% (5)
- La Commande NumeriqueDocument18 paginiLa Commande NumeriqueqaadilÎncă nu există evaluări
- BTS2005 2 ComplementsDocument17 paginiBTS2005 2 Complementssaded05Încă nu există evaluări
- Dossier Fabrication Re 2Document3 paginiDossier Fabrication Re 2khocineÎncă nu există evaluări
- HAMDANE Imen PDFDocument90 paginiHAMDANE Imen PDFÄness BŝŁm Řm EverÎncă nu există evaluări
- M11 - Optimisation Et Amélioration de La ProductionDocument61 paginiM11 - Optimisation Et Amélioration de La ProductionetheretherÎncă nu există evaluări
- APEF & Contrat de PhaseDocument23 paginiAPEF & Contrat de PhaseMou Hamoudi100% (4)
- OptimisationDocument4 paginiOptimisationredwane ouberri100% (1)
- Lettre Motivation Operateur UsinageDocument2 paginiLettre Motivation Operateur UsinageStephane LoeÎncă nu există evaluări
- 5 Cofim Industrie CatalogueDocument23 pagini5 Cofim Industrie CataloguePFEÎncă nu există evaluări
- Gamme CorrigéDocument2 paginiGamme CorrigéMohsen SaidiÎncă nu există evaluări
- Projet EsthetiqueDocument11 paginiProjet Esthetiqueamour MustaphaÎncă nu există evaluări
- Compte Rendu CN Labidi Rayen L2CFM G2Document18 paginiCompte Rendu CN Labidi Rayen L2CFM G2Ghassen BoussaaÎncă nu există evaluări
- L'Usinage Par ElectroerosionDocument12 paginiL'Usinage Par Electroerosionmaino67% (6)
- Rapport de TP de Processus D'industrialisation Et Procédés de FabricationDocument35 paginiRapport de TP de Processus D'industrialisation Et Procédés de FabricationOuissal Feddoul100% (2)
- Viroc Dta 2020.1 FR PDFDocument152 paginiViroc Dta 2020.1 FR PDFcabreraÎncă nu există evaluări
- Support TP UsinageDocument17 paginiSupport TP UsinageHiba AbarkaneÎncă nu există evaluări
- Les Fraisages en PCDocument9 paginiLes Fraisages en PCGhita SaafÎncă nu există evaluări
- Compte Rendu de TP de Fraisage: Filière Groupe Préparer Par EncadrantDocument8 paginiCompte Rendu de TP de Fraisage: Filière Groupe Préparer Par EncadrantISMAIL AFELLAÎncă nu există evaluări
- 9770 E22 Bac Pro Tci Juin 2014 Antilles Partie 1 Dossier SujetDocument13 pagini9770 E22 Bac Pro Tci Juin 2014 Antilles Partie 1 Dossier SujetBouraoui Ben AyedÎncă nu există evaluări
- L'usinage À Grande VitesseDocument19 paginiL'usinage À Grande VitessePiko -Încă nu există evaluări
- Rot DDocument336 paginiRot DwalidÎncă nu există evaluări
- Chapitre3 TD Couvercle 2DDocument2 paginiChapitre3 TD Couvercle 2DReza RezaÎncă nu există evaluări
- Liaisons MécaniquesDocument16 paginiLiaisons MécaniquesMohsen LaabidiÎncă nu există evaluări
- Filetage - Taraudage: Exercice N°1Document4 paginiFiletage - Taraudage: Exercice N°1Bouchra BourassÎncă nu există evaluări
- M05 Usinage ManuelDocument7 paginiM05 Usinage ManuelCoolman100% (1)
- Menuiserie Batiment: Referentiel Des Activites ProfessionnellesDocument22 paginiMenuiserie Batiment: Referentiel Des Activites ProfessionnellesHanane EsiÎncă nu există evaluări
- Correction Examen RO 10-11Document8 paginiCorrection Examen RO 10-11zoubeir matriÎncă nu există evaluări
- PolissageDocument22 paginiPolissageYoussef JlassiÎncă nu există evaluări
- Usure Des Outils en UsinageDocument12 paginiUsure Des Outils en Usinagezouga zougaÎncă nu există evaluări
- Brochure Diagnostic 2014 469855Document14 paginiBrochure Diagnostic 2014 469855wahid-sÎncă nu există evaluări
- Chapitre II Usinage Par ÉlectroérosionDocument14 paginiChapitre II Usinage Par ÉlectroérosionMehdi HassineÎncă nu există evaluări