S-ar putea să vă placă și
- DNV Os C104 2014Document40 paginiDNV Os C104 2014Moe LattÎncă nu există evaluări
- Sterlization of Water Using Bleaching Powder PDFDocument20 paginiSterlization of Water Using Bleaching Powder PDFradha krishnanÎncă nu există evaluări
- Osha 1910 PDFDocument846 paginiOsha 1910 PDFsgh1355100% (2)
- Peter Attia Measuring Cardiovascular Disease Risk and The Importance of ApoBDocument14 paginiPeter Attia Measuring Cardiovascular Disease Risk and The Importance of ApoBabhimanyu50% (2)
- Astm A36 - A36mDocument3 paginiAstm A36 - A36mBruno Rocha100% (4)
- Applied Combinatorics, Second Edition by Fred S Roberts, Barry TesmanDocument889 paginiApplied Combinatorics, Second Edition by Fred S Roberts, Barry TesmanAnil kumarÎncă nu există evaluări
- Buckling strength of thin cylindrical shells under localized axial compressionDocument9 paginiBuckling strength of thin cylindrical shells under localized axial compressionByronÎncă nu există evaluări
- Painting Defects - Cswip BgasDocument63 paginiPainting Defects - Cswip BgasLuan Nguyen86% (7)
- Hempel Product Data Manual PDFDocument334 paginiHempel Product Data Manual PDFDaud SitorusÎncă nu există evaluări
- Bearden On Maxwell's EquationsDocument10 paginiBearden On Maxwell's Equationspaulsub63Încă nu există evaluări
- BS-2654 1989 Design Standard For Vert Steel Welded Storage TanksDocument103 paginiBS-2654 1989 Design Standard For Vert Steel Welded Storage TanksAndrew Ko100% (2)
- Evaluating Mechanical Design of Tank StructuresDocument133 paginiEvaluating Mechanical Design of Tank StructuresAnonymous S9qBDVky100% (2)
- CSWIP-WI-6-92 15th Edition April 2017Document17 paginiCSWIP-WI-6-92 15th Edition April 2017NarendrasinhÎncă nu există evaluări
- Stress Analysis Problems in S.I. Units: The Commonwealth and International Library: Mechanical Engineering DivisionDe la EverandStress Analysis Problems in S.I. Units: The Commonwealth and International Library: Mechanical Engineering DivisionEvaluare: 2.5 din 5 stele2.5/5 (4)
- X 09 CDX 09 High Security LocksDocument8 paginiX 09 CDX 09 High Security LocksBenoit CarrenandÎncă nu există evaluări
- Water-Soluble Salts On Substrate - Bresle MethodDocument5 paginiWater-Soluble Salts On Substrate - Bresle Methodjasminnee100% (1)
- Seguridad Electrica 4Document28 paginiSeguridad Electrica 4salo081018Încă nu există evaluări
- API MPMS Chapter 18.2 Custody Transfer of Crude Oil From Lease Tanks Using Alternative Measurement MethodsDocument32 paginiAPI MPMS Chapter 18.2 Custody Transfer of Crude Oil From Lease Tanks Using Alternative Measurement MethodsorlandoÎncă nu există evaluări
- AWS ELECTRODE CLASSIFICATION GUIDEDocument8 paginiAWS ELECTRODE CLASSIFICATION GUIDEFuaz Sukarya Abu Fatih100% (1)
- AWS ELECTRODE CLASSIFICATION GUIDEDocument8 paginiAWS ELECTRODE CLASSIFICATION GUIDEFuaz Sukarya Abu Fatih100% (1)
- UI5 TrainingDocument110 paginiUI5 TrainingShailesh KumarÎncă nu există evaluări
- Effect of Stiffeners On Shear Lag in Steel Box GirdersDocument14 paginiEffect of Stiffeners On Shear Lag in Steel Box Girderserky arkvathonejhÎncă nu există evaluări
- Investigation of Buckling Deforamtion of PDFDocument7 paginiInvestigation of Buckling Deforamtion of PDFali ahmadiÎncă nu există evaluări
- Chang 2005Document9 paginiChang 2005sai andeÎncă nu există evaluări
- SzlendakGryniewicz-FEMmodel Diaphragmactioneffectsv 0 95Document9 paginiSzlendakGryniewicz-FEMmodel Diaphragmactioneffectsv 0 95Ivan BurtovoyÎncă nu există evaluări
- Effect of Residual Stresses On The Elastoplastic Behavior of Welded Steel PlatesDocument20 paginiEffect of Residual Stresses On The Elastoplastic Behavior of Welded Steel PlatesJosé Manuel Antunes Mendes GordoÎncă nu există evaluări
- 2002 Int Ansys Conf 57Document7 pagini2002 Int Ansys Conf 57Halyna HafiychukÎncă nu există evaluări
- Dynamic Modelling of Shear Band Formation andDocument8 paginiDynamic Modelling of Shear Band Formation andlinÎncă nu există evaluări
- Vibration Analysis of Cross-Ply Laminated Beams With General Boundary Conditions by Ritz MethodDocument16 paginiVibration Analysis of Cross-Ply Laminated Beams With General Boundary Conditions by Ritz MethodHakim KaciÎncă nu există evaluări
- Muhamed R, Ali MS, Oehlers D, Griffith M, The Tension Stiffening Mechanism in Reinforced Concrete Prisms (2011)Document17 paginiMuhamed R, Ali MS, Oehlers D, Griffith M, The Tension Stiffening Mechanism in Reinforced Concrete Prisms (2011)Mario ArysaÎncă nu există evaluări
- Metastable AusteniticsDocument6 paginiMetastable AusteniticsSteveyÎncă nu există evaluări
- Prestressed Concrete Briges Christian MennDocument19 paginiPrestressed Concrete Briges Christian MennSam BartolomeÎncă nu există evaluări
- Theory of Interface Shear Capacity of Reinforced ConcreteDocument8 paginiTheory of Interface Shear Capacity of Reinforced ConcreteMohammad AshrafyÎncă nu există evaluări
- Note On The Impact Behaviour of Fibre M 2017 International Journal of ImpactDocument6 paginiNote On The Impact Behaviour of Fibre M 2017 International Journal of ImpactNico ValenzuelaÎncă nu există evaluări
- Tolerance Analysis of Compliant Metal Plate Assemblies Considering Welding DistortionDocument63 paginiTolerance Analysis of Compliant Metal Plate Assemblies Considering Welding DistortionSalam FaithÎncă nu există evaluări
- 0231to0240 Mkapa ACE2004Document11 pagini0231to0240 Mkapa ACE2004asdasdasdaÎncă nu există evaluări
- E03ST29Document21 paginiE03ST29José Luis PárragaÎncă nu există evaluări
- Manuscript 78 PDFDocument9 paginiManuscript 78 PDFGhitzaaaÎncă nu există evaluări
- Composites: Part B: Hadj Youzera, Sid Ahmed Meftah, Noël Challamel, Abdelouahed TounsiDocument8 paginiComposites: Part B: Hadj Youzera, Sid Ahmed Meftah, Noël Challamel, Abdelouahed TounsiSalaheddine LaibÎncă nu există evaluări
- Finite Element Method For The Rising and The SlipDocument9 paginiFinite Element Method For The Rising and The SlipHi -TechÎncă nu există evaluări
- Huu-Tai Thai-Conditions Aux LimitesDocument54 paginiHuu-Tai Thai-Conditions Aux LimitesHakim KaciÎncă nu există evaluări
- View of Analysis and Prediction of Welding Distortion in Complex Structures Using Elastic Finite Element Method - Ciencia y Tecnología de BuquesDocument9 paginiView of Analysis and Prediction of Welding Distortion in Complex Structures Using Elastic Finite Element Method - Ciencia y Tecnología de BuquesHQ.ZhaoÎncă nu există evaluări
- Buckling of Axially Compressed Conical Shells With MultipleDocument11 paginiBuckling of Axially Compressed Conical Shells With MultipleGogyÎncă nu există evaluări
- A Simplified Method For Evaluation of Shear Lag Stress in Box T Joints Considering Effect of Column Flange FlexibilityDocument13 paginiA Simplified Method For Evaluation of Shear Lag Stress in Box T Joints Considering Effect of Column Flange FlexibilityChhay TengÎncă nu există evaluări
- A New Layerwise Trigonometric Shear Deformation Theory For Two-Layered Cross-Ply BeamsDocument13 paginiA New Layerwise Trigonometric Shear Deformation Theory For Two-Layered Cross-Ply BeamsHichem SofÎncă nu există evaluări
- Computational Materials Science: Hao Li, Saiyi Li, Donghong ZhangDocument6 paginiComputational Materials Science: Hao Li, Saiyi Li, Donghong ZhangJosé M. SánchezÎncă nu există evaluări
- Metals: A Novel Damage Model To Predict Ductile Fracture Behavior For Anisotropic Sheet MetalDocument19 paginiMetals: A Novel Damage Model To Predict Ductile Fracture Behavior For Anisotropic Sheet MetalKrunal MoreyÎncă nu există evaluări
- Prediction of Welding Deformation For Double Bottom Structure in Cargo Hold of 50000 DWT Multipurpose ShipDocument3 paginiPrediction of Welding Deformation For Double Bottom Structure in Cargo Hold of 50000 DWT Multipurpose ShipaliÎncă nu există evaluări
- 63.01 05Document12 pagini63.01 05Ijaz Ul HaqÎncă nu există evaluări
- Theoretical Moment-Curvature Relationships For Reinforced Concrete Members and Comparison With Experimental DataDocument11 paginiTheoretical Moment-Curvature Relationships For Reinforced Concrete Members and Comparison With Experimental DatavinayÎncă nu există evaluări
- The Finite Element Analysis On Reinforced Concrete Short Pier Shear Wall StructuresDocument9 paginiThe Finite Element Analysis On Reinforced Concrete Short Pier Shear Wall StructuresAg PatriaÎncă nu există evaluări
- Low Cyclic Tests On Headed Stud Connectors in Hybrid Shear Wall SystemsDocument8 paginiLow Cyclic Tests On Headed Stud Connectors in Hybrid Shear Wall SystemsSanÎncă nu există evaluări
- 2001 Barros Et Al - Tension Stiffening Model With Increasing Damage For Reinforced ConcreteDocument27 pagini2001 Barros Et Al - Tension Stiffening Model With Increasing Damage For Reinforced ConcretefsimaÎncă nu există evaluări
- CCC2013 Derkowski SurmaDocument9 paginiCCC2013 Derkowski SurmarahuljainÎncă nu există evaluări
- Finite Element Analysis of Sandwich PlatesDocument7 paginiFinite Element Analysis of Sandwich Platesthanhcong313Încă nu există evaluări
- Ace 2011 PDFDocument4 paginiAce 2011 PDFsandycivilÎncă nu există evaluări
- Critique of Critical Shear Crack Theory For Fib Model Code Articles On Shear Strength and Size Effect of Reinforced Concrete BeamsDocument13 paginiCritique of Critical Shear Crack Theory For Fib Model Code Articles On Shear Strength and Size Effect of Reinforced Concrete Beamskrishnarao krishnarao329Încă nu există evaluări
- 2648Document30 pagini2648anandakoeÎncă nu există evaluări
- Concrete Fracture Model1Document13 paginiConcrete Fracture Model1anon_373193406Încă nu există evaluări
- Finite Element Analysis of Large Diameter Concrete Spherical Shell Domes - Hani Aziz AmeenDocument16 paginiFinite Element Analysis of Large Diameter Concrete Spherical Shell Domes - Hani Aziz AmeenHani Aziz AmeenÎncă nu există evaluări
- Effect of Diaphragms On Shear Lag in Steel Box GirdersDocument5 paginiEffect of Diaphragms On Shear Lag in Steel Box GirdersMhnd Al-SherrawiÎncă nu există evaluări
- 1-Composite Structures - 2016 - 5.407Document25 pagini1-Composite Structures - 2016 - 5.407Sajad MostafaviÎncă nu există evaluări
- Tiijesiieta63.01 05Document13 paginiTiijesiieta63.01 05Ahmed salahÎncă nu există evaluări
- Simulation of Kinetic Friction in L Bending of Sheet MetalsDocument5 paginiSimulation of Kinetic Friction in L Bending of Sheet Metalsmaziar60Încă nu există evaluări
- Effects of Microporosity On Tensile Properties of A356 Aluminum AlloyDocument6 paginiEffects of Microporosity On Tensile Properties of A356 Aluminum AlloyMohamed RamadanÎncă nu există evaluări
- JMSA-2019-10-0099.R5_Proof_hi (1)Document14 paginiJMSA-2019-10-0099.R5_Proof_hi (1)mohamedraafatmgÎncă nu există evaluări
- Experimental Study of Residual Stresses in Thick Steel PlatesDocument18 paginiExperimental Study of Residual Stresses in Thick Steel Plateshassnain iqbalÎncă nu există evaluări
- A Smeared - Fixed Crack Model For FE Analysis of RC Membranes Incorporating Aggregate InterlockDocument13 paginiA Smeared - Fixed Crack Model For FE Analysis of RC Membranes Incorporating Aggregate InterlockLucas MarquesÎncă nu există evaluări
- International Journal of Plasticity: Z. Shi, X. Feng, Y. Huang, J. Xiao, K.C. HwangDocument8 paginiInternational Journal of Plasticity: Z. Shi, X. Feng, Y. Huang, J. Xiao, K.C. HwangsaqibÎncă nu există evaluări
- Analysis of The Air Bending Test Using FDocument11 paginiAnalysis of The Air Bending Test Using FDens MÎncă nu există evaluări
- PDFDocument11 paginiPDFElaine JohnsonÎncă nu există evaluări
- 2018 Boersma2018 Article MechanicalFactorsControllingThDocument15 pagini2018 Boersma2018 Article MechanicalFactorsControllingThmaojinjie37Încă nu există evaluări
- Effect of Sequence and Stiffener Shape On Welding DistortionDocument12 paginiEffect of Sequence and Stiffener Shape On Welding DistortionRafi ZhaffÎncă nu există evaluări
- LD - Beams - Martins 2Document18 paginiLD - Beams - Martins 2gustavoÎncă nu există evaluări
- 2011 Estimation of Internal Defect Size by Means of Radial Deformations in Pipes Subjected To Internal PressureDocument6 pagini2011 Estimation of Internal Defect Size by Means of Radial Deformations in Pipes Subjected To Internal PressureYasmin ValadaresÎncă nu există evaluări
- A Mathematical Model For Temperature Induced Loseening Due To Radial Expansion of Rectangle Thread Bolted JointsDocument9 paginiA Mathematical Model For Temperature Induced Loseening Due To Radial Expansion of Rectangle Thread Bolted JointsJayden BarnesÎncă nu există evaluări
- 2002 Moes EFM XFEM CohesiveDocument21 pagini2002 Moes EFM XFEM CohesiveAsma BousameÎncă nu există evaluări
- Dynamic Compression of Square Tube Cellular Structures: YAN Olloman Arthikeyan Andan Ikram Eshpande and Aydn AdleyDocument36 paginiDynamic Compression of Square Tube Cellular Structures: YAN Olloman Arthikeyan Andan Ikram Eshpande and Aydn AdleyHaidarDiwantaraÎncă nu există evaluări
- Extended Finite Element Method for Crack PropagationDe la EverandExtended Finite Element Method for Crack PropagationÎncă nu există evaluări
- D4541 Pull Off PDFDocument10 paginiD4541 Pull Off PDFMauricio AdameÎncă nu există evaluări
- Lincoln GMAW Welding GuideDocument96 paginiLincoln GMAW Welding GuideМич БјукенонÎncă nu există evaluări
- Adhesion TestDocument3 paginiAdhesion TestDaud SitorusÎncă nu există evaluări
- Training Schedule 2019 + Program SeasepDocument3 paginiTraining Schedule 2019 + Program SeasepDaud SitorusÎncă nu există evaluări
- DJMigas Letter WPS-PQR & WelderDocument4 paginiDJMigas Letter WPS-PQR & WelderDaud SitorusÎncă nu există evaluări
- Weldingguide ENGDocument518 paginiWeldingguide ENGBoris Kozjan0% (1)
- Astm A370 (2011)Document1 paginăAstm A370 (2011)Daud SitorusÎncă nu există evaluări
- Mandatory Question CSWIP 3.2Document3 paginiMandatory Question CSWIP 3.2Daud Sitorus100% (1)
- Sticky NoteDocument1 paginăSticky NoteDaud SitorusÎncă nu există evaluări
- Certificates PDFDocument17 paginiCertificates PDFDaud SitorusÎncă nu există evaluări
- CV Daud SitorusDocument8 paginiCV Daud SitorusDaud Sitorus100% (2)
- Daily Report Inspector 010719Document2 paginiDaily Report Inspector 010719Daud SitorusÎncă nu există evaluări
- CV Daud SitorusDocument8 paginiCV Daud SitorusDaud SitorusÎncă nu există evaluări
- Inspector 121018Document2 paginiInspector 121018Daud SitorusÎncă nu există evaluări
- BS en 499 PDFDocument12 paginiBS en 499 PDFDaud SitorusÎncă nu există evaluări
- CV Daud SitorusDocument8 paginiCV Daud SitorusDaud SitorusÎncă nu există evaluări
- CV Daud SitorusDocument8 paginiCV Daud SitorusDaud SitorusÎncă nu există evaluări
- CV Daud SitorusDocument8 paginiCV Daud SitorusDaud SitorusÎncă nu există evaluări
- CV Daud SitorusDocument8 paginiCV Daud SitorusDaud SitorusÎncă nu există evaluări
- Ae53 Ac53 At53Document4 paginiAe53 Ac53 At53M Taher BamyaniÎncă nu există evaluări
- RP50130 RTC 475 FS RP Production Tracking ReportDocument16 paginiRP50130 RTC 475 FS RP Production Tracking Reportravi4920Încă nu există evaluări
- Chapter 2 - Exercises - Econometrics2Document2 paginiChapter 2 - Exercises - Econometrics2Mai AnhÎncă nu există evaluări
- High-Resolution Micromachined Interferometric AccelerometerDocument75 paginiHigh-Resolution Micromachined Interferometric AccelerometerjitendraÎncă nu există evaluări
- Manual ApolloDocument263 paginiManual ApolloJose Luis CristanchoÎncă nu există evaluări
- Supervision Circuito de DisparoDocument10 paginiSupervision Circuito de DisparoedwinoriaÎncă nu există evaluări
- Install and Configure Computer SystemsDocument18 paginiInstall and Configure Computer SystemsAlbino LarozaÎncă nu există evaluări
- Hkts 210 Sub/Hkts 200 Sub: SubwooferDocument6 paginiHkts 210 Sub/Hkts 200 Sub: SubwooferDan PopÎncă nu există evaluări
- Arc Welding Cracks SolidificationDocument3 paginiArc Welding Cracks SolidificationShaher YarÎncă nu există evaluări
- 2 Nuts and Bolts: 2.1 Deterministic vs. Randomized AlgorithmsDocument13 pagini2 Nuts and Bolts: 2.1 Deterministic vs. Randomized AlgorithmsEdmund ZinÎncă nu există evaluări
- Command Line Basics - Everything CurlDocument2 paginiCommand Line Basics - Everything Curlnot hereÎncă nu există evaluări
- DefinitionsHypothesesPosterior Analytics (Landor)Document12 paginiDefinitionsHypothesesPosterior Analytics (Landor)Daniel Rojas UÎncă nu există evaluări
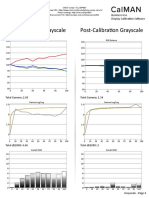
- TCL 55P607 CNET Review Calibration ResultsDocument3 paginiTCL 55P607 CNET Review Calibration ResultsDavid KatzmaierÎncă nu există evaluări
- GPT 7000L User: Manual'Document26 paginiGPT 7000L User: Manual'Adel Abo AdamÎncă nu există evaluări
- Optical VibrationDocument6 paginiOptical VibrationKarthick VelayuthamÎncă nu există evaluări
- Format RAB SUHU DAN TEMPERATUR RUANGANDocument18 paginiFormat RAB SUHU DAN TEMPERATUR RUANGANmeliana314Încă nu există evaluări
- Nms5Lx 6.6.1: User ManualDocument590 paginiNms5Lx 6.6.1: User ManualGentjan ZogaÎncă nu există evaluări
- Steel Castings, Welding, Qualifications of Procedures and PersonnelDocument15 paginiSteel Castings, Welding, Qualifications of Procedures and PersonnelRafael CossolinoÎncă nu există evaluări
- G4pc50ud-Fd IgbtDocument10 paginiG4pc50ud-Fd IgbtMiguel DuranÎncă nu există evaluări
- Border Security Using Wireless Integrated Network Sensors (WINS)Document18 paginiBorder Security Using Wireless Integrated Network Sensors (WINS)Pradeep CheekatlaÎncă nu există evaluări
- CM-4G-GPS Quick Guide: Short Guide How To Start Using CM-GPRS ModuleDocument4 paginiCM-4G-GPS Quick Guide: Short Guide How To Start Using CM-GPRS Modulezakki ahmadÎncă nu există evaluări
- TR01B - Muhammad Aditya Prana Yoga - Analisa Listrik Chapter8.3Document3 paginiTR01B - Muhammad Aditya Prana Yoga - Analisa Listrik Chapter8.3AzeedÎncă nu există evaluări