S-ar putea să vă placă și
- ASTM D323 - 15a TVRDocument11 paginiASTM D323 - 15a TVREliasÎncă nu există evaluări
- Bio Diesel b20, En590-Biodiesel b5 SpecsDocument1 paginăBio Diesel b20, En590-Biodiesel b5 Specsmohammed wajid100% (1)
- Motivation To ChangeDocument16 paginiMotivation To ChangeResaPrihtianaSatriaÎncă nu există evaluări
- IBR Design Calculations - FinalDocument6 paginiIBR Design Calculations - Finalshazan100% (1)
- Product Specifications: Section 2Document6 paginiProduct Specifications: Section 2sebas guzÎncă nu există evaluări
- Gpsa 2Document6 paginiGpsa 2David Cortez PeraltaÎncă nu există evaluări
- E02 - GpsaDocument6 paginiE02 - GpsaJorge Luis Guerra FlorezÎncă nu există evaluări
- GPSA Section 2Document6 paginiGPSA Section 2braianvegas12Încă nu există evaluări
- M02 - Product SpecificationDocument8 paginiM02 - Product Specificationhoghost123Încă nu există evaluări
- Product Specifications: Section 2Document6 paginiProduct Specifications: Section 2karenÎncă nu există evaluări
- Refrigerated Propane LPG (Note A) : Number: A-140 Issue Date: 01/15/14 Replaces: 05/20/07Document1 paginăRefrigerated Propane LPG (Note A) : Number: A-140 Issue Date: 01/15/14 Replaces: 05/20/07Abdul Basith100% (1)
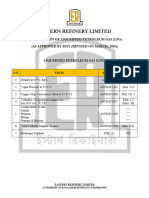
- Eastern Refinery Limited: Specification of Liqueified Petroleum Gas (LPG) (As Approved by Bsti (Revised On March, 2002) )Document1 paginăEastern Refinery Limited: Specification of Liqueified Petroleum Gas (LPG) (As Approved by Bsti (Revised On March, 2002) )rafi07083Încă nu există evaluări
- LPG C3 HD-5 2004Document1 paginăLPG C3 HD-5 2004heberth simancasÎncă nu există evaluări
- SAPSA140Document1 paginăSAPSA140Honesto BautistaÎncă nu există evaluări
- Jeffamine D-205 Amine: Technical BulletinDocument3 paginiJeffamine D-205 Amine: Technical BulletinMichael WokurekÎncă nu există evaluări
- D 2598 - 96 R01 - Rdi1otgtotzDocument2 paginiD 2598 - 96 R01 - Rdi1otgtotzdelta lab sangliÎncă nu există evaluări
- Rubber Process Oil - Residual Aromatic Extract (Exdo-4) DescriptionDocument1 paginăRubber Process Oil - Residual Aromatic Extract (Exdo-4) DescriptionLeonie SaputriÎncă nu există evaluări
- Calumet Calsia BrochureDocument2 paginiCalumet Calsia BrochureRishi DhimanÎncă nu există evaluări
- Good Practice in Pygas Hydrogenation Operations Through Advanced Process Control-English PDFDocument7 paginiGood Practice in Pygas Hydrogenation Operations Through Advanced Process Control-English PDFsalvatore raffa100% (1)
- Smooth-Tread Standard Tire For Special-Purpose Pavement Frictional-Property TestsDocument2 paginiSmooth-Tread Standard Tire For Special-Purpose Pavement Frictional-Property TestsFRANZ RICHARD SARDINAS MALLCOÎncă nu există evaluări
- Liquefied Petroleum Gas - LPG: Composition: A Liquefied Propane-Butane Mixture Quality: Use: ShippingDocument1 paginăLiquefied Petroleum Gas - LPG: Composition: A Liquefied Propane-Butane Mixture Quality: Use: ShippingKhai SpringÎncă nu există evaluări
- Jordan Petroleum Refinery Co. Ltd. L. P.G Specification QS-PL 101 Laboratories & Quality Control DepartmentDocument1 paginăJordan Petroleum Refinery Co. Ltd. L. P.G Specification QS-PL 101 Laboratories & Quality Control DepartmentMohammed NuseirÎncă nu există evaluări
- Aviation Turbinefuel Jetal 1437546200Document3 paginiAviation Turbinefuel Jetal 1437546200atharvghule3Încă nu există evaluări
- 18934E Tds PentaneDocument1 pagină18934E Tds PentaneEsteban GuevaraÎncă nu există evaluări
- AaaaDocument141 paginiAaaaDương Nguyễn TùngÎncă nu există evaluări
- Astm D2163 - 2014Document12 paginiAstm D2163 - 2014alferedÎncă nu există evaluări
- SAPSA131Document1 paginăSAPSA131Honesto BautistaÎncă nu există evaluări
- D1835 05Document4 paginiD1835 05ibrahimawad06Încă nu există evaluări
- Ipol Rubber Process Oil 501 PDFDocument5 paginiIpol Rubber Process Oil 501 PDFvinoth kumar SanthanamÎncă nu există evaluări
- Astm D323-08Document10 paginiAstm D323-08Erick Leonardo Valle Mendoza100% (1)
- Divyol Naphthenic OilDocument1 paginăDivyol Naphthenic OilJonas lumbuÎncă nu există evaluări
- PCS#176, Low-Capital Crude Unit Revamp Increases Product YieldDocument4 paginiPCS#176, Low-Capital Crude Unit Revamp Increases Product YieldJeffrey Ryan LindmarkÎncă nu există evaluări
- BECKOPOX VEH 2188w 55WA - EN - A4Document2 paginiBECKOPOX VEH 2188w 55WA - EN - A4NganÎncă nu există evaluări
- Witness Analysis: Certificate of QualityDocument1 paginăWitness Analysis: Certificate of QualityHafiz DaudÎncă nu există evaluări
- Indian Standard Specification For Petroleum Products-2019Document15 paginiIndian Standard Specification For Petroleum Products-2019Ganesh BhandaryÎncă nu există evaluări
- ASTM D-130 (Corrosión)Document6 paginiASTM D-130 (Corrosión)Kratos EspejoÎncă nu există evaluări
- Nte Inen 935 10Document12 paginiNte Inen 935 10Gustavo FalconiÎncă nu există evaluări
- ASTmDocument2 paginiASTmDeepak D MishraÎncă nu există evaluări
- Section 916 Bituminous Materials 916-1 GeneralDocument4 paginiSection 916 Bituminous Materials 916-1 GeneralanbertjonathanÎncă nu există evaluări
- Astm D323-15a PVRDocument11 paginiAstm D323-15a PVRAngel MurilloÎncă nu există evaluări
- CP80BK78 DatasheetDocument1 paginăCP80BK78 DatasheetKal Al-SaleemÎncă nu există evaluări
- JP3 Applications Methods SheetDocument1 paginăJP3 Applications Methods SheetFreddy Alexander Muñoz del CastilloÎncă nu există evaluări
- LPG Specifications BIS Standard PDFDocument5 paginiLPG Specifications BIS Standard PDFd_koticha9193Încă nu există evaluări
- ASTM D-323-08 TVR PetroleoDocument10 paginiASTM D-323-08 TVR Petroleojheyson sejasÎncă nu există evaluări
- Re-Refined Engine Oil Bottoms (REOB) /vacuum Tower Asphalt Extender (VTAE)Document2 paginiRe-Refined Engine Oil Bottoms (REOB) /vacuum Tower Asphalt Extender (VTAE)Khalida MuddasserÎncă nu există evaluări
- Elite Evolution POWER 4 5W-30: LubricantsDocument1 paginăElite Evolution POWER 4 5W-30: Lubricantstehnicar1Încă nu există evaluări
- D 1969 - 91 r96 - Rde5njktotfsotzfmqDocument2 paginiD 1969 - 91 r96 - Rde5njktotfsotzfmqRaphael CordovaÎncă nu există evaluări
- Check List Issue 19-JETA1Document4 paginiCheck List Issue 19-JETA1achillidesnÎncă nu există evaluări
- Vapor Pressure of Petroleum Products (Reid Method) : Standard Test Method ForDocument11 paginiVapor Pressure of Petroleum Products (Reid Method) : Standard Test Method ForhUMBERTO fRANUELÎncă nu există evaluări
- Vapor Pressure of Petroleum Products (Reid Method) : Standard Test Method ForDocument10 paginiVapor Pressure of Petroleum Products (Reid Method) : Standard Test Method ForMuhannad NasifÎncă nu există evaluări
- Astm D323-20Document11 paginiAstm D323-20laythÎncă nu există evaluări
- D 1836 - 99 - Rde4mzytotkDocument2 paginiD 1836 - 99 - Rde4mzytotkRaphael CordovaÎncă nu există evaluări
- Elite Cosmos High Performance 5W-40: LubricantsDocument1 paginăElite Cosmos High Performance 5W-40: Lubricantstehnicar1Încă nu există evaluări
- Turbo Oil 2380Document2 paginiTurbo Oil 2380barcaza_13Încă nu există evaluări
- Technical Datasheet LITEN BB 85 F - EngDocument2 paginiTechnical Datasheet LITEN BB 85 F - EngTo RaÎncă nu există evaluări
- Characteristics: Acetylene Propylene Propane Natural Gas AsagasDocument2 paginiCharacteristics: Acetylene Propylene Propane Natural Gas Asagasfrancisco ramirezÎncă nu există evaluări
- Water in Ethanol and Hydrocarbon Blends by Karl Fischer TitrationDocument9 paginiWater in Ethanol and Hydrocarbon Blends by Karl Fischer TitrationEugene GudimaÎncă nu există evaluări
- D 2916 - 88 R01 - Rdi5mtyDocument2 paginiD 2916 - 88 R01 - Rdi5mtyRaphael CordovaÎncă nu există evaluări
- Product Specifications BulletinDocument9 paginiProduct Specifications Bulletinsof chimisteÎncă nu există evaluări
- Property Unit Test Method Specificatio N: Table 4.4 - Alkylate Product Specification - LPG (Butanes) (Note 1, 2)Document1 paginăProperty Unit Test Method Specificatio N: Table 4.4 - Alkylate Product Specification - LPG (Butanes) (Note 1, 2)Nguyễn Hồng SơnÎncă nu există evaluări
- Gas Sweetening and Processing Field ManualDe la EverandGas Sweetening and Processing Field ManualEvaluare: 4 din 5 stele4/5 (7)
- Working Guide to Petroleum and Natural Gas Production EngineeringDe la EverandWorking Guide to Petroleum and Natural Gas Production EngineeringEvaluare: 5 din 5 stele5/5 (2)
- Top of The Line CorrosionDocument28 paginiTop of The Line CorrosionResaPrihtianaSatriaÎncă nu există evaluări
- DX DiagDocument33 paginiDX DiagResaPrihtianaSatriaÎncă nu există evaluări
- JTB RJJ000 L0 Cal 322 00007 Reva1Document14 paginiJTB RJJ000 L0 Cal 322 00007 Reva1ResaPrihtianaSatriaÎncă nu există evaluări
- Options With Mechanical EngineeringDocument2 paginiOptions With Mechanical EngineeringResaPrihtianaSatriaÎncă nu există evaluări
- Pep-00-A9-Dwg-006 - SHT - 01 - of - 01 Rev 0Document1 paginăPep-00-A9-Dwg-006 - SHT - 01 - of - 01 Rev 0ResaPrihtianaSatria100% (1)
- Batik Air - 06 Dec 2017 - Jdzxeg - Ridwan AbdurrahmanDocument2 paginiBatik Air - 06 Dec 2017 - Jdzxeg - Ridwan AbdurrahmanRidwan AbdurrahmanÎncă nu există evaluări
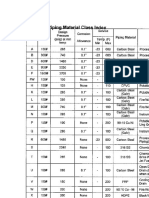
- List Piping Class PrelimDocument1 paginăList Piping Class PrelimResaPrihtianaSatria100% (1)
- List Piping Class PrelimDocument4 paginiList Piping Class PrelimResaPrihtianaSatriaÎncă nu există evaluări
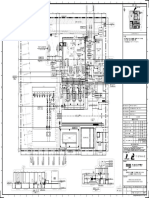
- PFGH JRK Re Pi DW 012 Rev 0 ModelDocument1 paginăPFGH JRK Re Pi DW 012 Rev 0 ModelResaPrihtianaSatriaÎncă nu există evaluări
- List Piping Class PrelimDocument4 paginiList Piping Class PrelimResaPrihtianaSatriaÎncă nu există evaluări
- PFGH JRK Re Pi DW 012 Rev 0 ModelDocument1 paginăPFGH JRK Re Pi DW 012 Rev 0 ModelResaPrihtianaSatria100% (1)
- PFGH JRK Re Pi DW 012 Rev 0 ModelDocument1 paginăPFGH JRK Re Pi DW 012 Rev 0 ModelResaPrihtianaSatria100% (1)
- The GPSA 13th Edition Major ChangesDocument2 paginiThe GPSA 13th Edition Major Changespatrickandreas77Încă nu există evaluări
- CAESAR II Netural File Format PDFDocument19 paginiCAESAR II Netural File Format PDFResaPrihtianaSatriaÎncă nu există evaluări
- The GPSA 13th Edition Major ChangesDocument2 paginiThe GPSA 13th Edition Major Changespatrickandreas77Încă nu există evaluări
- Project Directory LinkDocument1 paginăProject Directory LinkResaPrihtianaSatriaÎncă nu există evaluări
- Lesson and Learnt JTB - 20160425 Added by RSADocument10 paginiLesson and Learnt JTB - 20160425 Added by RSAResaPrihtianaSatriaÎncă nu există evaluări
- Dye Penetrant Analysis of Cracked Solder JointsDocument8 paginiDye Penetrant Analysis of Cracked Solder JointsResaPrihtianaSatriaÎncă nu există evaluări
- Dovidovits - Geopolymer Chemistry and Applications PDFDocument33 paginiDovidovits - Geopolymer Chemistry and Applications PDFdimas dibiantara0% (1)
- Bruun Hot WireDocument8 paginiBruun Hot WireTeh Boon SiangÎncă nu există evaluări
- DiopenDocument4 paginiDiopenademar john ZamoraÎncă nu există evaluări
- Broadband Drop CableDocument28 paginiBroadband Drop CableAngel LopezÎncă nu există evaluări
- Assighnment 1Document4 paginiAssighnment 1Mouli SenguptaÎncă nu există evaluări
- Homework-5 2Document3 paginiHomework-5 2Dorothy CastilloÎncă nu există evaluări
- Chapter 1 CHEMISTRYDocument4 paginiChapter 1 CHEMISTRYAmit Kumar SinghÎncă nu există evaluări
- Purifier System, PA 605/615: Cleaning System For Fuel and Lubricating OilsDocument4 paginiPurifier System, PA 605/615: Cleaning System For Fuel and Lubricating OilsJohn Lemuel Arquisola0% (1)
- Tomoe Valve Company Profile PDFDocument4 paginiTomoe Valve Company Profile PDFJosuaÎncă nu există evaluări
- Course: Medicinal Chemistry Course Code: BBICBI404R04/BICBI404R01 Instructor: Karthi ShanmugamDocument8 paginiCourse: Medicinal Chemistry Course Code: BBICBI404R04/BICBI404R01 Instructor: Karthi ShanmugamKarthi ShanmugamÎncă nu există evaluări
- William Crookes On Radiant MatterDocument38 paginiWilliam Crookes On Radiant Matterde7yT3izÎncă nu există evaluări
- Science Form 1 NoteDocument5 paginiScience Form 1 NoteDaniel ChanÎncă nu există evaluări
- Basics in Process Design - 2006 PDFDocument30 paginiBasics in Process Design - 2006 PDFSamuel OnyewuenyiÎncă nu există evaluări
- Chevron Handbook Drilling FluidsDocument277 paginiChevron Handbook Drilling FluidsAtiq uRehman100% (2)
- Physical Manipulative Activity - Balancing Chemical ReactionsDocument3 paginiPhysical Manipulative Activity - Balancing Chemical Reactionsapi-354615171Încă nu există evaluări
- ABB Epoxy PoleDocument11 paginiABB Epoxy Poleminsoo11Încă nu există evaluări
- Analytica Chimica Acta: Jacopo La Nasa, Francesca Modugno, Matteo Aloisi, Anna Lluveras-Tenorio, Ilaria BonaduceDocument8 paginiAnalytica Chimica Acta: Jacopo La Nasa, Francesca Modugno, Matteo Aloisi, Anna Lluveras-Tenorio, Ilaria Bonaducejuanda.scienceÎncă nu există evaluări
- Geo-Synthetics: Specifications For Railway SectorDocument51 paginiGeo-Synthetics: Specifications For Railway SectorVISHWAJITÎncă nu există evaluări
- C1130Document4 paginiC1130dinhtung2210Încă nu există evaluări
- Galaxy Surfactants - Product Range BrochureDocument15 paginiGalaxy Surfactants - Product Range BrochureTo Ra100% (4)
- Proposal FYP1 Example For Malaysian UniversityDocument6 paginiProposal FYP1 Example For Malaysian UniversityDuniaku ComelÎncă nu există evaluări
- General Chemistry Ii: A. Paint Thinner and OilDocument3 paginiGeneral Chemistry Ii: A. Paint Thinner and OilCherry A. BallesterosÎncă nu există evaluări
- Isolated Sloped Footing SpreadsheetDocument283 paginiIsolated Sloped Footing Spreadsheetarif_rubin100% (3)
- 43 1571743442 MethylRedIndicatorSolution-MSDSDocument6 pagini43 1571743442 MethylRedIndicatorSolution-MSDSisyie jrÎncă nu există evaluări
- Science FairDocument9 paginiScience Fairapi-254632210Încă nu există evaluări
- Design of Micro Piles For Slope StabilizationDocument70 paginiDesign of Micro Piles For Slope StabilizationedguortÎncă nu există evaluări
- Material Testing ReportDocument16 paginiMaterial Testing ReportJohn Anthony SiocoÎncă nu există evaluări
- Activity Number 2Document9 paginiActivity Number 2Mariella SingsonÎncă nu există evaluări
- Biodata ChemDocument2 paginiBiodata Chemsomdatta dasÎncă nu există evaluări