S-ar putea să vă placă și
- Conformado y curvado en la fabricación de tuberías. FMEC0108De la EverandConformado y curvado en la fabricación de tuberías. FMEC0108Încă nu există evaluări
- 1 - 040 Seleccion de Valvulas PDFDocument21 pagini1 - 040 Seleccion de Valvulas PDFM Betzabe MoraÎncă nu există evaluări
- WPS D1.1 A36 - E71t11Document2 paginiWPS D1.1 A36 - E71t11Johann Alexander Caballero Bohorquez100% (1)
- Soldadura MAG de estructuras de acero al carbono. FMEC0210De la EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Încă nu există evaluări
- PR-PLE-11 Procedimiento Alineación y Soldadura Vers. 2Document15 paginiPR-PLE-11 Procedimiento Alineación y Soldadura Vers. 2RESIDENTE CALIDAD CAÑO SUR100% (1)
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309De la EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Evaluare: 5 din 5 stele5/5 (1)
- PR-03-002-OC Alineacion Y Soldadura de Tuberia de LineaDocument22 paginiPR-03-002-OC Alineacion Y Soldadura de Tuberia de Lineacalidad Taller100% (1)
- Registro de Inspeccion de Doblado de TuberiaDocument2 paginiRegistro de Inspeccion de Doblado de TuberiaMarcos Antonio Rosas CordovaÎncă nu există evaluări
- MSDS Endurecedor RAM-100Document4 paginiMSDS Endurecedor RAM-100Jorge LaraÎncă nu există evaluări
- PR MA 00128 017desmantelamiento ValvulasDocument6 paginiPR MA 00128 017desmantelamiento Valvulasosito1214100% (2)
- Evaluación de Verticalidad y Redondez-Tk-02Document32 paginiEvaluación de Verticalidad y Redondez-Tk-02Alexander López Prianti100% (1)
- BASE Curso Elemental de Diseño de Tuberías Industriales Volumen 1Document128 paginiBASE Curso Elemental de Diseño de Tuberías Industriales Volumen 1gnipip3825100% (1)
- 04 Anexo 4 Montaje de TuberíaDocument11 pagini04 Anexo 4 Montaje de TuberíaFlia Tierradentro Alfonso MaluÎncă nu există evaluări
- Anexo 3 Procedimiento Empalme Hot TappingDocument8 paginiAnexo 3 Procedimiento Empalme Hot TappingMario Rivera AlonsoÎncă nu există evaluări
- PE-CON-SOL-05 - 0 Procedimiento de Aplicacion de Soldadura en EstacionesDocument6 paginiPE-CON-SOL-05 - 0 Procedimiento de Aplicacion de Soldadura en EstacionesAlejandro NietoÎncă nu există evaluări
- 3.1 Procedimiento de Fabricacion de Tanque Contra IncendiosDocument9 pagini3.1 Procedimiento de Fabricacion de Tanque Contra Incendiosjorge villaÎncă nu există evaluări
- Procedimiento Hot Tap PS MDocument11 paginiProcedimiento Hot Tap PS MED SA CAÎncă nu există evaluări
- Procedimiento de arenado y pintado de tuberías HVACDocument22 paginiProcedimiento de arenado y pintado de tuberías HVACDan DiezÎncă nu există evaluări
- Procedimiento de Hot TappingDocument10 paginiProcedimiento de Hot TappingRafaelLopezSalazar100% (1)
- Procedim Iento Instalacion de Camisas Tipo B OsoDocument13 paginiProcedim Iento Instalacion de Camisas Tipo B OsoJorge Lenin Coral RoseroÎncă nu există evaluări
- Montaje de Tanques de AlmacenamientoDocument19 paginiMontaje de Tanques de Almacenamientorevelk100% (1)
- Procedimientos de Soldadura A Filete 1Document1 paginăProcedimientos de Soldadura A Filete 1Mirian JustoÎncă nu există evaluări
- Arenado y PinturaDocument20 paginiArenado y PinturaMelissa RodriguezÎncă nu există evaluări
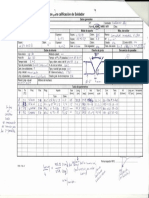
- Planilla Calificacion SoldadorDocument1 paginăPlanilla Calificacion SoldadorCaro ReinosoÎncă nu există evaluări
- Ac Anexo1Document36 paginiAc Anexo1Hernan Lazaro Hernandez100% (3)
- Procedimiento Prueba Neumatica TanquesDocument3 paginiProcedimiento Prueba Neumatica TanquesMarvin William Montes CristoÎncă nu există evaluări
- Plan de Calidad Fase Ingenieria - GasoductoDocument66 paginiPlan de Calidad Fase Ingenieria - GasoductoTulio Jose Martinez LaraÎncă nu există evaluări
- Montaje de Tanque PDFDocument64 paginiMontaje de Tanque PDFSERVIN MICHELÎncă nu există evaluări
- 1 AccesoriosSoldablesyRoscadosDocument80 pagini1 AccesoriosSoldablesyRoscadosMaximiliano García CalderónÎncă nu există evaluări
- Paquetizacion de Equipos Sobre SkitDocument18 paginiPaquetizacion de Equipos Sobre SkitLenin Marcel Fajardo AlmeidaÎncă nu există evaluări
- Procedimiento Hot Tapping 1971Document7 paginiProcedimiento Hot Tapping 1971tomy2003100% (1)
- Procedimiento Hot TappingDocument9 paginiProcedimiento Hot TappingreneluisperezÎncă nu există evaluări
- Procedimiento Reparacion de SoldaduraDocument5 paginiProcedimiento Reparacion de Soldadurawilialexis771Încă nu există evaluări
- Copia de CALCULO DE AREA PINTURA M2 A ESDocument18 paginiCopia de CALCULO DE AREA PINTURA M2 A ESPaúl ÁlvarezÎncă nu există evaluări
- Codigo Asme Seccion IxDocument53 paginiCodigo Asme Seccion IxGer Di Ciccio100% (2)
- Especificación de Máquina de Relevado de Esfuerzos Por Tratamiento TérmicoDocument4 paginiEspecificación de Máquina de Relevado de Esfuerzos Por Tratamiento TérmicoCarlos Quiñonez MendozaÎncă nu există evaluări
- POG - MEC.001 Procedimiento de Soldadura de Tuberías y AccesoriosDocument14 paginiPOG - MEC.001 Procedimiento de Soldadura de Tuberías y AccesoriosWeninger EnriquezÎncă nu există evaluări
- (Met-Pro-009) Montaje Tanques API 650 v-1Document5 pagini(Met-Pro-009) Montaje Tanques API 650 v-1WCORSALÎncă nu există evaluări
- Co - Rmbe.pe.0004-Soldadura Por Termofusión de Tubería y Accesorios de HdpeDocument9 paginiCo - Rmbe.pe.0004-Soldadura Por Termofusión de Tubería y Accesorios de HdpeMostaceroDiazWislerÎncă nu există evaluări
- C D02T1Document6 paginiC D02T1Efrain PonseÎncă nu există evaluări
- Especificación de construcción y montaje de tuberíasDocument17 paginiEspecificación de construcción y montaje de tuberíasjmvm56100% (1)
- Parte II Tuberia de ProcesoDocument42 paginiParte II Tuberia de ProcesoingjavierginezÎncă nu există evaluări
- Metodos Radiograficos API 650Document8 paginiMetodos Radiograficos API 650jabrito40-1100% (1)
- API 1104 Pres Espaol 2002Document79 paginiAPI 1104 Pres Espaol 2002Wilson GuevaraÎncă nu există evaluări
- 04 Procedimiento para Trabajos de Doblado, Alineado y Soldado.Document7 pagini04 Procedimiento para Trabajos de Doblado, Alineado y Soldado.ALCANGOS70100% (1)
- ICMRD-020-P Sandblasting y Pintura de TuberíasDocument22 paginiICMRD-020-P Sandblasting y Pintura de TuberíasCarlos Sanches100% (2)
- 044-2014-TM - OBM - PRO-01 Procedimiento de Montaje de Tanque 151,000 GLNDocument19 pagini044-2014-TM - OBM - PRO-01 Procedimiento de Montaje de Tanque 151,000 GLNOscar CusingaÎncă nu există evaluări
- DCO PGI T 102 Revisión de RectificadoresDocument21 paginiDCO PGI T 102 Revisión de RectificadoresMaximiliano García CalderónÎncă nu există evaluări
- DCO PGI T 411 Abandono de DcutosDocument17 paginiDCO PGI T 411 Abandono de DcutosOSIIQPGRISÎncă nu există evaluări
- DCO PGI T 101 Medición de ResistividadDocument21 paginiDCO PGI T 101 Medición de ResistividadMaximiliano García CalderónÎncă nu există evaluări
- Gi16501004-100-10-Et-004 - Tuberias HdpeDocument23 paginiGi16501004-100-10-Et-004 - Tuberias HdpePablo García PeñaÎncă nu există evaluări
- IZAJE Y GRUASDocument8 paginiIZAJE Y GRUASBrajham Felix Alberto GarayÎncă nu există evaluări
- Lanzado de Shotcrete en Chimenea: Entrada en Vigencia Documento N° MD-SOP-002 Rev. 01Document8 paginiLanzado de Shotcrete en Chimenea: Entrada en Vigencia Documento N° MD-SOP-002 Rev. 01Brajham Felix Alberto GarayÎncă nu există evaluări
- Manejo, Tendido, Alineado, Soldado y Bajado de TuberíaDocument10 paginiManejo, Tendido, Alineado, Soldado y Bajado de TuberíaAlberto Fabre ChableÎncă nu există evaluări
- Modernización de la planta de acería en PiscoDocument16 paginiModernización de la planta de acería en PiscoLuis Enrique Yanallaye ArandaÎncă nu există evaluări
- Procedimiento de Trabajo Cambio Del Fondo Del Tanque de 1500m3 de Almacenamiento de Alcohol Coazucar - 21Document11 paginiProcedimiento de Trabajo Cambio Del Fondo Del Tanque de 1500m3 de Almacenamiento de Alcohol Coazucar - 21Paul Paredes FloresÎncă nu există evaluări
- Protección catódica ductos marinosDocument30 paginiProtección catódica ductos marinosJose OcañaÎncă nu există evaluări
- Soldadura Electrodo Revestido (Reparado)Document12 paginiSoldadura Electrodo Revestido (Reparado)Victor Raul Aro VelasquezÎncă nu există evaluări
- ISO-L-18.001-1212-QPR-7516-00 Procedimiento de Fabricacion y Montaje de Soportes MetalicosDocument18 paginiISO-L-18.001-1212-QPR-7516-00 Procedimiento de Fabricacion y Montaje de Soportes MetalicosLuis Enrique Yanallaye ArandaÎncă nu există evaluări
- Red GasDocument50 paginiRed Gasjeronimo199580% (5)
- Articles-34497 Recurso PDF PDFDocument10 paginiArticles-34497 Recurso PDF PDFAnonymous NpiKhs5bÎncă nu există evaluări
- Transporte GNC GNL OSINERGMINDocument41 paginiTransporte GNC GNL OSINERGMINJuan Carlos TaboadaÎncă nu există evaluări
- Plan Abastecimiento Gas Natural PDFDocument219 paginiPlan Abastecimiento Gas Natural PDFAnonymous NpiKhs5bÎncă nu există evaluări
- Instalaciones de Gas LP, Uso Domestico.Document15 paginiInstalaciones de Gas LP, Uso Domestico.RobertIsaiRuizAcosta100% (1)
- NTC - 3728 Lineas de Transporte y Redes Act 1Document78 paginiNTC - 3728 Lineas de Transporte y Redes Act 1Maliton Quimbayo100% (1)
- Libro Gas NaturalDocument423 paginiLibro Gas NaturalAnonymous NpiKhs5bÎncă nu există evaluări
- Especificaciones Tecnicas Anexo 9 Instalacion GasDocument11 paginiEspecificaciones Tecnicas Anexo 9 Instalacion GasHéctor Javier SolomonedasÎncă nu există evaluări
- Libro Gas NaturalDocument234 paginiLibro Gas NaturalJoseph Louis G. P100% (2)
- Tesis de Gas UisDocument80 paginiTesis de Gas UisDaniel GuerreroÎncă nu există evaluări
- Projecto Gas Industria-DefinitivoDocument145 paginiProjecto Gas Industria-DefinitivoSaulo Caceres LaricoÎncă nu există evaluări
- Turbina Gas 1 PDFDocument4 paginiTurbina Gas 1 PDFAnonymous NpiKhs5bÎncă nu există evaluări
- Gas Natural en El Sector Resid-Comercial - Junio 09Document13 paginiGas Natural en El Sector Resid-Comercial - Junio 09Cristian Gabriel BandinÎncă nu există evaluări
- NTC - 3567 Ductos de EvacuacionDocument15 paginiNTC - 3567 Ductos de EvacuacionMaliton QuimbayoÎncă nu există evaluări
- NTC 3631 Segunda Actualización PDFDocument30 paginiNTC 3631 Segunda Actualización PDFBrando Quintero Toro85% (13)
- Manual de Instalacion Gas NaturalDocument262 paginiManual de Instalacion Gas Naturalfitiiito93% (30)
- NTC - 1746 Tub PlasticasDocument40 paginiNTC - 1746 Tub PlasticasGNIJOHN100% (2)
- Instalaciones Gas LPDocument299 paginiInstalaciones Gas LPLuis Sabino Segura SilvaÎncă nu există evaluări
- Transporte GNC GNL OSINERGMINDocument41 paginiTransporte GNC GNL OSINERGMINJuan Carlos TaboadaÎncă nu există evaluări
- Articles-34497 Recurso PDF PDFDocument10 paginiArticles-34497 Recurso PDF PDFAnonymous NpiKhs5bÎncă nu există evaluări
- 50156998-NTC3458 Señalizacion TuberiaDocument12 pagini50156998-NTC3458 Señalizacion TuberiaMilena Deantonio PeñaÎncă nu există evaluări
- NTC - 3567 Ductos de EvacuacionDocument15 paginiNTC - 3567 Ductos de EvacuacionMaliton QuimbayoÎncă nu există evaluări
- Guia Alumno Formato Word PDFDocument24 paginiGuia Alumno Formato Word PDFAnonymous NpiKhs5bÎncă nu există evaluări
- 50156998-NTC3458 Señalizacion TuberiaDocument12 pagini50156998-NTC3458 Señalizacion TuberiaMilena Deantonio PeñaÎncă nu există evaluări
- Guia Apoyo Docente 2015 PDFDocument24 paginiGuia Apoyo Docente 2015 PDFAnonymous NpiKhs5bÎncă nu există evaluări
- Gas Natural en El Sector Resid-Comercial - Junio 09Document13 paginiGas Natural en El Sector Resid-Comercial - Junio 09Cristian Gabriel BandinÎncă nu există evaluări
- Norma Técnica Colombiana 3950 PDFDocument11 paginiNorma Técnica Colombiana 3950 PDFAnonymous NpiKhs5bÎncă nu există evaluări
- Guia Docente Final Formato Word PDFDocument33 paginiGuia Docente Final Formato Word PDFAnonymous NpiKhs5bÎncă nu există evaluări
- Normativa Gas Tubo PeDocument7 paginiNormativa Gas Tubo PeAlejandro PizarroÎncă nu există evaluări
- Termofusion PavcoDocument31 paginiTermofusion Pavcofreiner1311Încă nu există evaluări
- CNC Shield CaracteristicasDocument9 paginiCNC Shield CaracteristicasEduardoTeslaÎncă nu există evaluări
- Brazos Ripper CatDocument6 paginiBrazos Ripper CatMarcos Merma AlvarezÎncă nu există evaluări
- ISO 16890 - Guía Eurovent - Parte4Document3 paginiISO 16890 - Guía Eurovent - Parte4Nicolás VargasÎncă nu există evaluări
- Especificación para Juntas Estructurales Que Utilizan Pernos de Alta ResistenciaDocument87 paginiEspecificación para Juntas Estructurales Que Utilizan Pernos de Alta ResistenciaFelipe Araujo100% (2)
- Manual de CubiertasDocument86 paginiManual de CubiertasSonia BigattiÎncă nu există evaluări
- Cocina Industrial Novotec 2019Document4 paginiCocina Industrial Novotec 2019Permisos GtdPeruÎncă nu există evaluări
- Efectos de La Temperatura en El AceroDocument4 paginiEfectos de La Temperatura en El AceroGueeseÎncă nu există evaluări
- Unidad 1 - 6 Molienda, Clasificación Húmeda y CircuitosDocument33 paginiUnidad 1 - 6 Molienda, Clasificación Húmeda y CircuitosFrancisca CastroÎncă nu există evaluări
- Soluciones en acero inoxidableDocument45 paginiSoluciones en acero inoxidableEduardo Andres AcostaÎncă nu există evaluări
- Tipo de SilletaDocument6 paginiTipo de SilletaOsmarÎncă nu există evaluări
- Grilletes CrosbyDocument22 paginiGrilletes CrosbyCAZAPUTAs 42Încă nu există evaluări
- TRABAJOFINALDocument3 paginiTRABAJOFINALRigel OriónÎncă nu există evaluări
- Vista Explosionada - MotorDocument1 paginăVista Explosionada - MotorCristian GuamánÎncă nu există evaluări
- Universidad Tecnológica Del Perú: Tema: Practica Calificada #02Document34 paginiUniversidad Tecnológica Del Perú: Tema: Practica Calificada #02Rodolfo Jesus Calle FloreÎncă nu există evaluări
- Especificaciones Tecnicas Pista Patinaje Definitivas 11-8-2017Document26 paginiEspecificaciones Tecnicas Pista Patinaje Definitivas 11-8-2017Alejandra Paz Godoy RivasÎncă nu există evaluări
- Caso RestauranteDocument42 paginiCaso RestauranteNoelia AguirreÎncă nu există evaluări
- Cotización Instalación Torre GuacharacalDocument1 paginăCotización Instalación Torre GuacharacalJUROFOÎncă nu există evaluări
- E.T Acero de RefuerzoDocument6 paginiE.T Acero de RefuerzokevinÎncă nu există evaluări
- Norriseas SpanishBroch 012214-1Document8 paginiNorriseas SpanishBroch 012214-1Sergio PerezÎncă nu există evaluări
- Ap NRF 295 Pemex 2012 Dof 05 Mar 2013Document37 paginiAp NRF 295 Pemex 2012 Dof 05 Mar 2013MHumbertorgÎncă nu există evaluări
- Tratamientos térmicos aplicados a engranajes y elementos mecánicosDocument12 paginiTratamientos térmicos aplicados a engranajes y elementos mecánicosAlee AlvaradoÎncă nu există evaluări
- Recubrimientos Cerámicos Mixtos Sobre Acero ComercialDocument11 paginiRecubrimientos Cerámicos Mixtos Sobre Acero ComercialRonny Joel QCÎncă nu există evaluări
- Barras de Acero Al Carbono y Aleado Sujetas A Requisitos de Templabilidad Final - EndurecimientoDocument47 paginiBarras de Acero Al Carbono y Aleado Sujetas A Requisitos de Templabilidad Final - EndurecimientojocabedpopÎncă nu există evaluări
- 002 (Fome)Document38 pagini002 (Fome)AlejandroÎncă nu există evaluări
- 7 HerramientasDocument11 pagini7 HerramientasOmar Antonio Marrugo Espitia0% (1)
- Lectura2 - Evaluación de La Importancia Del Trato Con El ClienteDocument5 paginiLectura2 - Evaluación de La Importancia Del Trato Con El ClienteVIC100% (1)
- Mantenimiento de Turbinas de VaporDocument12 paginiMantenimiento de Turbinas de Vaporari78100% (1)
- 12 - Bombeo MecanicoDocument27 pagini12 - Bombeo MecanicoNicolas GimenezÎncă nu există evaluări
- Manual IcaDocument313 paginiManual IcapopÎncă nu există evaluări
- Diseño - Proyecto - Aplicacion - Fabrica - Actividad 2Document13 paginiDiseño - Proyecto - Aplicacion - Fabrica - Actividad 2JHON EDINSON BAUTISTA PINTO100% (2)