S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (120)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Bhagwat Gita in by EB KarkiDocument97 paginiBhagwat Gita in by EB KarkiYogaguru Mohan100% (1)
- Satisfaction and Revisit Intentions at Fast Food RestaurantsDocument12 paginiSatisfaction and Revisit Intentions at Fast Food RestaurantsKunal LodhiÎncă nu există evaluări
- Limitations of Learning by Discovery - Ausubel PDFDocument14 paginiLimitations of Learning by Discovery - Ausubel PDFOpazo SebastianÎncă nu există evaluări
- Lynx LX v8Document5 paginiLynx LX v8Bambang KaryantoÎncă nu există evaluări
- Cópia de Teste Excel - Intermediário (5166) .XLS: BIM Technology For EngineersDocument6 paginiCópia de Teste Excel - Intermediário (5166) .XLS: BIM Technology For EngineersFernanda AzevedoÎncă nu există evaluări
- Simple Harmonic Oscillator: 1 HamiltonianDocument10 paginiSimple Harmonic Oscillator: 1 HamiltonianAbdurrahman imamÎncă nu există evaluări
- Unit-3 BPDocument48 paginiUnit-3 BPShreyas ShreyuÎncă nu există evaluări
- Business Process MappingDocument14 paginiBusiness Process MappinghanxinÎncă nu există evaluări
- Ecoflam Burners 2014 enDocument60 paginiEcoflam Burners 2014 enanonimppÎncă nu există evaluări
- Narayana Xii Pass Ir Iit (2023 24) PDFDocument16 paginiNarayana Xii Pass Ir Iit (2023 24) PDFRaghav ChaudharyÎncă nu există evaluări
- Gen-Math11 - Q1 - Mod10 - Solving-Real-Life-Problems-Involving-Rational (EJBOY)Document13 paginiGen-Math11 - Q1 - Mod10 - Solving-Real-Life-Problems-Involving-Rational (EJBOY)Angeline TumananÎncă nu există evaluări
- Varargout Tugas - GUI (Varargin) : FunctionDocument7 paginiVarargout Tugas - GUI (Varargin) : FunctionDwi Lestari dwi375ft.2019Încă nu există evaluări
- TMT Boron CoatingDocument6 paginiTMT Boron Coatingcvolkan1100% (2)
- Pioneer Car Stereo System DVH-735AVDocument85 paginiPioneer Car Stereo System DVH-735AVJs LópezÎncă nu există evaluări
- DC Power Supply and Voltage RegulatorsDocument73 paginiDC Power Supply and Voltage RegulatorsRalph Justine NevadoÎncă nu există evaluări
- Stability Analysis of Steel Storage Rack Structures PDFDocument7 paginiStability Analysis of Steel Storage Rack Structures PDFFabian Flemin BahamondeÎncă nu există evaluări
- S Energy SN 72 Cell Series Solar Panel Datasheet V 01Document2 paginiS Energy SN 72 Cell Series Solar Panel Datasheet V 01infercomÎncă nu există evaluări
- L4 Subdivision of PlotsDocument20 paginiL4 Subdivision of PlotsKenny BoatÎncă nu există evaluări
- Watchgas AirWatch MK1.0 Vs MK1.2Document9 paginiWatchgas AirWatch MK1.0 Vs MK1.2elliotmoralesÎncă nu există evaluări
- Microcontroller Based Vehicle Security SystemDocument67 paginiMicrocontroller Based Vehicle Security Systemlokesh_045Încă nu există evaluări
- Fire Dynamic Damper Installation InstructionsDocument18 paginiFire Dynamic Damper Installation InstructionsJohnMerrÎncă nu există evaluări
- Final Whole PHD ThesisDocument294 paginiFinal Whole PHD ThesisLIBIO ESTEPAÎncă nu există evaluări
- Exercise 1 - Revision StringDocument2 paginiExercise 1 - Revision StringKu H6Încă nu există evaluări
- Microprocessor I - Lecture 01Document27 paginiMicroprocessor I - Lecture 01Omar Mohamed Farag Abd El FattahÎncă nu există evaluări
- Initial and Final Setting Time of CementDocument20 paginiInitial and Final Setting Time of CementTesfayeÎncă nu există evaluări
- SpaceClaim - Developers Guide-5-6Document2 paginiSpaceClaim - Developers Guide-5-6Alexgh1993Încă nu există evaluări
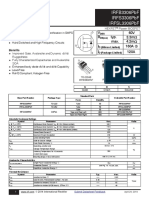
- Irfb3306Pbf Irfs3306Pbf Irfsl3306Pbf: V 60V R Typ. 3.3M: Max. 4.2M I 160A C I 120ADocument12 paginiIrfb3306Pbf Irfs3306Pbf Irfsl3306Pbf: V 60V R Typ. 3.3M: Max. 4.2M I 160A C I 120ADirson Volmir WilligÎncă nu există evaluări
- LBX 6513DS VTMDocument4 paginiLBX 6513DS VTMsergiocuencascribÎncă nu există evaluări
- Symmetries and Conservation Laws-Consequences of Noether TheoremDocument8 paginiSymmetries and Conservation Laws-Consequences of Noether TheoremmastinaropuruÎncă nu există evaluări
- Systems - of - EquationsDocument39 paginiSystems - of - EquationsAnonymous 5aPb088W100% (1)