S-ar putea să vă placă și
- Itp TankageDocument7 paginiItp TankageIr FankovicÎncă nu există evaluări
- Progress Piping GCC CaCo3Document66 paginiProgress Piping GCC CaCo3Alif Rahmat FebriantoÎncă nu există evaluări
- SA Roofing Cladding Section 3 PDFDocument37 paginiSA Roofing Cladding Section 3 PDFharishram123456Încă nu există evaluări
- W QC A 009 Rev1 Written PracticeDocument17 paginiW QC A 009 Rev1 Written PracticeAlif Rahmat FebriantoÎncă nu există evaluări
- Welder and Welder Operator Qualification Record FormDocument1 paginăWelder and Welder Operator Qualification Record FormNanaba Nanayaw DwomohÎncă nu există evaluări
- QC Dossier 1Document1 paginăQC Dossier 1VishnuGKÎncă nu există evaluări
- Visual Inspection ReportDocument17 paginiVisual Inspection ReportAlif Rahmat Febrianto0% (1)
- ITP For Piping SystemsDocument6 paginiITP For Piping SystemsGia Minh Tieu TuÎncă nu există evaluări
- Wps PQR Spec IndexDocument1 paginăWps PQR Spec IndexTridib DeyÎncă nu există evaluări
- SATIP-N-001-02 Rev. 4Document2 paginiSATIP-N-001-02 Rev. 4Anonymous 4e7GNjzGW100% (1)
- Package 2s E0001 - Jupiter DCR 30-10-2021Document96 paginiPackage 2s E0001 - Jupiter DCR 30-10-2021senthilÎncă nu există evaluări
- CP N-05 Vol.2 Sec.6 Ib Ts 100Document217 paginiCP N-05 Vol.2 Sec.6 Ib Ts 100Nadine PascualÎncă nu există evaluări
- Plate To ASTM A516: Normal Strength Carbon Grade Pressure Vessel Steel PlateDocument3 paginiPlate To ASTM A516: Normal Strength Carbon Grade Pressure Vessel Steel PlateAman BansalÎncă nu există evaluări
- Piping Class PDFDocument4 paginiPiping Class PDFanil pkÎncă nu există evaluări
- Tube-To-Tube Sheet Joint RequirementsDocument2 paginiTube-To-Tube Sheet Joint RequirementsWaqas WaqasÎncă nu există evaluări
- AWWA C200 Steel Water Pipe Standard Improvements 2013 PDFDocument13 paginiAWWA C200 Steel Water Pipe Standard Improvements 2013 PDFrichard.hislopÎncă nu există evaluări
- TDC QapDocument69 paginiTDC QapKuppuraj ParamsivamÎncă nu există evaluări
- WPS Pipe 08'' SHD 40 SMAW REV02Document2 paginiWPS Pipe 08'' SHD 40 SMAW REV02Amine MaalejÎncă nu există evaluări
- WPQP 6g Smaw API 5lx52 Od10inch 15.9mmDocument1 paginăWPQP 6g Smaw API 5lx52 Od10inch 15.9mmufomskiÎncă nu există evaluări
- Exhibitors List 2013 PDFDocument4 paginiExhibitors List 2013 PDFRaju MalhotraÎncă nu există evaluări
- Wps Sp14 Reva PDFDocument9 paginiWps Sp14 Reva PDFravi00098Încă nu există evaluări
- 0468-Asom20-92p1-0006-001 - Flange Repair and Machining (Revised) PDFDocument11 pagini0468-Asom20-92p1-0006-001 - Flange Repair and Machining (Revised) PDFDenny AgusÎncă nu există evaluări
- TDC 003 - SS Pipes - r0Document1 paginăTDC 003 - SS Pipes - r0samkarthik47Încă nu există evaluări
- Particle Reinforced and Fiber Reinforced Composites OverviewDocument29 paginiParticle Reinforced and Fiber Reinforced Composites OverviewJoy SueltoÎncă nu există evaluări
- TopCoreBelco 101 FCDocument9 paginiTopCoreBelco 101 FCCesar ArellanoÎncă nu există evaluări
- MS For HVAC Ducting Installation and PipingDocument18 paginiMS For HVAC Ducting Installation and PipingProject enghvacÎncă nu există evaluări
- EIL - Formats - PMI PDFDocument53 paginiEIL - Formats - PMI PDFABHISHEK SINGHÎncă nu există evaluări
- ACMV Inspeciton Check ListDocument22 paginiACMV Inspeciton Check ListNaing Win TunÎncă nu există evaluări
- Saudi Aramco Typical Inspection PlanDocument12 paginiSaudi Aramco Typical Inspection Planspravin231Încă nu există evaluări
- A83910-14 Attachment 6.6 Tank Hydrostatic Test Procedure - A5Q4Q5Document24 paginiA83910-14 Attachment 6.6 Tank Hydrostatic Test Procedure - A5Q4Q5Emrah AkcayÎncă nu există evaluări
- RP32-3 Inspection & Testing of in Service Civil & Mechanical Plant Management PrincipalDocument7 paginiRP32-3 Inspection & Testing of in Service Civil & Mechanical Plant Management PrincipalAlif Rahmat FebriantoÎncă nu există evaluări
- Hardness Test Quality Control and Inspection Report FormDocument17 paginiHardness Test Quality Control and Inspection Report FormAlif Rahmat Febrianto0% (1)
- 2722-ME-007 - Piping Design, Fabrication & InstallationDocument42 pagini2722-ME-007 - Piping Design, Fabrication & InstallationEngr Muhammad AliÎncă nu există evaluări
- TDC 004 CS Fittings r0Document1 paginăTDC 004 CS Fittings r0samkarthik47Încă nu există evaluări
- F5 05 GD FFO Building Hydrant Systems DRAFT PDFDocument18 paginiF5 05 GD FFO Building Hydrant Systems DRAFT PDFAlif Rahmat FebriantoÎncă nu există evaluări
- GS 30-1-7 - MainbodyDocument16 paginiGS 30-1-7 - MainbodySubash ChandraboseÎncă nu există evaluări
- 3SS NW00 00007 PDFDocument10 pagini3SS NW00 00007 PDFKarthikÎncă nu există evaluări
- Electrode Test Record E6010Document9 paginiElectrode Test Record E6010Veeraraghavan GuruÎncă nu există evaluări
- Project Document No.: VD-MR-007-01-037: Document Title: Site Acceptance Test ProcedureDocument9 paginiProject Document No.: VD-MR-007-01-037: Document Title: Site Acceptance Test ProcedureshahimulkÎncă nu există evaluări
- Rapid p0030 CPP U0030 Qac Mom 0024 Quality MeetingDocument13 paginiRapid p0030 CPP U0030 Qac Mom 0024 Quality MeetingAtuk Safiz100% (1)
- Doc. No Revision No Revision DateDocument6 paginiDoc. No Revision No Revision DateShyam SinghÎncă nu există evaluări
- 20 Preservation of Piping MaterialsDocument45 pagini20 Preservation of Piping MaterialsDamar WardhanaÎncă nu există evaluări
- Hardness Pro Form1Document2 paginiHardness Pro Form1gst ajah100% (1)
- WPS & SmawDocument12 paginiWPS & Smawnuke apriyaniÎncă nu există evaluări
- Color Coding For MaterialsDocument1 paginăColor Coding For Materialsvishal agrawalÎncă nu există evaluări
- Wps Mig PDF FreeDocument3 paginiWps Mig PDF Freehanz bermejoÎncă nu există evaluări
- INS T 004, Tol - OvalityDocument4 paginiINS T 004, Tol - OvalityDeepakÎncă nu există evaluări
- Bs Tech: Electrodes Issue and Return RegisterDocument1 paginăBs Tech: Electrodes Issue and Return RegisterRhannie GarciaÎncă nu există evaluări
- Cold Tap Coating Report 2Document1 paginăCold Tap Coating Report 2Jamal BakhtÎncă nu există evaluări
- QAP CondenserDocument3 paginiQAP CondenserisaacÎncă nu există evaluări
- ITP-format For VesselsDocument5 paginiITP-format For VesselsHanuman RaoÎncă nu există evaluări
- Project Department Kuwait National Petroleum Company: Daily Welding Inspection ReportDocument1 paginăProject Department Kuwait National Petroleum Company: Daily Welding Inspection ReportMuthazhagan SaravananÎncă nu există evaluări
- Expansion Tank (Et) : Rabigh II Project Interconnecting Package (UO1)Document14 paginiExpansion Tank (Et) : Rabigh II Project Interconnecting Package (UO1)dodonggÎncă nu există evaluări
- SAIC-W-2077 Weld Joint Identification SystemDocument1 paginăSAIC-W-2077 Weld Joint Identification Systemkarioke mohaÎncă nu există evaluări
- EFCO Maschinenbau India Private Limited: Job Card - Isolation ValveDocument2 paginiEFCO Maschinenbau India Private Limited: Job Card - Isolation ValveDebasis Pattnaik DebaÎncă nu există evaluări
- Fit - Up and Visual Examination Report: Attachment Drawing Joint DetailDocument1 paginăFit - Up and Visual Examination Report: Attachment Drawing Joint DetailMuhammad Fitransyah Syamsuar Putra100% (1)
- 03 WPS CS 1Document3 pagini03 WPS CS 1mohammadÎncă nu există evaluări
- 13427-01weekly QAQC ReportDocument1 pagină13427-01weekly QAQC ReportShyam SinghÎncă nu există evaluări
- BS 1724 (Bronze Welding by Gas)Document24 paginiBS 1724 (Bronze Welding by Gas)nandi_scrÎncă nu există evaluări
- AKP Storage TanksDocument51 paginiAKP Storage Tankscris_2010Încă nu există evaluări
- References: Chevron Corporation Reference-1 October 1989Document2 paginiReferences: Chevron Corporation Reference-1 October 1989mika cabelloÎncă nu există evaluări
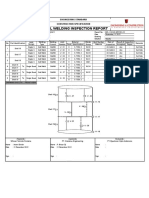
- Project:OLMTP Project No:16-PSS-002 Client:ZKB-RELIABLE: Daily Welding Inspection ReportDocument4 paginiProject:OLMTP Project No:16-PSS-002 Client:ZKB-RELIABLE: Daily Welding Inspection ReportEngr Saeed AnwarÎncă nu există evaluări
- dpvc-09 Petrobras PDFDocument47 paginidpvc-09 Petrobras PDFBilly TanÎncă nu există evaluări
- 6001F Rev 07 Material, Fabrication and Installation StructureDocument83 pagini6001F Rev 07 Material, Fabrication and Installation StructurePatrickioÎncă nu există evaluări
- SA 387 Grade 91 Class 2Document4 paginiSA 387 Grade 91 Class 2briang-2Încă nu există evaluări
- Receiving Material Procedure (Done) (Sudah Direvisi)Document8 paginiReceiving Material Procedure (Done) (Sudah Direvisi)Hardika SambilangÎncă nu există evaluări
- GSB Form 221 Purchase RequestDocument2 paginiGSB Form 221 Purchase RequestMade GileeÎncă nu există evaluări
- Section Subject: Shaybah CPF Expansion ProjectDocument21 paginiSection Subject: Shaybah CPF Expansion ProjectAdhie Waelacxh100% (1)
- Hydro Test ReportDocument2 paginiHydro Test ReportAnonymous a8oga83Încă nu există evaluări
- Welding Procedure Specification (WPS) & Procedure Hp-Bolir Esr0040020qmo4279a-2507 - 0BXDocument62 paginiWelding Procedure Specification (WPS) & Procedure Hp-Bolir Esr0040020qmo4279a-2507 - 0BXkingstonÎncă nu există evaluări
- QAP For PQR'S - For Impact TestingDocument3 paginiQAP For PQR'S - For Impact TestingDries VandezandeÎncă nu există evaluări
- Welding MapDocument1 paginăWelding MapSriram Vj100% (1)
- W QC A 004 Rev1, WQT ProcedureDocument15 paginiW QC A 004 Rev1, WQT ProcedureAlif Rahmat FebriantoÎncă nu există evaluări
- IQWQ-CE1091-VPNDT-00-2566 - A PT ProcedureDocument23 paginiIQWQ-CE1091-VPNDT-00-2566 - A PT Procedurejacksonbello34Încă nu există evaluări
- Ffisj .,,, N (Rones' : L (O-Date: PT - Vertii (Al N0-FkentenDocument2 paginiFfisj .,,, N (Rones' : L (O-Date: PT - Vertii (Al N0-FkentenAlif Rahmat FebriantoÎncă nu există evaluări
- Product Data Sheet: Circuit Breaker Easypact Ezc100H - TMD - 20 A - 3 Poles 3DDocument6 paginiProduct Data Sheet: Circuit Breaker Easypact Ezc100H - TMD - 20 A - 3 Poles 3DAlif Rahmat FebriantoÎncă nu există evaluări
- 02.situasi Plaza & Bangku Gate 1.compressedDocument1 pagină02.situasi Plaza & Bangku Gate 1.compressedAlif Rahmat FebriantoÎncă nu există evaluări
- Penawaran Q 544 FF VII 2017Document1 paginăPenawaran Q 544 FF VII 2017Alif Rahmat FebriantoÎncă nu există evaluări
- Penawaran Q 442 FF VI 2017 R1Document2 paginiPenawaran Q 442 FF VI 2017 R1Alif Rahmat FebriantoÎncă nu există evaluări
- QE-038 FF III-2019 R1 Tyco GentecDocument1 paginăQE-038 FF III-2019 R1 Tyco GentecAlif Rahmat FebriantoÎncă nu există evaluări
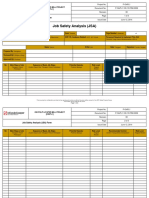
- P OkiPL1 100 15 FRM 0009 Job Safety Analysis (JSA)Document3 paginiP OkiPL1 100 15 FRM 0009 Job Safety Analysis (JSA)Alif Rahmat FebriantoÎncă nu există evaluări
- Img 0001Document1 paginăImg 0001Alif Rahmat FebriantoÎncă nu există evaluări
- Storage Tank Shell Banding Quality Control and Inspection Report FormDocument1 paginăStorage Tank Shell Banding Quality Control and Inspection Report FormAlif Rahmat FebriantoÎncă nu există evaluări
- Chart Title: Pt. Gemilang Cipta Wawasan Schedule ProjectDocument10 paginiChart Title: Pt. Gemilang Cipta Wawasan Schedule ProjectAlif Rahmat FebriantoÎncă nu există evaluări
- W QC A 004 Rev1, WQT ProcedureDocument15 paginiW QC A 004 Rev1, WQT ProcedureAlif Rahmat FebriantoÎncă nu există evaluări
- RCC Curtainwall QuantityDocument2 paginiRCC Curtainwall QuantityHeerendra SharmaÎncă nu există evaluări
- TVL12 - Carpentry NC II Q3 w1-3Document24 paginiTVL12 - Carpentry NC II Q3 w1-3Benjamin PanerÎncă nu există evaluări
- Pro Trimor MidcastDocument1 paginăPro Trimor MidcastWangGuolei王国磊Încă nu există evaluări
- Newco Stainless Steel Valves Technical Data Sheets PDFDocument52 paginiNewco Stainless Steel Valves Technical Data Sheets PDFasdfdfÎncă nu există evaluări
- Koenig Image2015 EN WebDocument20 paginiKoenig Image2015 EN WebLuis Miguel Toledo MarzoÎncă nu există evaluări
- Revised Refuse Area DesignDocument1 paginăRevised Refuse Area DesignanzaniÎncă nu există evaluări
- Yanbu: Export Refinery ProjectDocument8 paginiYanbu: Export Refinery ProjectJanakiraman MalligaÎncă nu există evaluări
- Alkali-Free Powder AcceleratorDocument2 paginiAlkali-Free Powder AcceleratorVietpapayaÎncă nu există evaluări
- 1.1 - Customer: FMC: P 6471589-0 1 Stage Carrier: N07210501Document3 pagini1.1 - Customer: FMC: P 6471589-0 1 Stage Carrier: N07210501Andras StegerÎncă nu există evaluări
- Grinding Machine: Grinding Machine, Often Shortened To G Rinder, Is Any of VariousDocument16 paginiGrinding Machine: Grinding Machine, Often Shortened To G Rinder, Is Any of VariousMudassar AkhtarÎncă nu există evaluări
- Strip Chart Highway 84Document113 paginiStrip Chart Highway 84Santosh SharmaÎncă nu există evaluări
- 15 - Extraction of MetalsDocument9 pagini15 - Extraction of MetalsIzzah AnatiÎncă nu există evaluări
- KPC Tender Online 0516Document3 paginiKPC Tender Online 0516Rizky AntoÎncă nu există evaluări
- Design of Durbale Prestressed Concrete For Dabhol TrestleDocument10 paginiDesign of Durbale Prestressed Concrete For Dabhol TrestleKalipada SenÎncă nu există evaluări
- O6 Tool SteelDocument2 paginiO6 Tool SteelnevadablueÎncă nu există evaluări
- Alpha Fluitin 1532: N C C SDocument3 paginiAlpha Fluitin 1532: N C C SBlink271 LighhtÎncă nu există evaluări
- Valve SelectDocument16 paginiValve Selectse781Încă nu există evaluări
- WN SA-105 B16 5 TT Rev0Document2 paginiWN SA-105 B16 5 TT Rev0Aço SalgueiroÎncă nu există evaluări
- Lecture 7Document16 paginiLecture 7shreshtha0095Încă nu există evaluări
- Vedanta Aluminium Plant Ltd. Quality Assurance Plan For Pot Line Maintenance Job (Rev-00)Document3 paginiVedanta Aluminium Plant Ltd. Quality Assurance Plan For Pot Line Maintenance Job (Rev-00)Sasanka SekharÎncă nu există evaluări
- 2015 Unifire Hand Held Nozzle CatalogDocument21 pagini2015 Unifire Hand Held Nozzle CatalogDennis MartinusÎncă nu există evaluări
- 419 MosDocument2 pagini419 MosTomtom YabayabÎncă nu există evaluări