S-ar putea să vă placă și
- Alturas (Tab) PDFDocument6 paginiAlturas (Tab) PDFMahavishnu Toolfripp83% (6)
- El Mundo Magico de SwitchwordsDocument3 paginiEl Mundo Magico de SwitchwordsJumaroli100% (4)
- Auto 2Document6 paginiAuto 2Daniel GenteÎncă nu există evaluări
- La Doncella Encantada 3 - New PDFDocument3 paginiLa Doncella Encantada 3 - New PDFprimeracuerda0% (1)
- Tarea FisicoquímicaDocument12 paginiTarea FisicoquímicaPriyanka Vaswani HareshÎncă nu există evaluări
- Problema 15Document4 paginiProblema 15Marco Antonio CQÎncă nu există evaluări
- Cdi Seminario de ComplDocument5 paginiCdi Seminario de ComplJustin MejíaÎncă nu există evaluări
- Metodo Cascada Tres GruposDocument1 paginăMetodo Cascada Tres GruposagarciaÎncă nu există evaluări
- Circuitos FluidSim H-NDocument6 paginiCircuitos FluidSim H-NManuel Alejandro100% (1)
- Taller 7. NeumaticaDocument30 paginiTaller 7. NeumaticaLaura RÎncă nu există evaluări
- Escriba El Nombre de Los Siguientes Tipos de Centros y Justifique Su Respuesta. (0.5 Puntos)Document4 paginiEscriba El Nombre de Los Siguientes Tipos de Centros y Justifique Su Respuesta. (0.5 Puntos)Andrés PerezÎncă nu există evaluări
- 1er PARCIAL MEC 3333Document9 pagini1er PARCIAL MEC 3333David Felipe GabrielÎncă nu există evaluări
- DAVPARCIAL11Document5 paginiDAVPARCIAL11David Felipe GabrielÎncă nu există evaluări
- EJERCICIO 1 NeumaticaDocument6 paginiEJERCICIO 1 Neumaticaandres felipe alvarez castañedaÎncă nu există evaluări
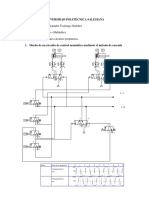
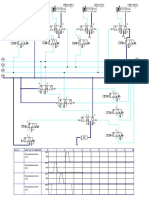
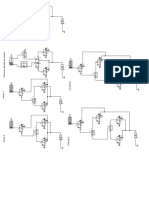
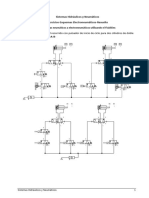
- 3 de MayoDocument2 pagini3 de Mayocamilo trujillo lozanoÎncă nu există evaluări
- Método CascadaDocument3 paginiMétodo CascadaErnesto RiosÎncă nu există evaluări
- Problema 04 Del Examen Final Del Curso de Automatización y ControlDocument1 paginăProblema 04 Del Examen Final Del Curso de Automatización y ControlALEXANDER EMANUEL ISIDRO OLLEROÎncă nu există evaluări
- Centros de Valvulas DireccionalesDocument9 paginiCentros de Valvulas DireccionalesJessica RaLopÎncă nu există evaluări
- TAREA 1 Principios de Dibujo TécnicoDocument22 paginiTAREA 1 Principios de Dibujo TécnicoRodrigo EspinozaÎncă nu există evaluări
- Milonga Del SolitarioDocument3 paginiMilonga Del Solitariopachuco2cadaverÎncă nu există evaluări
- Dispositivo de Estampado CascadaDocument1 paginăDispositivo de Estampado CascadaLuis Enrique GutiérrezÎncă nu există evaluări
- Alfabeto HumanistasDocument1 paginăAlfabeto HumanistasElpimiento Llay-Llay0% (1)
- PSD #4 - Decodificadores - MauroDocument9 paginiPSD #4 - Decodificadores - Mauromauro100% (1)
- Star Wars - Marcha Imperial TAB GUITARDocument1 paginăStar Wars - Marcha Imperial TAB GUITARlor_seiscuerdas100% (1)
- CAMINO ALEGRE (Besela Doroha)Document1 paginăCAMINO ALEGRE (Besela Doroha)Alun LloydÎncă nu există evaluări
- Milonga de Pampa y Cielo - Víctor VelázquezDocument4 paginiMilonga de Pampa y Cielo - Víctor VelázquezfabiopostcrossingÎncă nu există evaluări
- PlanosDocument3 paginiPlanosMundoAnimeÎncă nu există evaluări
- 6to EjercicioDocument2 pagini6to EjercicioiFreeShooT WoTÎncă nu există evaluări
- H-N-Práctica 4-U1-Mando Secuencial de Pistones Doble EfectoDocument5 paginiH-N-Práctica 4-U1-Mando Secuencial de Pistones Doble EfectoRubén RiveraÎncă nu există evaluări
- 4 Allegro - Mauro Giuliani Bye FlowerDocument1 pagină4 Allegro - Mauro Giuliani Bye FlowerCarlos Robles AviñaÎncă nu există evaluări
- Parcial 2 EuaticaDocument9 paginiParcial 2 EuaticaKlaus Tovar VillanuevaÎncă nu există evaluări
- Secuencia A+b+a-BDocument6 paginiSecuencia A+b+a-BTin RamosÎncă nu există evaluări
- Deber NeumaticaDocument1 paginăDeber NeumaticaEsteban JpÎncă nu există evaluări
- Guia de Trabajo 1 UNIDAD IIDocument2 paginiGuia de Trabajo 1 UNIDAD IIFelix MadrigalÎncă nu există evaluări
- Plano de AcabadosDocument1 paginăPlano de AcabadosMabel ARÎncă nu există evaluări
- Librs XptoDocument37 paginiLibrs Xptomiguel-simonÎncă nu există evaluări
- ProyectoDocument20 paginiProyectoQuintanilla Roca HectorÎncă nu există evaluări
- UD 6 La Cejilla L2Document4 paginiUD 6 La Cejilla L2Consuelo Navas JiménezÎncă nu există evaluări
- Solucion Final ML 611-A-B-C-D 2020-IiDocument20 paginiSolucion Final ML 611-A-B-C-D 2020-IiBrandon Rengifo Reynaga100% (1)
- Imprimir Circuitos HidraulicosDocument1 paginăImprimir Circuitos HidraulicosMilka OtañezÎncă nu există evaluări
- Organización Función de Una Variable IDocument20 paginiOrganización Función de Una Variable Idani10fot.esonyÎncă nu există evaluări
- Metodo Cascada para NeumaticaDocument17 paginiMetodo Cascada para NeumaticaELECTRONICA Y AUTOMATIZACION AQPÎncă nu există evaluări
- Horario de PracticantesDocument1 paginăHorario de PracticantesEsther Milagros Bautista CabrejosÎncă nu există evaluări
- Cumpleaños Feliz TROMPETA 2Document1 paginăCumpleaños Feliz TROMPETA 2Vicente Medina MeridaÎncă nu există evaluări
- Book 1Document5 paginiBook 1Lisandro GrecoÎncă nu există evaluări
- Práctica #6 - SistHidraNeum - Esquema Electroneumatico-ResueltoDocument2 paginiPráctica #6 - SistHidraNeum - Esquema Electroneumatico-Resueltodocs.isc23Încă nu există evaluări
- Sesion 06Document39 paginiSesion 06Kevin Lopez AlvaÎncă nu există evaluări
- Manual de PracticasDocument21 paginiManual de PracticasErwin Vargas MartinezÎncă nu există evaluări
- A Mi Juana PDFDocument16 paginiA Mi Juana PDFfabrufoÎncă nu există evaluări
- Triadas y Acordes de 7 Básicos en Posición Fundamental PDFDocument5 paginiTriadas y Acordes de 7 Básicos en Posición Fundamental PDFOscar Bergillos SanchezÎncă nu există evaluări
- Practica Al Piano - 3º Curso 2º Trimestre Cadencia ConclusivaDocument2 paginiPractica Al Piano - 3º Curso 2º Trimestre Cadencia ConclusivaAnaÎncă nu există evaluări
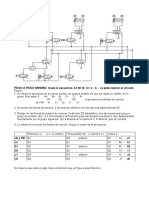
- Paso A Paso Minimo ResumenDocument1 paginăPaso A Paso Minimo ResumenJose Luis Prieto BenitoÎncă nu există evaluări
- Plancha 2 Corregida Compressed Compressed Compressed Compressed-Comprimido CompressedDocument1 paginăPlancha 2 Corregida Compressed Compressed Compressed Compressed-Comprimido Compressedapi-564301688Încă nu există evaluări
- Cómo Te Voy A OlvidarDocument2 paginiCómo Te Voy A OlvidarEmiliano ZapataÎncă nu există evaluări
- Sulca-Janampa-Santos-Schn Act02Document25 paginiSulca-Janampa-Santos-Schn Act02MARY ANN ILLANES HUAMANÎncă nu există evaluări
- EstudioDocument1 paginăEstudioAg MorenoÎncă nu există evaluări
- Methods of Design (Cascade and Step by Step)Document17 paginiMethods of Design (Cascade and Step by Step)mets24100% (9)
- Matemática financiera paso a paso: formulación para hojas de cálculo y calculadora científicaDe la EverandMatemática financiera paso a paso: formulación para hojas de cálculo y calculadora científicaÎncă nu există evaluări
- Formulación y evaluación de proyectos agropecuarios: Estructura del proyecto agropecuario, con enfoque de marco lógico - 1ra ediciónDe la EverandFormulación y evaluación de proyectos agropecuarios: Estructura del proyecto agropecuario, con enfoque de marco lógico - 1ra ediciónEvaluare: 5 din 5 stele5/5 (2)
- La pequeña gran enciclopedia del sudoku. Cinturón marrónDe la EverandLa pequeña gran enciclopedia del sudoku. Cinturón marrónÎncă nu există evaluări
- El Círculo InteriorDocument12 paginiEl Círculo Interioryorga55Încă nu există evaluări
- SamadhiDocument85 paginiSamadhidharmavskarma100% (3)
- ProteusDocument52 paginiProteuscastillo25075% (4)
- Trabajo Final - Una Vista A La ElectroneumaticaDocument10 paginiTrabajo Final - Una Vista A La ElectroneumaticaYudith Delgado GavidiaÎncă nu există evaluări
- t.4 Funciones de La Conducion de La GuerraDocument22 paginit.4 Funciones de La Conducion de La Guerrananiyagami89% (9)
- Cuadro Comparativo de Las Diferencias Entre El Calor Y TemperaturaDocument1 paginăCuadro Comparativo de Las Diferencias Entre El Calor Y TemperaturaJesús Alberto Arias Vázquez100% (1)
- Materiales de Geometria para Verano 2014Document47 paginiMateriales de Geometria para Verano 2014FJ LHÎncă nu există evaluări
- Tabla de Materiales de ConstruccionDocument77 paginiTabla de Materiales de ConstruccionYesenia Luna100% (1)
- 2 Ejers. y Probs. de Movimiento OndulatorioDocument4 pagini2 Ejers. y Probs. de Movimiento OndulatorioReed CrowlerÎncă nu există evaluări
- Tema 1 Sistemas Parte 1Document236 paginiTema 1 Sistemas Parte 1Raúl DettÎncă nu există evaluări
- Clases Física Dinámica V1.0Document13 paginiClases Física Dinámica V1.0Sarango Jiménez Virginia StefanyÎncă nu există evaluări
- Informe 1 TopografiaDocument5 paginiInforme 1 TopografiaSergio Ignacio AlvarezÎncă nu există evaluări
- Problemas de Balance de MateriaDocument7 paginiProblemas de Balance de MateriaFiorella Montes0% (1)
- Marco Conceptual HidraulicaDocument7 paginiMarco Conceptual HidraulicaSara AguilarÎncă nu există evaluări
- Especificaciones Técnicas de ParedesDocument3 paginiEspecificaciones Técnicas de ParedesJose ChuctayaÎncă nu există evaluări
- Robotica Auf 1404Document13 paginiRobotica Auf 1404Jesus-09Încă nu există evaluări
- Aparatos de Maniobra de Control IndustrialDocument16 paginiAparatos de Maniobra de Control IndustrialRomel CárdenasÎncă nu există evaluări
- Informe de Proyecto - Comunicación PCDocument21 paginiInforme de Proyecto - Comunicación PCPaúl MartínezÎncă nu există evaluări
- Cálculo de Parámetros de Líneas de Transmisión - LAB#3Document19 paginiCálculo de Parámetros de Líneas de Transmisión - LAB#3DIAZ CUBA ROGER JEANPOOLÎncă nu există evaluări
- ABB - Construcción de Cuadros Eléctricos de Baja Tensión Norma IEC 61439 PARTE 1 Y 2Document8 paginiABB - Construcción de Cuadros Eléctricos de Baja Tensión Norma IEC 61439 PARTE 1 Y 2Agustín EspinozaÎncă nu există evaluări
- Motor Generador AutosuficienteDocument7 paginiMotor Generador AutosuficienteJhoan Alexis Garcia PlataÎncă nu există evaluări
- S11.s11 - MaterialDocument37 paginiS11.s11 - MaterialGianfranco Efrain AurisÎncă nu există evaluări
- Separata FÍSICA IDocument5 paginiSeparata FÍSICA IJoseph Jair TellezÎncă nu există evaluări
- Verificación de Cimentación de MicropilotesDocument12 paginiVerificación de Cimentación de MicropilotesRomanuel Ramirez SalazarÎncă nu există evaluări
- Wuolah Free Resistencia de MaterialesDocument51 paginiWuolah Free Resistencia de MaterialesInquieta MusarañaÎncă nu există evaluări
- Propiedades Mecánicas de Los MaterialesDocument10 paginiPropiedades Mecánicas de Los MaterialesAlexis Rafael Asipali Cohelo100% (1)
- Diseño de Separadores HorizontalesDocument16 paginiDiseño de Separadores HorizontalesJuan Carlos PaucaraÎncă nu există evaluări
- El AS3935 (FRANKLIN) : Un Detector Temprano de RayosDocument6 paginiEl AS3935 (FRANKLIN) : Un Detector Temprano de RayosFrancesc Daura Luna100% (1)