S-ar putea să vă placă și
- Research On Heat Transfer Coefficient of Horizontal Tube Falling Film EvaporatorDocument5 paginiResearch On Heat Transfer Coefficient of Horizontal Tube Falling Film EvaporatordonyaÎncă nu există evaluări
- NAWTEC13-3164: Optimizing Steam Turbine Generator OutputDocument14 paginiNAWTEC13-3164: Optimizing Steam Turbine Generator OutputAjiÎncă nu există evaluări
- Design and Development of An Extensive Vapour Bleeding System at The EvaporatorsDocument3 paginiDesign and Development of An Extensive Vapour Bleeding System at The EvaporatorsnghiÎncă nu există evaluări
- A Lehnberger, D Laue, SS Mallikarjun and HR MaheshDocument3 paginiA Lehnberger, D Laue, SS Mallikarjun and HR MaheshJoao Bortolussi - JBR ENGENHARIA100% (1)
- Reliability Centered Maintenance of A Ply Industry A Case Study IJERTV5IS110228Document8 paginiReliability Centered Maintenance of A Ply Industry A Case Study IJERTV5IS110228cuongÎncă nu există evaluări
- Maintenance Strategy MBA Assignment - Dave PhelanDocument15 paginiMaintenance Strategy MBA Assignment - Dave PhelanDave Phelan100% (1)
- Maintenance Planner and Scheduler Skills and Competency ListDocument2 paginiMaintenance Planner and Scheduler Skills and Competency ListCBF INDUSTRIAL DE GUSAÎncă nu există evaluări
- 1988 - Tosio - A New Sugar Mill PDFDocument4 pagini1988 - Tosio - A New Sugar Mill PDFShan ShahÎncă nu există evaluări
- 2007 Sept-Oct OptYourPlantsNumber1Asset HydroAsia KSmithDocument3 pagini2007 Sept-Oct OptYourPlantsNumber1Asset HydroAsia KSmithchiclemotita2Încă nu există evaluări
- Instrument Loop Diagrams: ANSI/ISA-5.4-1991Document22 paginiInstrument Loop Diagrams: ANSI/ISA-5.4-1991wintermacÎncă nu există evaluări
- Kirschen Cap 8Document7 paginiKirschen Cap 8davidroa058828100% (2)
- Cane PreparationDocument2 paginiCane PreparationOmar Ahmed ElkhalilÎncă nu există evaluări
- 1987 - Magasiner - The Effect of FuelDocument4 pagini1987 - Magasiner - The Effect of Fuelflitzzz100% (1)
- Pss Dig SilentDocument9 paginiPss Dig SilentProject MentorÎncă nu există evaluări
- Asset Management JourneyDocument6 paginiAsset Management JourneyRatnawatyÎncă nu există evaluări
- SRI Jigger Tubes System Delivers Improved Vacuum Pan PerformanceDocument2 paginiSRI Jigger Tubes System Delivers Improved Vacuum Pan PerformanceRoberto Rasgado MarroquinÎncă nu există evaluări
- Energy Conservation in Bagasse Fired BoilerDocument4 paginiEnergy Conservation in Bagasse Fired BoilerEditor IJRITCCÎncă nu există evaluări
- Areview of Cane Knifing PDFDocument3 paginiAreview of Cane Knifing PDFamarnath jagirdarÎncă nu există evaluări
- A Review of The Cause and Effect Relationships Within The Processes of A Sugar FactoryDocument41 paginiA Review of The Cause and Effect Relationships Within The Processes of A Sugar FactoryFederico LeonÎncă nu există evaluări
- DECS 250 ManualsDocument374 paginiDECS 250 ManualsPhước Khang NguyễnÎncă nu există evaluări
- International Sugar JournalDocument11 paginiInternational Sugar JournalAhmed AboulmagdÎncă nu există evaluări
- 1999 - Peaceock - Robust Designs Evaporator Station - 2 PDFDocument14 pagini1999 - Peaceock - Robust Designs Evaporator Station - 2 PDFnghiÎncă nu există evaluări
- Properties and Operating Experience With Bagasse As A Boiler FuelDocument6 paginiProperties and Operating Experience With Bagasse As A Boiler FuelAmulya KumarÎncă nu există evaluări
- The Greek Energy System - A Brief Overview V 3 0Document14 paginiThe Greek Energy System - A Brief Overview V 3 0Theofilos XanthosÎncă nu există evaluări
- Development and Analysis of Nordic32 Power System Model in PowerFactoryDocument77 paginiDevelopment and Analysis of Nordic32 Power System Model in PowerFactorybubo28100% (1)
- 2017 - IEEE - PES - GM - Lessons Learned in Model Validation For NERC ComplianceDocument20 pagini2017 - IEEE - PES - GM - Lessons Learned in Model Validation For NERC CompliancesamÎncă nu există evaluări
- Ejectors Give Any Suction PressureDocument7 paginiEjectors Give Any Suction Pressurehappale2002Încă nu există evaluări
- Land - Use RequirementsDocument47 paginiLand - Use RequirementsgaddipatimalliÎncă nu există evaluări
- Shakrgang Mills JHGDocument28 paginiShakrgang Mills JHGAitazaz AhsanÎncă nu există evaluări
- Limited Et Al. - 2010 - Cane Preparation - Optimised TechnologyDocument7 paginiLimited Et Al. - 2010 - Cane Preparation - Optimised Technologyarcher178Încă nu există evaluări
- Piping Eveporative COndensersDocument12 paginiPiping Eveporative COndensersscribd99190Încă nu există evaluări
- Cane Shredder 2Document9 paginiCane Shredder 2Dirajen Pullay MardayÎncă nu există evaluări
- 5 Reasons Why PM Plans Can Contribute To Poor Asset ReliabilityDocument9 pagini5 Reasons Why PM Plans Can Contribute To Poor Asset ReliabilityYury FedichkinÎncă nu există evaluări
- Tender For Supply LED Fixtures - T35Document42 paginiTender For Supply LED Fixtures - T35Balamurugan ArumugamÎncă nu există evaluări
- Reference Manual: Governing Fundamentals and Power ManagementDocument76 paginiReference Manual: Governing Fundamentals and Power ManagementMohamed M. SalahÎncă nu există evaluări
- Draft in ChimneyDocument9 paginiDraft in ChimneyMunaf TamboliÎncă nu există evaluări
- Feasibility Study of Economics and Performance of Solar Photovoltaics at The Kolthoff Landfill in Cleveland, OhioDocument59 paginiFeasibility Study of Economics and Performance of Solar Photovoltaics at The Kolthoff Landfill in Cleveland, OhioAdjar HadiyonoÎncă nu există evaluări
- NSRDB UserManual r20120906 PDFDocument479 paginiNSRDB UserManual r20120906 PDFandresÎncă nu există evaluări
- Influence of Governors On Power System Transient StabilityDocument9 paginiInfluence of Governors On Power System Transient StabilityMadhusudhan SrinivasanÎncă nu există evaluări
- Effect of Power Swing On The Performance of Mho RelayDocument51 paginiEffect of Power Swing On The Performance of Mho Relaysubhankar dash33% (3)
- Ieee Draft Recommended Practice For Excitation Sys PDFDocument202 paginiIeee Draft Recommended Practice For Excitation Sys PDFroyclhorÎncă nu există evaluări
- DPL Manual Version 12-1Document118 paginiDPL Manual Version 12-1hikaru20100% (2)
- DynamicsPartI Lecture Notes 2012Document125 paginiDynamicsPartI Lecture Notes 2012Ahmed Al100% (1)
- Optimising Productivity in Foundry Optimising Productivity in FoundryDocument57 paginiOptimising Productivity in Foundry Optimising Productivity in FoundrykarthikkandaÎncă nu există evaluări
- RCM AnalysisDocument1 paginăRCM AnalysisDiyan IrawanÎncă nu există evaluări
- Best Practices Handbook-NREL15Document255 paginiBest Practices Handbook-NREL15aitormrÎncă nu există evaluări
- Zhou 2016Document10 paginiZhou 2016Umar WijaksonoÎncă nu există evaluări
- IEEE Task Force Report Digital AVR 1996Document9 paginiIEEE Task Force Report Digital AVR 1996Ra MaÎncă nu există evaluări
- Treinamento PCS7 V9.0.0 - Apostila InglêsDocument674 paginiTreinamento PCS7 V9.0.0 - Apostila InglêsAlex SalesÎncă nu există evaluări
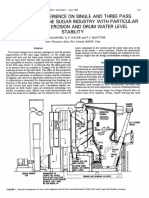
- Operating Experience On Single and Three Pass BoilersDocument7 paginiOperating Experience On Single and Three Pass Boilersbonginkosi mathunjwaÎncă nu există evaluări
- Wind and Solar NrelDocument244 paginiWind and Solar NrelreverendjamesÎncă nu există evaluări
- Evaluating The Technical and Economic Performance of PV Plus Storage Power PlantsDocument36 paginiEvaluating The Technical and Economic Performance of PV Plus Storage Power PlantssamÎncă nu există evaluări
- 2010 Kent Design Manufacturing and Maintenance of Sugar Mill Equipment IsDocument11 pagini2010 Kent Design Manufacturing and Maintenance of Sugar Mill Equipment Isanwar mughalÎncă nu există evaluări
- PD521Document16 paginiPD521bauhaus10Încă nu există evaluări
- Sugar Industry ReportDocument47 paginiSugar Industry ReportTung Bui ThanhÎncă nu există evaluări
- P1 U2 CLCM EvaDocument13 paginiP1 U2 CLCM EvaLu C MrtzÎncă nu există evaluări
- Companhia Siderúrgica Do Pecém Ceará (Brazil) : New Greenfield Cokemaking PlantDocument4 paginiCompanhia Siderúrgica Do Pecém Ceará (Brazil) : New Greenfield Cokemaking PlantJuanÎncă nu există evaluări
- Cane Juiceextraction Systems For Sugar and EthanolproductionDocument8 paginiCane Juiceextraction Systems For Sugar and EthanolproductionTruong HoaÎncă nu există evaluări
- TATA Ammonia Plant: Design Features and Operating ExperienceDocument17 paginiTATA Ammonia Plant: Design Features and Operating Experiencevaratharajan g rÎncă nu există evaluări
- Design of Evaporation Systems and Heaters NetworksDocument10 paginiDesign of Evaporation Systems and Heaters NetworksViviana E. MesaÎncă nu există evaluări
- AIS9 - Indice - TeoricaDocument3 paginiAIS9 - Indice - TeoricaThiago PessoaÎncă nu există evaluări
- DiscDryer GBDocument2 paginiDiscDryer GBDaniel SouzaÎncă nu există evaluări
- Discor: Rotary Disc Cooker/DryerDocument2 paginiDiscor: Rotary Disc Cooker/DryerDouglas TondelloÎncă nu există evaluări
- Data Sheet Turbodisc Drier PDFDocument2 paginiData Sheet Turbodisc Drier PDFDaniel SouzaÎncă nu există evaluări
- The Effects of Drying On DDGS Protein QualityDocument31 paginiThe Effects of Drying On DDGS Protein QualityDouglas TondelloÎncă nu există evaluări
- Disc DryerDocument2 paginiDisc DryerkosmcÎncă nu există evaluări
- Continuous Disc Dryer: Use and FunctionDocument4 paginiContinuous Disc Dryer: Use and FunctionDouglas TondelloÎncă nu există evaluări
- GEA Evaporation-Technology Brochure EN tcm11-16319 PDFDocument24 paginiGEA Evaporation-Technology Brochure EN tcm11-16319 PDFItsartÎncă nu există evaluări
- Tabela de Conversão de PressãoDocument1 paginăTabela de Conversão de PressãoLucas Felipe Felix da SilvaÎncă nu există evaluări
- Dryhouse Technologies and DDGS Production: January 2009Document21 paginiDryhouse Technologies and DDGS Production: January 2009Douglas TondelloÎncă nu există evaluări
- Drying of Municipal Sewage Sludge From A Laboratory Scale Batch Indirect Dryer To The Paddle Dryer-P. Arlabosse, S. Chavez and C. PrevorDocument6 paginiDrying of Municipal Sewage Sludge From A Laboratory Scale Batch Indirect Dryer To The Paddle Dryer-P. Arlabosse, S. Chavez and C. PrevorJorge VallejosÎncă nu există evaluări
- FE2-FFE Distributor - 2016.11.30 - Ver2Document33 paginiFE2-FFE Distributor - 2016.11.30 - Ver2Douglas TondelloÎncă nu există evaluări
- United States PatentDocument7 paginiUnited States PatentDouglas TondelloÎncă nu există evaluări
- Runxin - Valvula Automatica Abrandador F74a3Document49 paginiRunxin - Valvula Automatica Abrandador F74a3Douglas Tondello100% (1)
- Pennant Purgadores PDFDocument101 paginiPennant Purgadores PDFDouglas TondelloÎncă nu există evaluări
- VT TubeBundleDryer PDFDocument2 paginiVT TubeBundleDryer PDFDouglas TondelloÎncă nu există evaluări
- RendeDocument16 paginiRendeDouglas TondelloÎncă nu există evaluări
- MEZCLADORA CONTINUA Ingles PDFDocument2 paginiMEZCLADORA CONTINUA Ingles PDFDouglas TondelloÎncă nu există evaluări
- Discor: Rotary Disc Cooker/DryerDocument2 paginiDiscor: Rotary Disc Cooker/DryerDouglas TondelloÎncă nu există evaluări
- As TW Fishmeal PlantDocument67 paginiAs TW Fishmeal Plantzbz94Încă nu există evaluări
- Sludge Drying PDFDocument10 paginiSludge Drying PDFdanndiamondÎncă nu există evaluări
- 2006 10 16 MTB Heat-DryingDocument13 pagini2006 10 16 MTB Heat-DryingDouglas TondelloÎncă nu există evaluări
- A Coupled Thermal-Granular Model in Flights Rotary Kiln: Industrial Validation and Process DesignDocument12 paginiA Coupled Thermal-Granular Model in Flights Rotary Kiln: Industrial Validation and Process DesignDouglas TondelloÎncă nu există evaluări
- Especificação de GraxasDocument1 paginăEspecificação de GraxasDouglas TondelloÎncă nu există evaluări
- Data Sheet Purgador PT65-40Document2 paginiData Sheet Purgador PT65-40Douglas Tondello100% (1)
- Singlet OxygenDocument62 paginiSinglet Oxygenhamid_hinnaÎncă nu există evaluări
- Brazing Road SP PDFDocument32 paginiBrazing Road SP PDFFAYAZÎncă nu există evaluări
- Friction Welding Usage TodayDocument15 paginiFriction Welding Usage Todaycule93Încă nu există evaluări
- Solder Re Flow Guide For Surface Mount DevicesDocument13 paginiSolder Re Flow Guide For Surface Mount DevicesWandyy GonçalvesÎncă nu există evaluări
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsDocument28 paginiWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsBRIGHT TECH INDUSTRIALS INDIA PVT LTDÎncă nu există evaluări
- ANSYS Mechanical APDL Fracture Analysis GuideDocument134 paginiANSYS Mechanical APDL Fracture Analysis Guidearulrajasi0% (1)
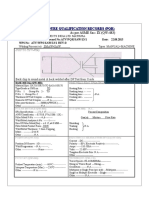
- Procedure Qualification Records (PQR)Document2 paginiProcedure Qualification Records (PQR)amine algÎncă nu există evaluări
- Essential Variables API 1104Document4 paginiEssential Variables API 1104Madidj_2014Încă nu există evaluări
- PRO088 Part 2 PDFDocument20 paginiPRO088 Part 2 PDFAminul HaqueÎncă nu există evaluări
- BOS-M.Sc. Syllabus - 23-09-VBSPU 2022Document57 paginiBOS-M.Sc. Syllabus - 23-09-VBSPU 2022Susheel MishraÎncă nu există evaluări
- Non Aqueous TitrationDocument29 paginiNon Aqueous TitrationpharmaprvÎncă nu există evaluări
- PPG Cs 743: PPG CS 743 Is A Copolymer Polyol Especially Designed For The Production ofDocument2 paginiPPG Cs 743: PPG CS 743 Is A Copolymer Polyol Especially Designed For The Production ofVaittianathan MahavapillaiÎncă nu există evaluări
- MSDS Accelerator MBT 2-Mercaptobenzothiazole KemaiDocument7 paginiMSDS Accelerator MBT 2-Mercaptobenzothiazole KemaicarlosÎncă nu există evaluări
- Simulation of Chromatographic Processes Using MATLAB: Bernt Nilsson, Per Borgqvist, Anders Axelsson and Guido ZacchiDocument4 paginiSimulation of Chromatographic Processes Using MATLAB: Bernt Nilsson, Per Borgqvist, Anders Axelsson and Guido Zacchiomkar khaladeÎncă nu există evaluări
- M183Document2 paginiM183Franz Richard Sardinas Mallco100% (1)
- 12 SM Chemistry English 2019 20 PDFDocument359 pagini12 SM Chemistry English 2019 20 PDFMahi JaiswalÎncă nu există evaluări
- Soal Rancang HeDocument2 paginiSoal Rancang HeDimas0% (1)
- Sanosil S010 - EngDocument11 paginiSanosil S010 - EngSophie TranÎncă nu există evaluări
- Thermodynamics PDFDocument20 paginiThermodynamics PDFValine Cysteine MethionineÎncă nu există evaluări
- Gravity Filtration and Vacuum Filtration of Calcium Carbonate (CaCO3) SlurryDocument6 paginiGravity Filtration and Vacuum Filtration of Calcium Carbonate (CaCO3) SlurryElajah ZaragozaÎncă nu există evaluări
- Bacte Comprehensive ReviewDocument116 paginiBacte Comprehensive ReviewFaith Theresa OroscoÎncă nu există evaluări
- Me22 E02 Tumangan M2a2Document3 paginiMe22 E02 Tumangan M2a2Jihoo JungÎncă nu există evaluări
- MSS SP 134a 2006 Cryogenic Service PDFDocument18 paginiMSS SP 134a 2006 Cryogenic Service PDFjensdcv100% (1)
- پیوندهای شیمیائی - ساختار لویس - هندسه مولکولی - قطبیت مولکولهاDocument24 paginiپیوندهای شیمیائی - ساختار لویس - هندسه مولکولی - قطبیت مولکولهاapi-3706290Încă nu există evaluări
- Water Vapor Capacity of AirDocument3 paginiWater Vapor Capacity of AirAhmed EldalyÎncă nu există evaluări
- Ashadeep Iit: Answer The Following Questions (1) 2)Document2 paginiAshadeep Iit: Answer The Following Questions (1) 2)Purab PatelÎncă nu există evaluări
- B1 Distrubutory DesignDocument17 paginiB1 Distrubutory DesignNeil AgshikarÎncă nu există evaluări
- Ionpro LXDocument2 paginiIonpro LXAlon CarlosÎncă nu există evaluări
- Sabic mLLDPE 8115 Series: PolymersDocument2 paginiSabic mLLDPE 8115 Series: PolymerslinhnguyenÎncă nu există evaluări
- Tyfo UGDocument2 paginiTyfo UGdediodedÎncă nu există evaluări
- The Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookDe la EverandThe Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookÎncă nu există evaluări
- Sodium Bicarbonate: Nature's Unique First Aid RemedyDe la EverandSodium Bicarbonate: Nature's Unique First Aid RemedyEvaluare: 5 din 5 stele5/5 (21)
- Guidelines for Chemical Process Quantitative Risk AnalysisDe la EverandGuidelines for Chemical Process Quantitative Risk AnalysisEvaluare: 5 din 5 stele5/5 (1)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsDe la EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsÎncă nu există evaluări
- Water-Based Paint Formulations, Vol. 3De la EverandWater-Based Paint Formulations, Vol. 3Evaluare: 4.5 din 5 stele4.5/5 (6)
- Process Plant Equipment: Operation, Control, and ReliabilityDe la EverandProcess Plant Equipment: Operation, Control, and ReliabilityEvaluare: 5 din 5 stele5/5 (1)
- Phase Equilibria in Chemical EngineeringDe la EverandPhase Equilibria in Chemical EngineeringEvaluare: 4 din 5 stele4/5 (11)
- The Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookDe la EverandThe Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookÎncă nu există evaluări
- The HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesDe la EverandThe HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesÎncă nu există evaluări
- Nuclear Energy in the 21st Century: World Nuclear University PressDe la EverandNuclear Energy in the 21st Century: World Nuclear University PressEvaluare: 4.5 din 5 stele4.5/5 (3)
- Bow Ties in Risk Management: A Concept Book for Process SafetyDe la EverandBow Ties in Risk Management: A Concept Book for Process SafetyÎncă nu există evaluări
- Fun Facts about Hydrogen : Chemistry for Kids The Element Series | Children's Chemistry BooksDe la EverandFun Facts about Hydrogen : Chemistry for Kids The Element Series | Children's Chemistry BooksÎncă nu există evaluări
- Coupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsDe la EverandCoupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsÎncă nu există evaluări
- Principles and Case Studies of Simultaneous DesignDe la EverandPrinciples and Case Studies of Simultaneous DesignÎncă nu există evaluări
- Lees' Process Safety Essentials: Hazard Identification, Assessment and ControlDe la EverandLees' Process Safety Essentials: Hazard Identification, Assessment and ControlEvaluare: 4 din 5 stele4/5 (4)
- Well Control for Completions and InterventionsDe la EverandWell Control for Completions and InterventionsEvaluare: 4 din 5 stele4/5 (10)
- Distillation Design and Control Using Aspen SimulationDe la EverandDistillation Design and Control Using Aspen SimulationEvaluare: 5 din 5 stele5/5 (2)
- Understanding Process Equipment for Operators and EngineersDe la EverandUnderstanding Process Equipment for Operators and EngineersEvaluare: 4.5 din 5 stele4.5/5 (3)
- The Stress Analysis of Pressure Vessels and Pressure Vessel Components: International Series of Monographs in Mechanical EngineeringDe la EverandThe Stress Analysis of Pressure Vessels and Pressure Vessel Components: International Series of Monographs in Mechanical EngineeringS. S. GillEvaluare: 3.5 din 5 stele3.5/5 (3)
- High Pressure Phase Behaviour of Multicomponent Fluid MixturesDe la EverandHigh Pressure Phase Behaviour of Multicomponent Fluid MixturesÎncă nu există evaluări
- First U.K. National Conference on Heat Transfer: The Institution of Chemical Engineers Symposium Series, Volume 2.86De la EverandFirst U.K. National Conference on Heat Transfer: The Institution of Chemical Engineers Symposium Series, Volume 2.86Încă nu există evaluări
- Fundamentals of Risk Management for Process Industry EngineersDe la EverandFundamentals of Risk Management for Process Industry EngineersÎncă nu există evaluări
- Physical and Chemical Equilibrium for Chemical EngineersDe la EverandPhysical and Chemical Equilibrium for Chemical EngineersEvaluare: 5 din 5 stele5/5 (1)
- Transport Phenomena in Heat and Mass TransferDe la EverandTransport Phenomena in Heat and Mass TransferJ.A. ReizesEvaluare: 5 din 5 stele5/5 (1)