S-ar putea să vă placă și
- BIODIESEL SYNTHESIS Lab ReportDocument9 paginiBIODIESEL SYNTHESIS Lab Reportdrami9450% (4)
- Lab BiodieselDocument7 paginiLab Biodieselskb89Încă nu există evaluări
- Biodiesel Synthesis from Vegetable OilDocument3 paginiBiodiesel Synthesis from Vegetable OilGuilherme FriasÎncă nu există evaluări
- Exprement 9:synthesis of Biodiesel: ObjectiveDocument5 paginiExprement 9:synthesis of Biodiesel: ObjectiveMoontarij JahanÎncă nu există evaluări
- Biodiesel Production by A Continuous Process Using Hetergenous CatalystDocument3 paginiBiodiesel Production by A Continuous Process Using Hetergenous Catalystdstar13Încă nu există evaluări
- AD Patil Sir SynopsisDocument13 paginiAD Patil Sir SynopsissumitÎncă nu există evaluări
- Boyang Wang, Shufen Li, Songjiang Tian, Rihua Feng, Yonglu MengDocument6 paginiBoyang Wang, Shufen Li, Songjiang Tian, Rihua Feng, Yonglu MengHuệ KimÎncă nu există evaluări
- Alternate Fuel 2Document11 paginiAlternate Fuel 2Vanam VenkateshÎncă nu există evaluări
- Application of The Factorial Design of Experiments and ResponseDocument7 paginiApplication of The Factorial Design of Experiments and ResponseDaniela ChalarcaÎncă nu există evaluări
- Biodiseal Cooked OilDocument4 paginiBiodiseal Cooked OildineshlathiaÎncă nu există evaluări
- 095 104Document10 pagini095 104hongduc6Încă nu există evaluări
- Chapter 2 FypDocument8 paginiChapter 2 FypFarisRazzakÎncă nu există evaluări
- 1623 1629 PDFDocument7 pagini1623 1629 PDFnitin birajdarÎncă nu există evaluări
- Castor OilDocument6 paginiCastor OilÖzlem YılmazÎncă nu există evaluări
- Rattana Phra 2012Document9 paginiRattana Phra 2012Shurooq TaibÎncă nu există evaluări
- Jurnal OkeDocument6 paginiJurnal OkeIlm NafsiÎncă nu există evaluări
- Biodiesel Production From Waste Frying Oil and Determination of Fuel PropertiesDocument5 paginiBiodiesel Production From Waste Frying Oil and Determination of Fuel PropertiesMáximo Décimo MeridioÎncă nu există evaluări
- Lab 8 - Biodiesel PDFDocument3 paginiLab 8 - Biodiesel PDFAmal ..Încă nu există evaluări
- (167 174) V8N8CTDocument8 pagini(167 174) V8N8CTAndri TogapÎncă nu există evaluări
- Jul1999, Vol76, No7, p783 787Document5 paginiJul1999, Vol76, No7, p783 787Imad YahyaÎncă nu există evaluări
- 931-Article Text-1480-1-10-20160816Document6 pagini931-Article Text-1480-1-10-20160816TB Didi SupriadiÎncă nu există evaluări
- Determination of Heat of Combustion of Biodiesel Using Bomb CalorimeterDocument3 paginiDetermination of Heat of Combustion of Biodiesel Using Bomb CalorimeterIsmail RahimÎncă nu există evaluări
- Biodiesel Synthesis Mass and Cost AnalysisDocument3 paginiBiodiesel Synthesis Mass and Cost AnalysisJasmine YiuÎncă nu există evaluări
- Esterification and Transesterification Assisted by Microwaves of Crude Palm Oil. Homogeneous CatalysisDocument6 paginiEsterification and Transesterification Assisted by Microwaves of Crude Palm Oil. Homogeneous CatalysisMáximo Décimo MeridioÎncă nu există evaluări
- ST 11 PDFDocument8 paginiST 11 PDFAdriana StÎncă nu există evaluări
- Bio-Diesel Production From Waste Cooking OilDocument51 paginiBio-Diesel Production From Waste Cooking OilDemostenes DeceoÎncă nu există evaluări
- Production of Biodiesel From Waste CookiDocument5 paginiProduction of Biodiesel From Waste CookiVedant BerdeÎncă nu există evaluări
- Akmar 22 1 20Document9 paginiAkmar 22 1 20Becky LawnsÎncă nu există evaluări
- Biodiesel Production Process and CatalystsDocument10 paginiBiodiesel Production Process and Catalystsجهاد خضيرÎncă nu există evaluări
- Investigation of Biodiesel Production From Canola Oil Using Mg-Al Hydrotalcite CatalystsDocument6 paginiInvestigation of Biodiesel Production From Canola Oil Using Mg-Al Hydrotalcite CatalystsApril TanjayÎncă nu există evaluări
- Biodiesel from Waste Cooking Oil Using Catalytic Cracking ProcessDocument11 paginiBiodiesel from Waste Cooking Oil Using Catalytic Cracking ProcessNining RahayuÎncă nu există evaluări
- Production of Biodiesel From Waste Cooking OilDocument5 paginiProduction of Biodiesel From Waste Cooking OilIJMERÎncă nu există evaluări
- Transesterification and Physical Properties of Fatty Acid Methyl Ester From Rubber Seed Oil.Document7 paginiTransesterification and Physical Properties of Fatty Acid Methyl Ester From Rubber Seed Oil.hanifahÎncă nu există evaluări
- PDF/ajassp 2011 804 809Document6 paginiPDF/ajassp 2011 804 809Nadia Shahira Bt SaidiÎncă nu există evaluări
- Production of Biodiesel From Waste Cooking Oil by Transesterification Reaction Using Cao/Natural Zeolite CatalystsDocument7 paginiProduction of Biodiesel From Waste Cooking Oil by Transesterification Reaction Using Cao/Natural Zeolite CatalystsDennis ChanÎncă nu există evaluări
- Optimization of Biodiesel (MOME) Using Response Surface Methodology (RSM)Document7 paginiOptimization of Biodiesel (MOME) Using Response Surface Methodology (RSM)vinitdubeÎncă nu există evaluări
- Biodiesel From Castor OilDocument6 paginiBiodiesel From Castor OilindripramirandaÎncă nu există evaluări
- Biodiesel Extraction From Cotton Seed OilDocument12 paginiBiodiesel Extraction From Cotton Seed OilShashank PathakÎncă nu există evaluări
- Manual Biodiesel MgoDocument6 paginiManual Biodiesel Mgoaurelio quispeÎncă nu există evaluări
- Waste Frying Oils-Based Biodiesel: Process and Fuel PropertiesDocument6 paginiWaste Frying Oils-Based Biodiesel: Process and Fuel PropertiesNiikoAlejo Rodriguez LaraÎncă nu există evaluări
- Karakteristik Biodiesel Hasil Transesterifikasi Minyak Jelantah Menggunakan Teknik Kavitasi HidrodinamikDocument6 paginiKarakteristik Biodiesel Hasil Transesterifikasi Minyak Jelantah Menggunakan Teknik Kavitasi HidrodinamikHendarÎncă nu există evaluări
- A Kinetic Study On The Transesterfication of Glyceryl Monooleate and Soyabean Used Frying Oil To BiodieselDocument9 paginiA Kinetic Study On The Transesterfication of Glyceryl Monooleate and Soyabean Used Frying Oil To Biodieseldstar13Încă nu există evaluări
- Monoesters For Transformer Insulating LiquidDocument9 paginiMonoesters For Transformer Insulating LiquidTELKOMNIKAÎncă nu există evaluări
- Synthesis of BiodieselDocument11 paginiSynthesis of BiodieselMohamed Abd ElraoofÎncă nu există evaluări
- Comparison of Transesterification Methods For Production of Biodiesel From Vegetable Oils and FatsDocument6 paginiComparison of Transesterification Methods For Production of Biodiesel From Vegetable Oils and FatsSurrean RaoÎncă nu există evaluări
- Thanh 2010Document7 paginiThanh 2010bcherejiÎncă nu există evaluări
- 1 PB PDFDocument7 pagini1 PB PDFfarhan rivaldiÎncă nu există evaluări
- 2 131 Acpi 2 (1) 2012 PDocument7 pagini2 131 Acpi 2 (1) 2012 PBreKB MéndezÎncă nu există evaluări
- CatalystDocument4 paginiCatalystDussadeeÎncă nu există evaluări
- Transesterification Reaction Kinetics of Jatropha Oil For Biodiesel ProductionDocument8 paginiTransesterification Reaction Kinetics of Jatropha Oil For Biodiesel ProductionAmr TarekÎncă nu există evaluări
- BiodieselDocument25 paginiBiodieselmano19me019Încă nu există evaluări
- Transesterification of Neat and Used Frying Oil: Optimization For Biodiesel ProductionDocument8 paginiTransesterification of Neat and Used Frying Oil: Optimization For Biodiesel ProductionCristiÎncă nu există evaluări
- 836 1811 1 SM PDFDocument4 pagini836 1811 1 SM PDFDimas Yoga Bagus PÎncă nu există evaluări
- Effects of Water On Biodiesel Fuel Production by Supercritical Methanol TreatmentDocument7 paginiEffects of Water On Biodiesel Fuel Production by Supercritical Methanol TreatmentflaysnerÎncă nu există evaluări
- Optimization of The Production of Ethyl Esters by Ultrasound Assisted Reaction of Soybean Oil and EthanolDocument6 paginiOptimization of The Production of Ethyl Esters by Ultrasound Assisted Reaction of Soybean Oil and EthanolMuhammad WahyudiÎncă nu există evaluări
- ContinuousDocument6 paginiContinuousNatalia Moreno MorenoÎncă nu există evaluări
- Articulo BiodieselDocument6 paginiArticulo BiodieselVivi AbelloÎncă nu există evaluări
- 20 - Transesterification of Crude Palm Kernel Oil and Crude Coconut Oil by Different Solid CatalystsDocument6 pagini20 - Transesterification of Crude Palm Kernel Oil and Crude Coconut Oil by Different Solid CatalystsmrjevinÎncă nu există evaluări
- Optimisation of Integrated Biodiesel ProDocument8 paginiOptimisation of Integrated Biodiesel Prokishorekumar.vÎncă nu există evaluări
- Advanced Pharmaceutical analysisDe la EverandAdvanced Pharmaceutical analysisEvaluare: 4.5 din 5 stele4.5/5 (2)
- (Green Processing and Synthesis) Biodiesel Production From Waste Cooking OilDocument9 pagini(Green Processing and Synthesis) Biodiesel Production From Waste Cooking OilevayapÎncă nu există evaluări
- Team 5Document4 paginiTeam 5evayapÎncă nu există evaluări
- ND TH: CTS M&E Engineering SDN BHDDocument2 paginiND TH: CTS M&E Engineering SDN BHDevayapÎncă nu există evaluări
- Internship ReportDocument47 paginiInternship ReportevayapÎncă nu există evaluări
- Assignment 2 - Geometry 1Document1 paginăAssignment 2 - Geometry 1evayapÎncă nu există evaluări
- UHAS EditedDocument13 paginiUHAS EditedevayapÎncă nu există evaluări
- Decorating Computer Lab with Rainbow ThemeDocument14 paginiDecorating Computer Lab with Rainbow ThemeevayapÎncă nu există evaluări
- Dynamic Drilling Pte Ltd's Valiant Driller Rig SpecificationsDocument1 paginăDynamic Drilling Pte Ltd's Valiant Driller Rig SpecificationsGriffithÎncă nu există evaluări
- Appendix A13: List of China's Natural Gas Chemical BasesDocument2 paginiAppendix A13: List of China's Natural Gas Chemical BasesarapublicationÎncă nu există evaluări
- V12 Installation InstructionsDocument200 paginiV12 Installation Instructionssledhead47Încă nu există evaluări
- Peugeot 206 Wiring Diagrams GuideDocument19 paginiPeugeot 206 Wiring Diagrams GuideSUMINISTROS DVLÎncă nu există evaluări
- Ucm03 038939 CrusherDocument1 paginăUcm03 038939 CrusherEndro SuhadiÎncă nu există evaluări
- How Gas Turbine Power Plants WorkDocument6 paginiHow Gas Turbine Power Plants Workchella2705100% (1)
- Ficha Tecnica de MotorDocument4 paginiFicha Tecnica de MotorIuri BragaÎncă nu există evaluări
- S0020028320-Nr 83 1 4 LTR 132 KW TSI Petrol Engine With Dual-Charging (Compressor Turbocharger)Document48 paginiS0020028320-Nr 83 1 4 LTR 132 KW TSI Petrol Engine With Dual-Charging (Compressor Turbocharger)IongornistuÎncă nu există evaluări
- BOSCH Fuel Supply System MEV 17.4 Technical DescriptionDocument4 paginiBOSCH Fuel Supply System MEV 17.4 Technical DescriptionRui MendesÎncă nu există evaluări
- Hitachi TrainingmanualDocument139 paginiHitachi TrainingmanualPrudz92% (12)
- FAA Advisory Circular Provides Guidance on Aircraft Engine Certification RequirementsDocument123 paginiFAA Advisory Circular Provides Guidance on Aircraft Engine Certification Requirementsbykr aknÎncă nu există evaluări
- Speed Humps QuestionnaireDocument4 paginiSpeed Humps QuestionnaireAaron Joseph100% (1)
- State of The AirDocument179 paginiState of The AirKristin Palpini HaleÎncă nu există evaluări
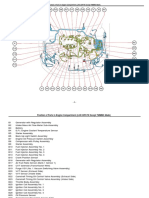
- B23 B22 B25 B26 B17 B27 B28 B20 B19 B4 B2 B31: Position of Parts in Engine Compartment (LHD 2ZR-FE Except TMMMS Made)Document4 paginiB23 B22 B25 B26 B17 B27 B28 B20 B19 B4 B2 B31: Position of Parts in Engine Compartment (LHD 2ZR-FE Except TMMMS Made)Albert BriceñoÎncă nu există evaluări
- MTU Technical Article Further Development Series 1163 For IMO IIDocument4 paginiMTU Technical Article Further Development Series 1163 For IMO IIDeepak Chachra100% (2)
- JEA Ash Handling Systems Topical Report Rev 1Document22 paginiJEA Ash Handling Systems Topical Report Rev 1Sarfaraz KhanÎncă nu există evaluări
- BLDV400Document60 paginiBLDV400Junaid SyedÎncă nu există evaluări
- Final Ignition System QuizDocument30 paginiFinal Ignition System QuizMelzXinXajSandoyNalua100% (2)
- Dts-I Engine Technology 2021-22Document24 paginiDts-I Engine Technology 2021-22YATHISH M GÎncă nu există evaluări
- Brochure ZX 138-5GDocument5 paginiBrochure ZX 138-5GVicky FirdausÎncă nu există evaluări
- PT KEPID TECHNOLOGY DAILY GENERATOR REPORTDocument1 paginăPT KEPID TECHNOLOGY DAILY GENERATOR REPORTrickcy herdianÎncă nu există evaluări
- Illustrated Parts List 098900: Model SeriesDocument16 paginiIllustrated Parts List 098900: Model SeriesacinsaÎncă nu există evaluări
- Tulsa Triplex Tt-600Document2 paginiTulsa Triplex Tt-600miguelgarciamartinezÎncă nu există evaluări
- Bomba Premier P-55uDocument1 paginăBomba Premier P-55uecavalinÎncă nu există evaluări
- DME 7.2 For M62TU With VANOS - Diags CodesDocument3 paginiDME 7.2 For M62TU With VANOS - Diags CodesgoogleheadÎncă nu există evaluări
- Colt Pielstick PA6B Data SheetDocument2 paginiColt Pielstick PA6B Data SheetRot Tor FedecaÎncă nu există evaluări
- Nissan Almera N16Document28 paginiNissan Almera N16Kostas10100% (1)
- vnx.su дачия 1304-1305-1307 пикап ENGINE-F8QDocument620 paginivnx.su дачия 1304-1305-1307 пикап ENGINE-F8Qcvn2Încă nu există evaluări
- Third Class SampleDocument40 paginiThird Class Sampleshanmugam17Încă nu există evaluări