S-ar putea să vă placă și
- Planes de Muestreo Dodge-RomingDocument23 paginiPlanes de Muestreo Dodge-Romingbonano5100% (1)
- PDF Programacion Lineal DLDocument3 paginiPDF Programacion Lineal DLnaydith gutierrezÎncă nu există evaluări
- 2.7 Bosquejo Del Método: 2.7.1 Determinación Del Universo y Obtención de La MuestraDocument5 pagini2.7 Bosquejo Del Método: 2.7.1 Determinación Del Universo y Obtención de La MuestraBrandon HernandezÎncă nu există evaluări
- Lineas Deespera. IODocument32 paginiLineas Deespera. IOerickabc92Încă nu există evaluări
- EJERCICIOSDocument3 paginiEJERCICIOSyan09mek0% (1)
- Transistor Asimetricos de Conmutacion RapidaDocument3 paginiTransistor Asimetricos de Conmutacion RapidaJuanMIguelPaezÎncă nu există evaluări
- Ejercicios de TransformadoresDocument2 paginiEjercicios de TransformadoresIrli LarreguiÎncă nu există evaluări
- Examen Unidad 2 (Seguridad Industrial)Document2 paginiExamen Unidad 2 (Seguridad Industrial)jenyÎncă nu există evaluări
- Probabilistico 6Document2 paginiProbabilistico 6Diego Ulises Rodriguez AlvarezÎncă nu există evaluări
- 3.6.-Mando Con ServovavulasDocument23 pagini3.6.-Mando Con ServovavulasAldo RiversÎncă nu există evaluări
- Rendimientos IsoentropicosDocument4 paginiRendimientos Isoentropicoskevin0% (1)
- Prob. Grupo #1 Sold..Document12 paginiProb. Grupo #1 Sold..Paola Moya0% (1)
- Factores Que Afectan La Eficacia de Los Controles y Tipos de Controles IDocument48 paginiFactores Que Afectan La Eficacia de Los Controles y Tipos de Controles IJGuilermo Espinosa50% (2)
- Ejemplo de Aplicación Electro NeumáticaDocument8 paginiEjemplo de Aplicación Electro NeumáticaAdrianRmzÎncă nu există evaluări
- Modelo de Periodo FijoDocument26 paginiModelo de Periodo FijoJonathan Millan RodríguezÎncă nu există evaluări
- 2.1. Definición de Interés Simple - Ingenieria EconomicaDocument3 pagini2.1. Definición de Interés Simple - Ingenieria EconomicaOscar Arturo Avalos de la CruzÎncă nu există evaluări
- CNC ManufacturaDocument5 paginiCNC ManufacturaLuis Changoluisa100% (3)
- Ejemplo: Curva OCDocument1 paginăEjemplo: Curva OCNormi Ceballos100% (1)
- Unidad 2 Elementos de CostosDocument2 paginiUnidad 2 Elementos de Costosalejandropano0100% (1)
- Limites de ToleranciaDocument9 paginiLimites de ToleranciaJonathan BanegasÎncă nu există evaluări
- Parametros de Control de MantenimientoDocument2 paginiParametros de Control de MantenimientoAndry Jesus Gamero Leal100% (1)
- Diseño de Máquinas CAPITULO 12 SOLDADURADocument32 paginiDiseño de Máquinas CAPITULO 12 SOLDADURAMauricio CarrascoÎncă nu există evaluări
- ManipuladoresDocument11 paginiManipuladoresamerquipÎncă nu există evaluări
- Comparadores de CaratulaDocument12 paginiComparadores de CaratulaJhoan MaflaÎncă nu există evaluări
- UNIDAD 3 CONTROL DE CALIDAD EN LINEA ExamenDocument8 paginiUNIDAD 3 CONTROL DE CALIDAD EN LINEA Examenangel0% (1)
- MTM3Document1 paginăMTM3Jose Luis Blanco PonsÎncă nu există evaluări
- Circuitos Eléctricos Capitulo 11Document8 paginiCircuitos Eléctricos Capitulo 11Francis OchanteÎncă nu există evaluări
- Capítulo 2. Indices de Capacidad de Procesos PDFDocument6 paginiCapítulo 2. Indices de Capacidad de Procesos PDFErick ValenciaÎncă nu există evaluări
- Unidad 02. Teorías Del MantenimientoDocument39 paginiUnidad 02. Teorías Del MantenimientoIraida AlemánÎncă nu există evaluări
- Giros IndustrialesDocument3 paginiGiros IndustrialesJuan Ramiro Zàrate Domìnguez100% (1)
- Arranque Motor de Induccion A Tension Plena O Tension ReducidaDocument11 paginiArranque Motor de Induccion A Tension Plena O Tension ReducidaFernando Hernandez HernandezÎncă nu există evaluări
- Integral Iterada Doble y TripleDocument13 paginiIntegral Iterada Doble y TripleIsrael Perez JimenezÎncă nu există evaluări
- Informe 2 Ajustes y ToleranciasDocument7 paginiInforme 2 Ajustes y ToleranciasFábian PeñaÎncă nu există evaluări
- Reporte Practica TornoDocument8 paginiReporte Practica TornoLucas Alexis Vicente PerezÎncă nu există evaluări
- Plan de Muestreo Dodge-RomingDocument13 paginiPlan de Muestreo Dodge-RomingAlexander Garzo100% (1)
- 1.1. Introduccion A La PL. Formulacion de ModelosDocument32 pagini1.1. Introduccion A La PL. Formulacion de ModelosJavier González Ferrer100% (1)
- Plantilla Excel Analisis Modo Efecto FallaDocument1 paginăPlantilla Excel Analisis Modo Efecto Fallajose adan alvarez ortegaÎncă nu există evaluări
- Militar Standard 414Document20 paginiMilitar Standard 414Sergio Gutiérrez Di Filippo75% (16)
- Tabla Comparativa .Maquimas y Herramientas Con Arranque de VirutaDocument4 paginiTabla Comparativa .Maquimas y Herramientas Con Arranque de VirutaMarco GorgonioÎncă nu există evaluări
- Fases Del Seis SigmaDocument3 paginiFases Del Seis SigmaJuano MosqueraÎncă nu există evaluări
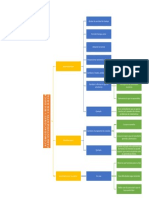
- Mapa ConceptualDocument1 paginăMapa ConceptualFrancisco Javier HernándezÎncă nu există evaluări
- Ejerc. Muestreo. Eq.4 Gpo. CDocument30 paginiEjerc. Muestreo. Eq.4 Gpo. CLucía Guadalupe Vazquez JimenezÎncă nu există evaluări
- Deber 2.1Document14 paginiDeber 2.1Yadira ZamoraÎncă nu există evaluări
- Mil STD 414Document6 paginiMil STD 414Daniel Salazar100% (1)
- Modelo Eoq Producción ConsumoDocument4 paginiModelo Eoq Producción ConsumoRafael Borda Jimenez100% (1)
- 2.3 Capacidad Del Proceso, CP, CPK y CPMDocument22 pagini2.3 Capacidad Del Proceso, CP, CPK y CPMJose Manuel Campos OrtegaÎncă nu există evaluări
- Links y Ejercicios Unidad 6Document1 paginăLinks y Ejercicios Unidad 6Franchesca VargasÎncă nu există evaluări
- EJERCICIOS ESTIMACIONeeDocument5 paginiEJERCICIOS ESTIMACIONeePATRCIA100% (1)
- Trabajo ManufacturaDocument4 paginiTrabajo ManufacturaLuis Antonio100% (1)
- Unidad 5 Ejes de TransmisionDocument14 paginiUnidad 5 Ejes de TransmisionRubii_COrpus_2300Încă nu există evaluări
- 4.1 Higiene y Seguridad IndustrialDocument4 pagini4.1 Higiene y Seguridad IndustrialCarlos A-v Skate SibajaÎncă nu există evaluări
- 3.2 Estructura Básica de Un ProgramaDocument3 pagini3.2 Estructura Básica de Un ProgramaKeith Murphy0% (1)
- Ensayo - Importancia de La Estadistica en La Ingenieria IndustrialDocument5 paginiEnsayo - Importancia de La Estadistica en La Ingenieria IndustrialMaria Gabriela100% (1)
- Diagrama BimanualDocument5 paginiDiagrama BimanualIan Gómez QuinteroÎncă nu există evaluări
- Diseno de Un Plan de Muestreo Simple Con NCA y NCL EspecificosDocument13 paginiDiseno de Un Plan de Muestreo Simple Con NCA y NCL Especificosmarcos leonel batista florianÎncă nu există evaluări
- Estudio R&R para AtributosDocument1 paginăEstudio R&R para AtributosJeny MaribelÎncă nu există evaluări
- 1925Document4 pagini1925Manuel MoranÎncă nu există evaluări
- Parametros de Validacion 2019 Est PDFDocument187 paginiParametros de Validacion 2019 Est PDFkeyner530Încă nu există evaluări
- Clase 2 PDFDocument34 paginiClase 2 PDFphoenix eastwoodÎncă nu există evaluări
- 001 CAP 6 Dist Prob - Dist Binomial - CompressedDocument18 pagini001 CAP 6 Dist Prob - Dist Binomial - CompressedveraÎncă nu există evaluări
- ParaleloDocument1 paginăParalelokeyla tilbeÎncă nu există evaluări
- Caso AA2Document4 paginiCaso AA2keyla tilbeÎncă nu există evaluări
- Administración Del Recurso HumanoDocument1 paginăAdministración Del Recurso Humanokeyla tilbeÎncă nu există evaluări
- Sistema General de Seguridad Social en ColombiaDocument5 paginiSistema General de Seguridad Social en Colombiakeyla tilbeÎncă nu există evaluări
- Estudio de Caso TalentoDocument2 paginiEstudio de Caso Talentokeyla tilbeÎncă nu există evaluări
- Simular La PILADocument6 paginiSimular La PILAkeyla tilbeÎncă nu există evaluări
- Sistema General de Seguridad Social en ColombiaDocument2 paginiSistema General de Seguridad Social en Colombiakeyla tilbeÎncă nu există evaluări
- Taller Semana 1Document2 paginiTaller Semana 1keyla tilbeÎncă nu există evaluări
- Sistema General de Seguridad Social en ColombiaDocument2 paginiSistema General de Seguridad Social en Colombiakeyla tilbeÎncă nu există evaluări
- Ley 100 de 1993Document76 paginiLey 100 de 1993Fanny MorenoÎncă nu există evaluări
- Taller Aplicando El PUCDocument4 paginiTaller Aplicando El PUCkeyla tilbe50% (2)
- Freddy Ferrer Es Subgerente de La Empresa Picarocas Ltda Devengando Un Salario deDocument2 paginiFreddy Ferrer Es Subgerente de La Empresa Picarocas Ltda Devengando Un Salario dekeyla tilbeÎncă nu există evaluări
- Administración Del Recurso HumanoDocument1 paginăAdministración Del Recurso Humanokeyla tilbeÎncă nu există evaluări
- Biomecanica DeportivaDocument14 paginiBiomecanica DeportivaFredy PalianÎncă nu există evaluări
- Estudio de Caso TalentoDocument2 paginiEstudio de Caso Talentokeyla tilbeÎncă nu există evaluări
- Capitulo 6. Modelo SCORDocument27 paginiCapitulo 6. Modelo SCORkeyla tilbeÎncă nu există evaluări
- Acomodaciones y ModificacionesDocument1 paginăAcomodaciones y ModificacionesAdrian VazquezÎncă nu există evaluări
- RRR 6.4.1-18 Regla MetálicaDocument4 paginiRRR 6.4.1-18 Regla MetálicaINGECONTROL TEMUCO GERENCIAÎncă nu există evaluări
- Manual de Control de Pozos SLBDocument319 paginiManual de Control de Pozos SLBJose Martinez100% (1)
- Tarea 4 Educacion A DistanciaDocument7 paginiTarea 4 Educacion A DistanciaYermin carreras dominguezÎncă nu există evaluări
- Ricardo Palma Ante La Real AcademiaDocument15 paginiRicardo Palma Ante La Real AcademiaJohan Pérez LandeoÎncă nu există evaluări
- Compendio-Ilustrativo-Accidentes-Mineria-2018 WORDDocument163 paginiCompendio-Ilustrativo-Accidentes-Mineria-2018 WORDMario Alberto ChOqUeÎncă nu există evaluări
- Materiales Constituyentes y Tipos de Concretos y Morteros PDFDocument26 paginiMateriales Constituyentes y Tipos de Concretos y Morteros PDFMaria Juanita NaranjoÎncă nu există evaluări
- Rúbrica Regiones de ChileDocument2 paginiRúbrica Regiones de ChileJOCELINE PAOLA RIVEROS MENDEZÎncă nu există evaluări
- Teoría de Orbitales Moleculares Frontera (FMO)Document25 paginiTeoría de Orbitales Moleculares Frontera (FMO)RUBY100% (1)
- E 2 TALLER Unidad 2Document6 paginiE 2 TALLER Unidad 2Daily CamachoÎncă nu există evaluări
- Archivo 1.Document31 paginiArchivo 1.Rocio SuarezÎncă nu există evaluări
- Plan de Redacción 8°Document9 paginiPlan de Redacción 8°Ana maría Elena Zamora JulioÎncă nu există evaluări
- Guia 11° de Dibujo Tecnico Segundo PeriodoDocument9 paginiGuia 11° de Dibujo Tecnico Segundo PeriodoMaría De Los Ángeles Flórez CuelloÎncă nu există evaluări
- Hijo, Necesitas Ayuda 3Document13 paginiHijo, Necesitas Ayuda 3Sergio JaramaÎncă nu există evaluări
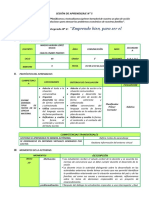
- S.A #5 Planificamos y Textualizamos Nuestro Plan de AcciónDocument10 paginiS.A #5 Planificamos y Textualizamos Nuestro Plan de AcciónMagguiÎncă nu există evaluări
- Teorias 23-04Document12 paginiTeorias 23-04Jefree Ulices Giron pintoÎncă nu există evaluări
- Caso Practico Wms Pepsico 5Document17 paginiCaso Practico Wms Pepsico 5api-255291384Încă nu există evaluări
- Resumen de La Ley 1008 Del Capitulo 1 Al 20Document5 paginiResumen de La Ley 1008 Del Capitulo 1 Al 20WIDIAN ARMANDO ROJAS MERCADO100% (1)
- Francisco Puy - El Nominalismo Primera Crisis de La CristiandadDocument22 paginiFrancisco Puy - El Nominalismo Primera Crisis de La CristiandadOscar BaezÎncă nu există evaluări
- ITEMIZADODocument20 paginiITEMIZADOPatoVillalobosÎncă nu există evaluări
- Cartas de Van Gogh A Su HermanoDocument11 paginiCartas de Van Gogh A Su HermanoOscar Abdullah Amir Rojas ZapataÎncă nu există evaluări
- ExportacionDocument52 paginiExportacionNOHEMI MILAGROS GUERRERO CAROÎncă nu există evaluări
- Pregunta 1: Enunciado de La Pregunta Tras Ver El Siguiente VídeoDocument7 paginiPregunta 1: Enunciado de La Pregunta Tras Ver El Siguiente VídeoAlfonso BaronÎncă nu există evaluări
- Instalacion MandrivaDocument44 paginiInstalacion MandrivaKike CarrilloÎncă nu există evaluări
- Martin Serrano (1989) Dise Os Produccion ComunicacionDocument16 paginiMartin Serrano (1989) Dise Os Produccion ComunicacionLucy Aguilar0% (1)
- La Soberania de Los Estados - ResumenDocument3 paginiLa Soberania de Los Estados - ResumenCortez LizÎncă nu există evaluări
- Guia de Aprendizaje Q 10ºDocument18 paginiGuia de Aprendizaje Q 10ºsolidus2Încă nu există evaluări
- Segunda Practica Calificada Eureka 2010-IIDocument8 paginiSegunda Practica Calificada Eureka 2010-IIGuido Yasmani Puma PumaÎncă nu există evaluări
- CFITD AF 2o SecundariaDocument96 paginiCFITD AF 2o SecundariaUlises Campos QuezadaÎncă nu există evaluări