S-ar putea să vă placă și
- P 3 MoliendaDocument18 paginiP 3 MoliendaCesar ZacÎncă nu există evaluări
- Análisis Y OPERACIÓN DE UN SISTEMA DE MOLIENDADocument18 paginiAnálisis Y OPERACIÓN DE UN SISTEMA DE MOLIENDASamuel Arizmendi MartínezÎncă nu există evaluări
- Reducción de tamaño y operaciones unitarias en moliendaDocument7 paginiReducción de tamaño y operaciones unitarias en moliendaVictor MagañaÎncă nu există evaluări
- Informe N°3 Desintegracion Mecanica de Un SolidoDocument18 paginiInforme N°3 Desintegracion Mecanica de Un Solidoramiro100% (1)
- Cálculo tamaño grano molido potencia motorDocument11 paginiCálculo tamaño grano molido potencia motorVirginia Rosales OlmosÎncă nu există evaluări
- Operaciones Unitarias - LaboratorioDocument21 paginiOperaciones Unitarias - LaboratorioAnonymous uNHhCrGfr7Încă nu există evaluări
- Test de Bond-Canales-Stgos. Lab2 Procesamiento de MineralesDocument22 paginiTest de Bond-Canales-Stgos. Lab2 Procesamiento de MineralesNelson RamoneÎncă nu există evaluări
- Laboratorio N°3 FlotaciónDocument31 paginiLaboratorio N°3 FlotaciónGastón Agustín Araya OñateÎncă nu există evaluări
- Pre-Reporte - Manejo de SolidosDocument14 paginiPre-Reporte - Manejo de SolidosKevin Danilo Acevedo PerezÎncă nu există evaluări
- OpeDocument24 paginiOpeRoger CubasÎncă nu există evaluări
- Preinforme Molienda y TamizadoDocument16 paginiPreinforme Molienda y TamizadoJohn Carlos Lopez MorenoÎncă nu există evaluări
- Molienda y Tamizado Grupod Prof MenesesDocument47 paginiMolienda y Tamizado Grupod Prof MenesesJuan Carlos Avila Roman100% (1)
- Desintegracion Mecanica de Solidos TeoriaDocument32 paginiDesintegracion Mecanica de Solidos TeoriaMia LunaÎncă nu există evaluări
- Desintegracion Mecanica de Solidos TeoriaDocument32 paginiDesintegracion Mecanica de Solidos TeoriaMia LunaÎncă nu există evaluări
- Alcantara ResumDocument5 paginiAlcantara ResumangieÎncă nu există evaluări
- Work IndexDocument26 paginiWork IndexpochagatoÎncă nu există evaluări
- Reducción de Tamaño - Grupo 2Document4 paginiReducción de Tamaño - Grupo 2Mafe AlvaradoÎncă nu există evaluări
- Desintegracion Mecanica de Solidos TeoriaDocument32 paginiDesintegracion Mecanica de Solidos TeoriaVirginia Rosales Olmos100% (11)
- TRITURADORAS Criterios de SelecciónDocument4 paginiTRITURADORAS Criterios de SelecciónEmilio RamirezÎncă nu există evaluări
- TRITURADORAS Criterios de SelecciónDocument4 paginiTRITURADORAS Criterios de SelecciónEmilio RamirezÎncă nu există evaluări
- UNALM: Reducción de tamaño en Ingeniería de Alimentos IDocument41 paginiUNALM: Reducción de tamaño en Ingeniería de Alimentos Ipamela FranciaÎncă nu există evaluări
- Comparacion Entre Teoria de Conminucion Clasica y La Teoria Moderna de ConminucionDocument9 paginiComparacion Entre Teoria de Conminucion Clasica y La Teoria Moderna de ConminucionAmerico Ylich Oscanoa Alvarez100% (1)
- Pre-Informe Practica 2. Molienda y TamizadoDocument5 paginiPre-Informe Practica 2. Molienda y TamizadoKaterine RuizÎncă nu există evaluări
- ANALISIS POR TAMIZADO-informe 2Document39 paginiANALISIS POR TAMIZADO-informe 2María Alejandra De La Peña SernaÎncă nu există evaluări
- Desintegracion Mecanica de Solidos TeoriaDocument32 paginiDesintegracion Mecanica de Solidos TeoriaCristianRivasMatias100% (3)
- Trituración y molienda de caliza: Análisis del procesoDocument12 paginiTrituración y molienda de caliza: Análisis del procesoCRISTINAÎncă nu există evaluări
- Como Calcular WiDocument22 paginiComo Calcular WiSarah MitchellÎncă nu există evaluări
- Reducción de TamañoDocument5 paginiReducción de TamañoGiovani Alexis Saez VegaÎncă nu există evaluări
- Informe de Molienda y TamizadoDocument17 paginiInforme de Molienda y TamizadoLuis Alfonso Beltran CottaÎncă nu există evaluări
- Molienda y TamizadoDocument33 paginiMolienda y TamizadocarmenÎncă nu există evaluări
- Lab Suelos 7 Jose BerliozDocument19 paginiLab Suelos 7 Jose BerliozJose BerliozÎncă nu există evaluări
- Ley de KickDocument7 paginiLey de Kickramiro100% (1)
- CONCENTRACIÓN Y PROCESAMIENTO DE MINERALESDocument11 paginiCONCENTRACIÓN Y PROCESAMIENTO DE MINERALESCarlos Antonio Toledo QuirozÎncă nu există evaluări
- Informe de Practica de Laboratorio de RocasDocument18 paginiInforme de Practica de Laboratorio de RocasLeslie IvettÎncă nu există evaluări
- Determinación del work index del molino de bolasDocument4 paginiDeterminación del work index del molino de bolasLuis PeraltaÎncă nu există evaluări
- Práctica - Reducción de Tamaño, Tamizado e HidrociclónDocument13 paginiPráctica - Reducción de Tamaño, Tamizado e HidrociclónJorge Agüero LópezÎncă nu există evaluări
- Informe #1 Combinacion Granulometrica (Daniel Caballero)Document21 paginiInforme #1 Combinacion Granulometrica (Daniel Caballero)Daniel CaballeroÎncă nu există evaluări
- Informe Practica Manejo de SólidosDocument11 paginiInforme Practica Manejo de SólidosCarlos García GarcíaÎncă nu există evaluări
- Molienda 2019 I FinalDocument33 paginiMolienda 2019 I FinalGeorge Morales TorresÎncă nu există evaluări
- Tesina CIBDocument25 paginiTesina CIBAlfredo MedinaÎncă nu există evaluări
- División de SólidosDocument17 paginiDivisión de Sólidososwaldo castro100% (1)
- Informe 2Document26 paginiInforme 2Lucía del Pilar G VÎncă nu există evaluări
- Departamento de Ingenieria Química y BioquímicaDocument9 paginiDepartamento de Ingenieria Química y BioquímicaGianiela NinetÎncă nu există evaluări
- SubgrupoB Gr1 Informe Moliendaytamizado FBDocument23 paginiSubgrupoB Gr1 Informe Moliendaytamizado FBCamilo TorresÎncă nu există evaluări
- Balance de masa del ciclo del cobreDocument24 paginiBalance de masa del ciclo del cobreSofia GlezÎncă nu există evaluări
- Marissssita Grupal Desintegracion Mecanica de SolidosDocument8 paginiMarissssita Grupal Desintegracion Mecanica de SolidosMarisela Gutierrez LopezÎncă nu există evaluări
- Trituración, Molienda y TamizadoDocument21 paginiTrituración, Molienda y TamizadonathaliaÎncă nu există evaluări
- Gonzalez Rossel - GranulometríaDocument20 paginiGonzalez Rossel - GranulometríaVictor Manuel Gonzalez SalinasÎncă nu există evaluări
- Informe FinalDocument29 paginiInforme FinalGabriela OlmosÎncă nu există evaluări
- Determinación de la humedad óptima y densidad máxima de un suelo agrícolaDocument15 paginiDeterminación de la humedad óptima y densidad máxima de un suelo agrícolaGuz MaldonadoÎncă nu există evaluări
- Análisis granulométrico de harinas molidasDocument10 paginiAnálisis granulométrico de harinas molidasBrendaÎncă nu există evaluări
- Molienda y Tamizado de Maíz: Análisis GranulométricoDocument30 paginiMolienda y Tamizado de Maíz: Análisis GranulométricoWalter HernandezÎncă nu există evaluări
- Desintegración mecánica y tamizado de sólidosDocument2 paginiDesintegración mecánica y tamizado de sólidosCristianRivasMatiasÎncă nu există evaluări
- Reporte 1 Tamizado y Molienda-2Document12 paginiReporte 1 Tamizado y Molienda-2Sneakers NaystyleÎncă nu există evaluări
- Reporte Practica 6Document8 paginiReporte Practica 6diego muñoz arellanoÎncă nu există evaluări
- Lab Extrativa 4Document28 paginiLab Extrativa 4[VRP-IML] Yosmar Estefania Garcia MuñozÎncă nu există evaluări
- Procesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaDe la EverandProcesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaÎncă nu există evaluări
- Eficiencia energética en las instalaciones de calefacción y acs en los edificios. ENAC0108De la EverandEficiencia energética en las instalaciones de calefacción y acs en los edificios. ENAC0108Încă nu există evaluări
- UF0285 - Tratamiento de residuos urbanos o municipales.De la EverandUF0285 - Tratamiento de residuos urbanos o municipales.Încă nu există evaluări
- Mantenimiento de motores térmicos de dos y cuatro tiempos. TMVG0409De la EverandMantenimiento de motores térmicos de dos y cuatro tiempos. TMVG0409Evaluare: 4 din 5 stele4/5 (1)
- Resignificacion de La TecnologiaDocument1 paginăResignificacion de La TecnologiaMonse AndradeÎncă nu există evaluări
- Cincia y TecnologiaDocument1 paginăCincia y TecnologiaMonse AndradeÎncă nu există evaluări
- Intro a la instrumentaciónDocument29 paginiIntro a la instrumentaciónIvanVerasteguiChurqui100% (1)
- Ingeniería EconómicaDocument2 paginiIngeniería EconómicaMonse AndradeÎncă nu există evaluări
- Balance Proyecto Unidad 1Document3 paginiBalance Proyecto Unidad 1Monse AndradeÎncă nu există evaluări
- Capa Límite y Flujo Externo Compresible PDFDocument15 paginiCapa Límite y Flujo Externo Compresible PDFLeonardo MijaresÎncă nu există evaluări
- I.S 17.2 Análisis de AguaDocument1 paginăI.S 17.2 Análisis de AguaMonse AndradeÎncă nu există evaluări
- Destilacion Flash Isotermico Ecuacion RachfordDocument4 paginiDestilacion Flash Isotermico Ecuacion RachfordMonse AndradeÎncă nu există evaluări
- QuimicaindustrialgalletasDocument2 paginiQuimicaindustrialgalletasMonse AndradeÎncă nu există evaluări
- Localizacion Industrial en MexicoDocument43 paginiLocalizacion Industrial en MexicoTiffany McmillanÎncă nu există evaluări
- Capítulo 1Document29 paginiCapítulo 1gamaliel garciaÎncă nu există evaluări
- Aplicaciones Del HidrógenoDocument23 paginiAplicaciones Del HidrógenoYeison HuarachaÎncă nu există evaluări
- AbsorcionDocument3 paginiAbsorcionMonse AndradeÎncă nu există evaluări
- 5.1 - Analisis de Trabajo A DesarrollarDocument3 pagini5.1 - Analisis de Trabajo A DesarrollarMonse AndradeÎncă nu există evaluări
- BalanceoDocument3 paginiBalanceoMonse AndradeÎncă nu există evaluări
- Pulsed Electric Fields For Food Processing TechnologyDocument4 paginiPulsed Electric Fields For Food Processing TechnologyMonse AndradeÎncă nu există evaluări
- Arrastre de Vapor CompletoDocument7 paginiArrastre de Vapor CompletoMonse AndradeÎncă nu există evaluări
- LosDocument3 paginiLosMonse AndradeÎncă nu există evaluări
- Serie de ProblemasDocument2 paginiSerie de ProblemasMonse Andrade100% (1)
- AbsorcionDocument3 paginiAbsorcionMonse AndradeÎncă nu există evaluări
- I.S DFP Pemex para Descrip 04-1Document1 paginăI.S DFP Pemex para Descrip 04-1Monse AndradeÎncă nu există evaluări
- BANDASDocument2 paginiBANDASMonse AndradeÎncă nu există evaluări
- Reglas Canh Ingold y PrelogDocument20 paginiReglas Canh Ingold y PrelogMonse AndradeÎncă nu există evaluări
- Problema 25.10Document2 paginiProblema 25.10Monse AndradeÎncă nu există evaluări
- Cromatografía, Carranco Arias Brandon LukeDocument6 paginiCromatografía, Carranco Arias Brandon LukeMonse AndradeÎncă nu există evaluări
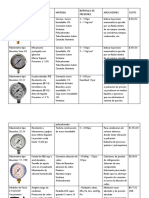
- MANÓMETROSDocument4 paginiMANÓMETROSMonse AndradeÎncă nu există evaluări
- Universidad Nacional Autónoma de México: AsignaturaDocument21 paginiUniversidad Nacional Autónoma de México: AsignaturaMonse AndradeÎncă nu există evaluări
- La Molécula de AguaDocument16 paginiLa Molécula de AguaMonse AndradeÎncă nu există evaluări
- Portafolio de EvidenciasDocument48 paginiPortafolio de EvidenciasMonse AndradeÎncă nu există evaluări
- Boletín No. RP-0809-009 Planta SagaraDocument3 paginiBoletín No. RP-0809-009 Planta SagarasteelyheadÎncă nu există evaluări
- Legislación Provincial de Córdoba - Decreto Reglamentario Número 750-19Document4 paginiLegislación Provincial de Córdoba - Decreto Reglamentario Número 750-19bertagalanaÎncă nu există evaluări
- Lab 3Document10 paginiLab 3Harold Fernando MonterrosoÎncă nu există evaluări
- Informe Lab. N°3. Ensayo de TorsiónDocument3 paginiInforme Lab. N°3. Ensayo de TorsiónDavid Garcia33% (3)
- Normas de Control de CalidadDocument32 paginiNormas de Control de CalidadcarlosÎncă nu există evaluări
- Suministro de Energia ElectricaDocument2 paginiSuministro de Energia ElectricaKevin Nieva BenavidesÎncă nu există evaluări
- Dimensionamiento de CompresorDocument20 paginiDimensionamiento de CompresorEduar Denis Espinoza CamposÎncă nu există evaluări
- Calibración de Manómetro Por Peso MuertoDocument8 paginiCalibración de Manómetro Por Peso MuertoHernan VidelaÎncă nu există evaluări
- Gestión de Los Documentos Digitales Serra Serra JordiDocument16 paginiGestión de Los Documentos Digitales Serra Serra JordiCursoBD2008100% (3)
- DDC SVC Man s189Document203 paginiDDC SVC Man s189José AlcocerÎncă nu există evaluări
- Productos Con Identidad TerritorialDocument4 paginiProductos Con Identidad TerritorialManuelJMÎncă nu există evaluări
- Clase Detectores en MNDocument56 paginiClase Detectores en MNsonlopus100% (1)
- Manual Usuario Ibiza-03Document256 paginiManual Usuario Ibiza-03apolodoro7100% (1)
- Plan de Trabajo 2018 - OfimaticaDocument4 paginiPlan de Trabajo 2018 - OfimaticaAnonymous kshVE1Wsq3Încă nu există evaluări
- NC-123 PlusDocument2 paginiNC-123 PlusEduÎncă nu există evaluări
- Características Del Medio InalámbricoDocument76 paginiCaracterísticas Del Medio InalámbricoMaricela Elaje AcevedoÎncă nu există evaluări
- Datos y diseño de sistema de riego por aspersiónDocument44 paginiDatos y diseño de sistema de riego por aspersiónLuisMagnificoCvlÎncă nu există evaluări
- Word HidrostaticaDocument28 paginiWord HidrostaticaKENIA HERRERA JIMÉNEZÎncă nu există evaluări
- Concreto Con Alta Resistencia Al FuegoDocument22 paginiConcreto Con Alta Resistencia Al FuegoKatherineÎncă nu există evaluări
- Politica de Firma Formato Facturae v3 1Document8 paginiPolitica de Firma Formato Facturae v3 1Afej CórdobaÎncă nu există evaluări
- Influencia de La Tecnología en El Proceso Comunicativo y de La Escritura Sus Ventajas y Desventajas - ELIAS HERNANDEZDocument8 paginiInfluencia de La Tecnología en El Proceso Comunicativo y de La Escritura Sus Ventajas y Desventajas - ELIAS HERNANDEZElías HernándezÎncă nu există evaluări
- Tuberia en SerieDocument20 paginiTuberia en SerieThalia M. FernandezÎncă nu există evaluări
- Charla - Sistemas Contra Incendio - Final4Document70 paginiCharla - Sistemas Contra Incendio - Final4Mavi Ord RojasÎncă nu există evaluări
- Tipos de EntrevistasDocument13 paginiTipos de EntrevistasItalo Reyes Ramirez100% (1)
- Calidad en El Desarrollo Del Software. Semana 1Document2 paginiCalidad en El Desarrollo Del Software. Semana 1sergio1Încă nu există evaluări
- Estructura Urbana - Alison y Peter SmithsonDocument2 paginiEstructura Urbana - Alison y Peter SmithsonJuan O.100% (4)
- WBS Proyecto de EdificaciónDocument1 paginăWBS Proyecto de EdificaciónRodrigo Jorge Alata FernandezÎncă nu există evaluări
- Actividad 10 Trabajo Colaborativo 2 Estadistica DamaraDocument12 paginiActividad 10 Trabajo Colaborativo 2 Estadistica DamaraRicky Palomeque RenteriaÎncă nu există evaluări
- Protocolo de Rio de JaneiroDocument6 paginiProtocolo de Rio de JaneiroandyÎncă nu există evaluări
- LISTOOOO FORMATO PARA VALIDAR INSTRUMENTO DE INFORMACIÓN Planilla Juicio de ExpertosUU (Reparado)Document6 paginiLISTOOOO FORMATO PARA VALIDAR INSTRUMENTO DE INFORMACIÓN Planilla Juicio de ExpertosUU (Reparado)RAQUEL VALENZUELA JANAMPAÎncă nu există evaluări