S-ar putea să vă placă și
- CMT TestingDocument5 paginiCMT TestingWilfredo AlvaradoÎncă nu există evaluări
- Plastic Pipe Sizes Chart - Epco PlasticsDocument1 paginăPlastic Pipe Sizes Chart - Epco Plasticsdattu33Încă nu există evaluări
- Borewell (S) - Rev 04-10-2017 PDFDocument2 paginiBorewell (S) - Rev 04-10-2017 PDFarjun 11Încă nu există evaluări
- Astm Reference Block For MetalDocument10 paginiAstm Reference Block For MetalrupamÎncă nu există evaluări
- Cutting Ac GuideDocument300 paginiCutting Ac Guidetravieso112Încă nu există evaluări
- Klemco MPS Featuring Chemical FixingsDocument3 paginiKlemco MPS Featuring Chemical FixingsMahajan VickyÎncă nu există evaluări
- Evr Instruction Manual enDocument8 paginiEvr Instruction Manual enAnupam MaityÎncă nu există evaluări
- Tube and Pipe Qualification: DM 80 Series - Metric Tube DM 60 Series - OD Tube DM 20 Series - NPS PipeDocument1 paginăTube and Pipe Qualification: DM 80 Series - Metric Tube DM 60 Series - OD Tube DM 20 Series - NPS PipeMina MagdyÎncă nu există evaluări
- Forming Taps: The Right Tool at The Right TimeDocument9 paginiForming Taps: The Right Tool at The Right TimeĐức Nguyễn VănÎncă nu există evaluări
- Styli Recommendations Leaflet (EN)Document2 paginiStyli Recommendations Leaflet (EN)IlKIn ISmaIlovÎncă nu există evaluări
- Masurari Suruburi Pas DimensiuniDocument5 paginiMasurari Suruburi Pas DimensiuniBogdan TosaÎncă nu există evaluări
- Micro BladesDocument73 paginiMicro BladesAissaÎncă nu există evaluări
- INDUSTEEL Steel-SolutionsProtecAppli 201509 BDDocument24 paginiINDUSTEEL Steel-SolutionsProtecAppli 201509 BDJoshua WalkerÎncă nu există evaluări
- Brochure Sieve Shakers enDocument4 paginiBrochure Sieve Shakers enjesusÎncă nu există evaluări
- RS CNC Mechanical Manual Assembly-1Document117 paginiRS CNC Mechanical Manual Assembly-1Pedro MartinhoÎncă nu există evaluări
- Data Sheet AluminaDocument10 paginiData Sheet AluminaXin EnÎncă nu există evaluări
- Evr Instruction Manual enDocument8 paginiEvr Instruction Manual enKjsÎncă nu există evaluări
- Drawings For ManufactureDocument16 paginiDrawings For ManufactureChefiaÎncă nu există evaluări
- Thread DataDocument26 paginiThread Databalusandeep20100% (1)
- Member Code: Dyntek Pte. LTDDocument1 paginăMember Code: Dyntek Pte. LTDHerbert BishopÎncă nu există evaluări
- StandDocument2 paginiStandvikeshÎncă nu există evaluări
- GratingDocument24 paginiGratingsigÎncă nu există evaluări
- Concrete C20/25 - C50/60 Uncracked Natural Stone Not Approved European Technical Approval Option 7 For Uncracked ConcreteDocument3 paginiConcrete C20/25 - C50/60 Uncracked Natural Stone Not Approved European Technical Approval Option 7 For Uncracked ConcretesavioÎncă nu există evaluări
- ISO Metric Screw Thread - WikipediaDocument6 paginiISO Metric Screw Thread - WikipediamarceloÎncă nu există evaluări
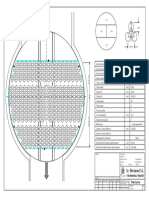
- E 101EsquemaDentroDocument1 paginăE 101EsquemaDentroJ. GonzálezÎncă nu există evaluări
- Diamond KnivesDocument1 paginăDiamond Knivesbjjy45jdtxÎncă nu există evaluări
- Stop Drill Kit - Ver.3Document16 paginiStop Drill Kit - Ver.3salehalsadiÎncă nu există evaluări
- Materials Requirement For Making Insole: Texon Board/ Insole Board/fiber Board Dimension of InsoleDocument7 paginiMaterials Requirement For Making Insole: Texon Board/ Insole Board/fiber Board Dimension of InsoleAde ManÎncă nu există evaluări
- Accurate, Temperature Readings Through Radio or Conduction EnvironmentsDocument2 paginiAccurate, Temperature Readings Through Radio or Conduction EnvironmentsGERMANÎncă nu există evaluări
- Dodge Self-Threading Insert For PlasticDocument1 paginăDodge Self-Threading Insert For PlasticBarÎncă nu există evaluări
- Lec 12 Joining of MaterialsDocument36 paginiLec 12 Joining of MaterialsMohammad BilalÎncă nu există evaluări
- US-1003 Catalog 129Document1 paginăUS-1003 Catalog 129surya1392Încă nu există evaluări
- Plastic Pipes Inch To Metric Sizing GuidelinesDocument1 paginăPlastic Pipes Inch To Metric Sizing GuidelinesFawaaz KhurwolahÎncă nu există evaluări
- 2010 Vernon Devices CatalogDocument20 pagini2010 Vernon Devices CatalogRohan KulkarniÎncă nu există evaluări
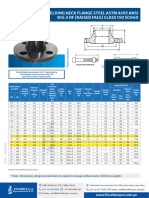
- Bridas WN Clase 150Document1 paginăBridas WN Clase 150juan ormacheaÎncă nu există evaluări
- Fabrication: Socket Head Cap ScrewsDocument3 paginiFabrication: Socket Head Cap Screwsnemi90Încă nu există evaluări
- Hilti CatalogDocument13 paginiHilti CatalogYongHan KwongÎncă nu există evaluări
- Top Hat & Cladding SectionsDocument8 paginiTop Hat & Cladding SectionsDavid ShutteÎncă nu există evaluări
- Metric Fasteners: Metric - Iso 7045 P P E T SemsDocument1 paginăMetric Fasteners: Metric - Iso 7045 P P E T SemsAdriana PérezÎncă nu există evaluări
- 22 Furniture Fittings PDFDocument12 pagini22 Furniture Fittings PDFfuaunÎncă nu există evaluări
- Testing-Drill Screw SpecificationsDocument3 paginiTesting-Drill Screw SpecificationsJerry Huang100% (1)
- SITEC Rivet Blindnietmuttern Mit Kunststoffumspritzung Mit Scheibe enDocument2 paginiSITEC Rivet Blindnietmuttern Mit Kunststoffumspritzung Mit Scheibe enamaliabohusÎncă nu există evaluări
- Sheet Metal 3&4Document29 paginiSheet Metal 3&4Muhd Shabeeb AÎncă nu există evaluări
- TMMD61Document2 paginiTMMD61grupa2904Încă nu există evaluări
- Stainless Steel Molecular Etching PDFDocument6 paginiStainless Steel Molecular Etching PDFp.designÎncă nu există evaluări
- HSS Taps PDFDocument26 paginiHSS Taps PDFRavipawarÎncă nu există evaluări
- Neck Profile Template (Header End) Fingerboard TemplateDocument11 paginiNeck Profile Template (Header End) Fingerboard TemplateManuel Porras RuizÎncă nu există evaluări
- Datos de Rosca TrapezoidalDocument1 paginăDatos de Rosca TrapezoidalfernandoraiasaÎncă nu există evaluări
- Screws SpecificationDocument4 paginiScrews SpecificationwozuirenÎncă nu există evaluări
- Guideline For ScrewDocument10 paginiGuideline For ScrewIsboÎncă nu există evaluări
- Self Drill Screw With Flange WurthDocument4 paginiSelf Drill Screw With Flange WurthentosektosÎncă nu există evaluări
- Brida Ciega Clase 300Document1 paginăBrida Ciega Clase 300juan ormacheaÎncă nu există evaluări
- Din 7500 enDocument10 paginiDin 7500 enCălin Bălăiţă100% (1)
- Gravograph CuttersDocument6 paginiGravograph CuttersOpor SoloÎncă nu există evaluări
- Drop-In Anchor W-EDS (090401016)Document7 paginiDrop-In Anchor W-EDS (090401016)Alex DeschevogÎncă nu există evaluări
- Self Drilling Screws: DescriptionDocument2 paginiSelf Drilling Screws: DescriptionPaulÎncă nu există evaluări
- Resistance WireDocument16 paginiResistance Wirets01759Încă nu există evaluări
- Classic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersDe la EverandClassic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersEvaluare: 3.5 din 5 stele3.5/5 (2)
- MODULE 3 Short AnswerDocument2 paginiMODULE 3 Short AnswerKamarul NizamÎncă nu există evaluări
- MODULE 2 Multiple ChoiceDocument5 paginiMODULE 2 Multiple ChoiceKamarul NizamÎncă nu există evaluări
- Weekly Partner Statement - 2018-W25Document5 paginiWeekly Partner Statement - 2018-W25Kamarul NizamÎncă nu există evaluări
- Organization of Production: Test IiiDocument9 paginiOrganization of Production: Test IiiKamarul NizamÎncă nu există evaluări
- Resit Test Nov 2002-2Document8 paginiResit Test Nov 2002-2Kamarul NizamÎncă nu există evaluări
- Module 3: Human Resources and Job Design: Multiple ChoiceDocument4 paginiModule 3: Human Resources and Job Design: Multiple ChoiceKamarul NizamÎncă nu există evaluări
- MODULE 3 True and FalseDocument2 paginiMODULE 3 True and FalseKamarul NizamÎncă nu există evaluări
- Asus Zenfone 5 English ManualDocument155 paginiAsus Zenfone 5 English Manuallabeeb80Încă nu există evaluări
- Porocity InclusionDocument4 paginiPorocity InclusionKamarul NizamÎncă nu există evaluări
- Application For GRADUATE Membership of Engineers AustraliaDocument4 paginiApplication For GRADUATE Membership of Engineers AustraliaKamarul NizamÎncă nu există evaluări
- Asus Zenfone 5 English ManualDocument155 paginiAsus Zenfone 5 English Manuallabeeb80Încă nu există evaluări
- Chapter 14 WeldingDocument22 paginiChapter 14 WeldingRiian ApriansyahÎncă nu există evaluări
- Discussion Started by Group Replies Unread Last Post: Add A New TopicDocument2 paginiDiscussion Started by Group Replies Unread Last Post: Add A New TopicKamarul NizamÎncă nu există evaluări
- Assignment 5 Intersec Equal Unequal DiaDocument1 paginăAssignment 5 Intersec Equal Unequal DiaKamarul NizamÎncă nu există evaluări
- ExampleDocument13 paginiExampleKamarul NizamÎncă nu există evaluări
- Assignment 3 TransitionDocument4 paginiAssignment 3 TransitionKamarul NizamÎncă nu există evaluări
- Assignment No 4: University of Kuala Lumpur - Malaysia France InstituteDocument3 paginiAssignment No 4: University of Kuala Lumpur - Malaysia France InstituteKamarul NizamÎncă nu există evaluări
- Assignment 2 PyramidDocument1 paginăAssignment 2 PyramidKamarul NizamÎncă nu există evaluări
- Assignment 7 Marking Scheme For FFD 24502 - Plate and Sheet DVLP DWGDocument2 paginiAssignment 7 Marking Scheme For FFD 24502 - Plate and Sheet DVLP DWGKamarul NizamÎncă nu există evaluări
- Assignment 6 Intersec Equal Unequal Dia AngleDocument2 paginiAssignment 6 Intersec Equal Unequal Dia AngleKamarul NizamÎncă nu există evaluări
- Assignment 1 CylinderDocument2 paginiAssignment 1 CylinderKamarul NizamÎncă nu există evaluări
- Universiti Kuala Lumpur Malaysia France Institute: Metal Fabrication Technology DepartmentDocument21 paginiUniversiti Kuala Lumpur Malaysia France Institute: Metal Fabrication Technology DepartmentKamarul NizamÎncă nu există evaluări
- Assignment 1 CylinderDocument2 paginiAssignment 1 CylinderKamarul NizamÎncă nu există evaluări
- Assignments Checklist and Marks January 2014Document2 paginiAssignments Checklist and Marks January 2014Kamarul NizamÎncă nu există evaluări
- Components Cad Cam CaeDocument15 paginiComponents Cad Cam CaeKamarul Nizam100% (1)
- Rev Ques AnswerDocument23 paginiRev Ques AnswerKamarul NizamÎncă nu există evaluări
- Solutions For Questions/Problems of Chapter 5Document11 paginiSolutions For Questions/Problems of Chapter 5Kamarul NizamÎncă nu există evaluări
- Assembly ModellingDocument32 paginiAssembly ModellingKamarul NizamÎncă nu există evaluări
- Intro2cad Cam CaeDocument29 paginiIntro2cad Cam CaeKamarul NizamÎncă nu există evaluări
- R & CIM Exam-I3 - Q$ADocument7 paginiR & CIM Exam-I3 - Q$AKamarul NizamÎncă nu există evaluări
- Dar Vol1 Update Dec 2021Document1.002 paginiDar Vol1 Update Dec 2021ashok2structureÎncă nu există evaluări
- Flowforming Mortar Cannon Barrels: Matthew FonteDocument2 paginiFlowforming Mortar Cannon Barrels: Matthew FonteAdnan ColoÎncă nu există evaluări
- Development of Carbon Fiber Reinforced Thermoplastic Strand RODDocument14 paginiDevelopment of Carbon Fiber Reinforced Thermoplastic Strand RODResty Franz PacienteÎncă nu există evaluări
- KORLOYDocument22 paginiKORLOYJuan Jose Ruiz FreyreÎncă nu există evaluări
- Analysis of Singly Reinforced Concrete Beam PDFDocument3 paginiAnalysis of Singly Reinforced Concrete Beam PDFAnton_Young_1962Încă nu există evaluări
- Lab Report-1Document5 paginiLab Report-1Raza AliÎncă nu există evaluări
- Midsteel Pipe Chart - Inches and MetricDocument1 paginăMidsteel Pipe Chart - Inches and MetricThành CôngÎncă nu există evaluări
- Airframe Maintenance & Repair Part B QuestionsDocument3 paginiAirframe Maintenance & Repair Part B QuestionsAeronaughtycs Hamdan100% (1)
- Vci MBDocument23 paginiVci MBAyeshaÎncă nu există evaluări
- BTV 2000Document12 paginiBTV 2000Felipe Gamboa GálvezÎncă nu există evaluări
- ANCON - Stainless Steel ReinforcementDocument8 paginiANCON - Stainless Steel Reinforcementstavros_stergÎncă nu există evaluări
- Line Pipe Is (Tolerance)Document4 paginiLine Pipe Is (Tolerance)Mani MaranÎncă nu există evaluări
- Design and Construction Guide: Hi-Vi Vibratory Feeder TraysDocument8 paginiDesign and Construction Guide: Hi-Vi Vibratory Feeder TraysBryan ScofieldÎncă nu există evaluări
- Crash Stop Sample Raw MillDocument14 paginiCrash Stop Sample Raw MillAbhishekÎncă nu există evaluări
- 101106038 (1)Document2 pagini101106038 (1)Sagar IngleÎncă nu există evaluări
- En BRUCHAPaneel Wand Fassade PIRDocument16 paginiEn BRUCHAPaneel Wand Fassade PIRAnjaÎncă nu există evaluări
- ASTM F 1807 - Metal Insert Fittings Utilizing Copper Crimp Ring For SDR 9 Crosslinked Polyethylene PEX TubingDocument6 paginiASTM F 1807 - Metal Insert Fittings Utilizing Copper Crimp Ring For SDR 9 Crosslinked Polyethylene PEX TubingBenjie AlfelorÎncă nu există evaluări
- BS 812-120-1989 Testing Aggregates. Method For Testing and Classifying Drying Shrinkage of Aggregates in ConcreteDocument13 paginiBS 812-120-1989 Testing Aggregates. Method For Testing and Classifying Drying Shrinkage of Aggregates in ConcreteHaris KyriazisÎncă nu există evaluări
- Jotafloor: Traffic Deck SystemDocument12 paginiJotafloor: Traffic Deck SystemUnited Construction Est. TechnicalÎncă nu există evaluări
- 5 16 Engineered Installation InstructionsDocument14 pagini5 16 Engineered Installation InstructionsNeil V. MonteleoneÎncă nu există evaluări
- Brass Microstructure For Metallurgy LabDocument7 paginiBrass Microstructure For Metallurgy LabSelvaraj0% (1)
- 20141008composites Market Report GRPCRPDocument44 pagini20141008composites Market Report GRPCRPMarina FungÎncă nu există evaluări
- Waterproofing Concrete Admixture: Chemplastocrete - 110Document2 paginiWaterproofing Concrete Admixture: Chemplastocrete - 110ghazanfarÎncă nu există evaluări
- Rollc CatalogueDocument36 paginiRollc CatalogueMahmoud F. DeghadyÎncă nu există evaluări
- Why StainlessDocument2 paginiWhy StainlessklopssÎncă nu există evaluări
- MS-01-181 Stainless Steel Seamless Tubing - Fractional, Metric and ImperialDocument4 paginiMS-01-181 Stainless Steel Seamless Tubing - Fractional, Metric and ImperialJacques StrappeÎncă nu există evaluări
- 168 - 30 Min FRP June 03Document1 pagină168 - 30 Min FRP June 03Kawser HossainÎncă nu există evaluări
- ACI RC Beam Design PDFDocument2 paginiACI RC Beam Design PDFskanska07070Încă nu există evaluări
- MSS-SP-25 (2013) PDFDocument31 paginiMSS-SP-25 (2013) PDFPubcrawl67% (3)
- Compressed Stabilized Earth Blocks by Using Lime and Fine AggregateDocument6 paginiCompressed Stabilized Earth Blocks by Using Lime and Fine AggregateInternational Journal of Innovative Science and Research TechnologyÎncă nu există evaluări