S-ar putea să vă placă și
- Determining The Cost of WeldingDocument22 paginiDetermining The Cost of WeldingSanjay J NÎncă nu există evaluări
- Weld Cost CalculationDocument15 paginiWeld Cost CalculationMustafa KaramürselÎncă nu există evaluări
- Weld Cost Calc XL1.3.2mmDocument3 paginiWeld Cost Calc XL1.3.2mmDhimas Surya NegaraÎncă nu există evaluări
- Welding Cost Estimation For 12 Joints in 8 NPS SCH 80 PDFDocument1 paginăWelding Cost Estimation For 12 Joints in 8 NPS SCH 80 PDFAnonymous VRspXsmÎncă nu există evaluări
- Welding Cost Estimator PubDocument8 paginiWelding Cost Estimator Pubrockufool100% (4)
- Weld CostsDocument2 paginiWeld CostsJina Chandran100% (1)
- Introduction To Cost EstimatingDocument22 paginiIntroduction To Cost EstimatingArwa HusseinÎncă nu există evaluări
- How To Calculate Filler MetalDocument3 paginiHow To Calculate Filler MetalEdgar Coavas PérezÎncă nu există evaluări
- Demo Weld Cost Calc XL-UnprotectedDocument10 paginiDemo Weld Cost Calc XL-UnprotectedA R0% (1)
- Welding Cost Managment Layout ModifiedDocument13 paginiWelding Cost Managment Layout ModifiedmrÎncă nu există evaluări
- Table 10.1 - Man/ Equipment - Hours For Steel FabricationDocument6 paginiTable 10.1 - Man/ Equipment - Hours For Steel FabricationJyles SirabÎncă nu există evaluări
- PreheatDocument2 paginiPreheatScott TrainorÎncă nu există evaluări
- Miller RMDDocument4 paginiMiller RMDRony Lesbt100% (1)
- Handbook - Calculations0Document10 paginiHandbook - Calculations0paimpillyÎncă nu există evaluări
- Advanced Gas Metal Arc Welding ProcDocument20 paginiAdvanced Gas Metal Arc Welding ProcjavadmohammadiÎncă nu există evaluări
- Gas Tungsten Arc Welding of SS 304 and CP TitaniumDocument39 paginiGas Tungsten Arc Welding of SS 304 and CP TitaniumDeepak KumarÎncă nu există evaluări
- BOC 216295 GeneralGasesBrochure AUS v12Document28 paginiBOC 216295 GeneralGasesBrochure AUS v12idontlikeebooksÎncă nu există evaluări
- Weld Deposition DataDocument5 paginiWeld Deposition Datachetan85100% (4)
- QAQC References 2Document138 paginiQAQC References 2Mohd SharainiÎncă nu există evaluări
- Machining Symbol 1Document8 paginiMachining Symbol 1Prasanna RajaÎncă nu există evaluări
- MIG Flux-Cored Welding CalculatorDocument2 paginiMIG Flux-Cored Welding CalculatorKhamdi AfandiÎncă nu există evaluări
- Estimation of Welding Cost: by K.R.Prasanna Venkatesan WE0663Document41 paginiEstimation of Welding Cost: by K.R.Prasanna Venkatesan WE0663Anonymous 7yN43wjl100% (1)
- Determining The Cost of WeldingDocument7 paginiDetermining The Cost of WeldingSriram VjÎncă nu există evaluări
- Calculate Weld Metal VolumeDocument7 paginiCalculate Weld Metal VolumeChris De La Torre0% (1)
- Determining The Cost of Welding Part 1 by Duane K. Miller 2004 7pDocument7 paginiDetermining The Cost of Welding Part 1 by Duane K. Miller 2004 7pjosea_pena100% (1)
- Welding Program Quality Assurance GuideDocument18 paginiWelding Program Quality Assurance GuidecastmatamorosÎncă nu există evaluări
- Pipe WeldingDocument6 paginiPipe Weldingyohanes_pamungkas_2Încă nu există evaluări
- Demo Weld Cost Calc XL (Recovered)Document9 paginiDemo Weld Cost Calc XL (Recovered)Bhagyesh B. MaskeÎncă nu există evaluări
- Fit-Up Inspection Report: Location: Weld Type Equipment Description: Date: Report No.: SystemDocument1 paginăFit-Up Inspection Report: Location: Weld Type Equipment Description: Date: Report No.: SystemAnonymous 0rt9KWmNÎncă nu există evaluări
- Recommended Weld Reference Materials PDFDocument2 paginiRecommended Weld Reference Materials PDFraykoniÎncă nu există evaluări
- Ss Pipe WeldingDocument3 paginiSs Pipe WeldingshridharbshenoyÎncă nu există evaluări
- M2 U7 Plasma Arc CuttingDocument29 paginiM2 U7 Plasma Arc CuttingKenan MuhamedagicÎncă nu există evaluări
- M2010051in-Mcb - Rolling Suggestions PDFDocument42 paginiM2010051in-Mcb - Rolling Suggestions PDFthaivinhtuyÎncă nu există evaluări
- Welding Cost, Economics - GMAW & MMAW Process & QualityDocument6 paginiWelding Cost, Economics - GMAW & MMAW Process & Qualityratneshkumar2004Încă nu există evaluări
- Determining The Cost of WeldingDocument7 paginiDetermining The Cost of WeldingGilbertoUGO0% (1)
- WeldingDocument752 paginiWeldingAndres_Pastor1987100% (3)
- 0160e-Welding Procedures Data Sheet PDFDocument1 pagină0160e-Welding Procedures Data Sheet PDFShane SÎncă nu există evaluări
- Syllabus: Craft Instructors Training Scheme (Cits)Document21 paginiSyllabus: Craft Instructors Training Scheme (Cits)Abdul MalikÎncă nu există evaluări
- Advanced Welding SymbolsDocument28 paginiAdvanced Welding SymbolsПМ ДитсÎncă nu există evaluări
- Steel Material Guide AstmDocument3 paginiSteel Material Guide Astmjworder100% (1)
- 7-Manual Process Planning (AMS May13 - 13) PDFDocument24 pagini7-Manual Process Planning (AMS May13 - 13) PDFtadele10Încă nu există evaluări
- ISO - TC 44 - SC 10 - Quality Management in The Field of WeldingDocument5 paginiISO - TC 44 - SC 10 - Quality Management in The Field of WeldingNilesh MistryÎncă nu există evaluări
- Cost Estimate: Description Qty Price UM Draw Me TotalDocument17 paginiCost Estimate: Description Qty Price UM Draw Me TotalVinod Kumar ChettiarÎncă nu există evaluări
- Laser Mig - Hybrid - WeldinggDocument26 paginiLaser Mig - Hybrid - WeldinggFeratÎncă nu există evaluări
- Plus, Get A Publication For Just .: Save 25% On Today'S Book OrderDocument22 paginiPlus, Get A Publication For Just .: Save 25% On Today'S Book Ordermaro151Încă nu există evaluări
- Weld Metal Calculation 1Document6 paginiWeld Metal Calculation 1Nabihah NurulhudaÎncă nu există evaluări
- Determinacion de Los Costos de Soldadura para Union de FileteDocument26 paginiDeterminacion de Los Costos de Soldadura para Union de Filetegraci2828Încă nu există evaluări
- Weld Cost1Document25 paginiWeld Cost1Denis Hinojosa ZeballosÎncă nu există evaluări
- Weld Cost CalculationDocument27 paginiWeld Cost Calculation-Abdul Khodir Van Java-100% (7)
- Demo Weld Cost Calc XLDocument10 paginiDemo Weld Cost Calc XLKhalid Ahmod ShibleeÎncă nu există evaluări
- ESAB Weld Metal Cost Worksheet: Labor & OverheadDocument1 paginăESAB Weld Metal Cost Worksheet: Labor & OverheadSmith SivaÎncă nu există evaluări
- Qwpa CalculatorsDocument2 paginiQwpa CalculatorsBrad MannÎncă nu există evaluări
- Lesson 9 - Estimating & Comparing Weld Metal CostsDocument2 paginiLesson 9 - Estimating & Comparing Weld Metal CostsDhanus KodiÎncă nu există evaluări
- TL Genius - EMS CostingDocument4 paginiTL Genius - EMS Costinggautamkr15Încă nu există evaluări
- Gas MixtureDocument15 paginiGas MixtureAvinash SilimkarÎncă nu există evaluări
- Weld Cost CalculationDocument30 paginiWeld Cost CalculationDenial BasanovicÎncă nu există evaluări
- AWSPipeWeld - American Welding SocietyDocument2 paginiAWSPipeWeld - American Welding Societybarukomkss100% (1)
- Duct Bulk Materials Calculation Sheet Project Name: SraacDocument6 paginiDuct Bulk Materials Calculation Sheet Project Name: Sraacmyungkwan haÎncă nu există evaluări
- Technical Data Sheet For BC-H-01: Job InformationDocument5 paginiTechnical Data Sheet For BC-H-01: Job Informationcarmen hernandezÎncă nu există evaluări
- 0186-PLN-CMI-033-054-1020 - Rev00 - SR Steel Structure - Plan View Platform TOS. - 8.657 - TOS. - 5.085 and TOS. - 1970 - Eng DWGDocument1 pagină0186-PLN-CMI-033-054-1020 - Rev00 - SR Steel Structure - Plan View Platform TOS. - 8.657 - TOS. - 5.085 and TOS. - 1970 - Eng DWGjavierÎncă nu există evaluări
- Welding TrainingDocument87 paginiWelding Trainingeswar100% (1)
- 0186-PLN-CMI-033-054-1027 - Rev04 - SR Steel Structure - Plan View Platform TOS. 15.176 - Engineering DrawingDocument1 pagină0186-PLN-CMI-033-054-1027 - Rev04 - SR Steel Structure - Plan View Platform TOS. 15.176 - Engineering DrawingjavierÎncă nu există evaluări
- Ultrasonic Testing Useful FormulaeDocument4 paginiUltrasonic Testing Useful FormulaeST-blues0% (1)
- Tan 80 80 Tan 70 70 Tan 60 60 Tan 45 45 Cos 80 Cos 70 Cos 60 Cos 45Document1 paginăTan 80 80 Tan 70 70 Tan 60 60 Tan 45 45 Cos 80 Cos 70 Cos 60 Cos 45javierÎncă nu există evaluări
- Flaw Calculation PDFDocument1 paginăFlaw Calculation PDFjavierÎncă nu există evaluări
- Cross Over The Root Centerline: Longitudinal Cracks Transverse Cracks Crater Cracks Base Metal CracksDocument1 paginăCross Over The Root Centerline: Longitudinal Cracks Transverse Cracks Crater Cracks Base Metal CracksjavierÎncă nu există evaluări
- Clasificacion de Códigos para Diseño de Tanques y Recipientes (1) - A3 PDFDocument1 paginăClasificacion de Códigos para Diseño de Tanques y Recipientes (1) - A3 PDFjavierÎncă nu există evaluări
- Crowcon Clip and Clip+ User Manual Iss 3 Feb 15 SpanishDocument15 paginiCrowcon Clip and Clip+ User Manual Iss 3 Feb 15 SpanishjavierÎncă nu există evaluări
- WordPress Support Superhero - RemoteDocument6 paginiWordPress Support Superhero - RemotematungooÎncă nu există evaluări
- Poster-Consumable Data-1Document4 paginiPoster-Consumable Data-1Lipika GayenÎncă nu există evaluări
- Report 5Document2 paginiReport 5javierÎncă nu există evaluări
- QuaiityassessmentsDocument20 paginiQuaiityassessmentsÉrick LimaÎncă nu există evaluări
- A Gas Plant 1Document2 paginiA Gas Plant 1eng20072007Încă nu există evaluări
- Ecoalube642TDS PDFDocument2 paginiEcoalube642TDS PDFDkC gunsÎncă nu există evaluări
- Metals (Part 3 Stoichiometry Part I)Document8 paginiMetals (Part 3 Stoichiometry Part I)(4C20) Chun Ting (Michael) LiÎncă nu există evaluări
- Hydrocarbons All DPPDocument24 paginiHydrocarbons All DPPakashgoswami9310Încă nu există evaluări
- Presentation Heat Treatment-Induction HardeningDocument37 paginiPresentation Heat Treatment-Induction HardeningRizwanÎncă nu există evaluări
- Factors Affecting The Ethanol Productivity of Yeast in MolassesDocument4 paginiFactors Affecting The Ethanol Productivity of Yeast in Molassesakash sawarkarÎncă nu există evaluări
- Higher Thinking QuestionsDocument4 paginiHigher Thinking QuestionsCaron AsgaraliÎncă nu există evaluări
- Gluing GuideDocument36 paginiGluing GuideHoac Chu KenÎncă nu există evaluări
- Organic Chemistry With Biological Applications 3Rd Edition Mcmurry Test Bank Full Chapter PDFDocument36 paginiOrganic Chemistry With Biological Applications 3Rd Edition Mcmurry Test Bank Full Chapter PDFmisstepmonocarp1b69100% (9)
- 661 - Spec. & MSDS-1024Document11 pagini661 - Spec. & MSDS-1024F121728929Încă nu există evaluări
- Answer Key: Chemistry 206 First Hour ExaminationDocument9 paginiAnswer Key: Chemistry 206 First Hour Examinationsudipta88Încă nu există evaluări
- 2.2 Boilers - Revised (Table Format)Document11 pagini2.2 Boilers - Revised (Table Format)Gajanan JagtapÎncă nu există evaluări
- Group 15 P Block Important QuestionsDocument8 paginiGroup 15 P Block Important Questionsanujtyagi100% (1)
- Acid and BaseDocument10 paginiAcid and BaseRhyian ArmaÎncă nu există evaluări
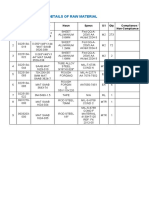
- Detail of Raw MaterialDocument3 paginiDetail of Raw MaterialjacksonÎncă nu există evaluări
- LPG Composition - Propane, Chemical Properties, Boiling Point, Density, Flame, EtcDocument10 paginiLPG Composition - Propane, Chemical Properties, Boiling Point, Density, Flame, EtcMurli RamchandranÎncă nu există evaluări
- 4-Dialkylaminopyridines As Acylation Catalysts .5. Simple Method For Esterification of Carboxylic-AcidsDocument3 pagini4-Dialkylaminopyridines As Acylation Catalysts .5. Simple Method For Esterification of Carboxylic-AcidsjsjosanÎncă nu există evaluări
- 5 - Cast Iron and Tool SteelsDocument25 pagini5 - Cast Iron and Tool Steelsbarry nancooÎncă nu există evaluări
- Mix Design For PQCDocument34 paginiMix Design For PQCSAMRADDHI PRAJAPATIÎncă nu există evaluări
- Corrosion Prevention 1-4Document77 paginiCorrosion Prevention 1-4Anonymous nFGwmwv9Încă nu există evaluări
- PHA611 LAB-Group4 Lab ReportDocument2 paginiPHA611 LAB-Group4 Lab ReportAcuCJamÎncă nu există evaluări
- Volumetric Solutions: Top Previous NextDocument21 paginiVolumetric Solutions: Top Previous NextThayrine RodriguesÎncă nu există evaluări
- Total Organic CarbonDocument27 paginiTotal Organic Carbonanicetus namangÎncă nu există evaluări
- Iso 683 14 en PDFDocument11 paginiIso 683 14 en PDFRiesma TasomaraÎncă nu există evaluări
- Hoja de Datos de Seguridad: Diesel Fuel No. 2Document12 paginiHoja de Datos de Seguridad: Diesel Fuel No. 2emiro Pomares AgudeloÎncă nu există evaluări
- ID Pengaruh Temperatur Cetakan Pada Cacat VDocument10 paginiID Pengaruh Temperatur Cetakan Pada Cacat VDetri Yoga AdhiÎncă nu există evaluări
- Return To Mecca - ExtractDocument2 paginiReturn To Mecca - ExtractSheni OgunmolaÎncă nu există evaluări
- B Systematic ApproachDocument11 paginiB Systematic ApproachSusovan SensharmaÎncă nu există evaluări
- 3 Plastic Welding PDFDocument5 pagini3 Plastic Welding PDFdebasish sabatÎncă nu există evaluări