S-ar putea să vă placă și
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- 013 2018 CLEP Eguides Social Sciences and History - P2 ADA V0.1Document40 pagini013 2018 CLEP Eguides Social Sciences and History - P2 ADA V0.1kingÎncă nu există evaluări
- 013 2018 CLEP Eguides Social Sciences and History - P2 ADA V0.1Document40 pagini013 2018 CLEP Eguides Social Sciences and History - P2 ADA V0.1kingÎncă nu există evaluări
- Deliverables and Estimated Man-Hours: Detail DesignDocument10 paginiDeliverables and Estimated Man-Hours: Detail DesignkingÎncă nu există evaluări
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- V 735823001 PDocument342 paginiV 735823001 PkingÎncă nu există evaluări
- Pipe Bending-Hot BendingDocument4 paginiPipe Bending-Hot Bendingamulbaby31100% (1)
- Hypoeutectiod Steel Alloys - SteelDocument52 paginiHypoeutectiod Steel Alloys - SteelnotsofarÎncă nu există evaluări
- Chapter 1 - Chemical Process Diagrams: Department of Chemical Engineering West Virginia UniversityDocument38 paginiChapter 1 - Chemical Process Diagrams: Department of Chemical Engineering West Virginia Universitybeyond1241Încă nu există evaluări
- Ansi b36.10 Pipe SizeDocument9 paginiAnsi b36.10 Pipe SizeSpoonful BurnsideÎncă nu există evaluări
- Cooling Gel Safety ReportDocument15 paginiCooling Gel Safety ReportJacek Stanislawski100% (1)
- QE341 Operations Manual 01 07 15 English PDFDocument226 paginiQE341 Operations Manual 01 07 15 English PDFghita60% (5)
- SAFREP Reporting LineDocument8 paginiSAFREP Reporting LineMariaUngureanuÎncă nu există evaluări
- Key To Budget 2017-18Document4 paginiKey To Budget 2017-18kingÎncă nu există evaluări
- Évé) (Éjééå Béeé ºéæéêfé (Ié (Ééê®Sé É: Key To The Budget DocumentsDocument9 paginiÉvé) (Éjééå Béeé ºéæéêfé (Ié (Ééê®Sé É: Key To The Budget DocumentsDeepak KumarÎncă nu există evaluări
- Armstrong PumpDocument7 paginiArmstrong Pumprogel_ganaÎncă nu există evaluări
- IELTS General Training Writing Test Sample Answers PDFDocument3 paginiIELTS General Training Writing Test Sample Answers PDFkingÎncă nu există evaluări
- SASREF Project Contact InfoDocument2 paginiSASREF Project Contact InfokingÎncă nu există evaluări
- 2.2 Role and Job Chart of AEEs - IsnDocument30 pagini2.2 Role and Job Chart of AEEs - IsnkingÎncă nu există evaluări
- BP Chart For AdultsDocument2 paginiBP Chart For AdultssultanudÎncă nu există evaluări
- Hazardous Material BLDGDocument1 paginăHazardous Material BLDGkingÎncă nu există evaluări
- King Fahad Hospital: Hvac Plan LayoutDocument1 paginăKing Fahad Hospital: Hvac Plan LayoutkingÎncă nu există evaluări
- 2.2 Role and Job Chart of AEEs - IsnDocument26 pagini2.2 Role and Job Chart of AEEs - IsnSunil MotukuruÎncă nu există evaluări
- Cooling Tower PowerpointDocument17 paginiCooling Tower PowerpointAnonymous fQAeGFÎncă nu există evaluări
- Standard Atmospheric: The Formula For Linear Interpolation IsDocument2 paginiStandard Atmospheric: The Formula For Linear Interpolation IskingÎncă nu există evaluări
- Fluid Dynamics: Fluid Mechanics Liquids GasesDocument4 paginiFluid Dynamics: Fluid Mechanics Liquids GaseskingÎncă nu există evaluări
- Installation and Maintenance Manual for Power Roof VentilatorsDocument24 paginiInstallation and Maintenance Manual for Power Roof VentilatorskingÎncă nu există evaluări
- SERIES 4600: Horizontal Split Case PumpDocument4 paginiSERIES 4600: Horizontal Split Case PumpkingÎncă nu există evaluări
- Office Relocation FormDocument2 paginiOffice Relocation FormkingÎncă nu există evaluări
- PipeSize (B36.10 19)Document40 paginiPipeSize (B36.10 19)kingÎncă nu există evaluări
- Cooling Tower PowerpointDocument17 paginiCooling Tower PowerpointAnonymous fQAeGFÎncă nu există evaluări
- Saudi Cultural AffidavitDocument2 paginiSaudi Cultural AffidavitkingÎncă nu există evaluări
- AVK BE Fire Protection EngDocument14 paginiAVK BE Fire Protection EngkingÎncă nu există evaluări
- AVK BE Fire Protection EngDocument28 paginiAVK BE Fire Protection EngkingÎncă nu există evaluări
- Cleanroom Certification and TestingDocument1 paginăCleanroom Certification and TestingkingÎncă nu există evaluări
- WPN1995 PDFDocument25 paginiWPN1995 PDFkingÎncă nu există evaluări
- FireAlarm Product GuideDocument12 paginiFireAlarm Product GuidekingÎncă nu există evaluări
- 013 2018 CLEP Eguides Social Sciences and History P2 ADA V0.1Document2 pagini013 2018 CLEP Eguides Social Sciences and History P2 ADA V0.1kingÎncă nu există evaluări
- Biomagnification 1Document9 paginiBiomagnification 1anjanakaveriÎncă nu există evaluări
- Materials Finer Than 75 - : Standard Test Method For M (No. 200) Sieve in Mineral Aggregates by WashingDocument3 paginiMaterials Finer Than 75 - : Standard Test Method For M (No. 200) Sieve in Mineral Aggregates by WashingLuis Alejandro Sánchez LópezÎncă nu există evaluări
- Chemistry 6941, Fall 2007 Synthesis Problems I - Key Dr. Peter NorrisDocument9 paginiChemistry 6941, Fall 2007 Synthesis Problems I - Key Dr. Peter NorrisQuốc NguyễnÎncă nu există evaluări
- AtropineDocument4 paginiAtropinePark EyzÎncă nu există evaluări
- Research Article: Synthesis of New Benzofuran-2-Carboxylic Acid DerivativesDocument8 paginiResearch Article: Synthesis of New Benzofuran-2-Carboxylic Acid Derivativesfatriani smakÎncă nu există evaluări
- ASTM D7777 - Densimetro Digital PortatilDocument7 paginiASTM D7777 - Densimetro Digital PortatilAlvaro Correa100% (2)
- Hydrocarbons Formula SheetDocument27 paginiHydrocarbons Formula SheetADARSH SINGHÎncă nu există evaluări
- Detailed Chemical Industry Project ProfilesDocument2 paginiDetailed Chemical Industry Project Profileschirag sabhayaÎncă nu există evaluări
- Construction of CD works in Koppar villageDocument17 paginiConstruction of CD works in Koppar villageSyed Abdul RawoofÎncă nu există evaluări
- Samanea Saman 8Document7 paginiSamanea Saman 8Jesus Llorente mendozaÎncă nu există evaluări
- To Study The Quantity of Casein Present in Different Samples of MilkDocument12 paginiTo Study The Quantity of Casein Present in Different Samples of MilkVartika MehrotraÎncă nu există evaluări
- Be SyllabusDocument160 paginiBe Syllabusfiland880% (1)
- EXP 7 - MaterialsDocument18 paginiEXP 7 - MaterialsLeslie CatindigÎncă nu există evaluări
- PMTC Guidance on Cleaning Validation PracticeDocument15 paginiPMTC Guidance on Cleaning Validation PracticehhÎncă nu există evaluări
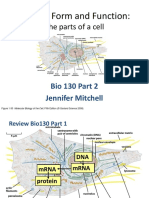
- BIO130 Sec2 - Lec1and2 - 1pptDocument38 paginiBIO130 Sec2 - Lec1and2 - 1pptlemonpartymanÎncă nu există evaluări
- Christian Pfeiffer Maschinenfabrik GMBHDocument5 paginiChristian Pfeiffer Maschinenfabrik GMBHPeyman KhÎncă nu există evaluări
- Jak1 Aur El DWG A 0 9035 (D)Document1 paginăJak1 Aur El DWG A 0 9035 (D)Budi HahnÎncă nu există evaluări
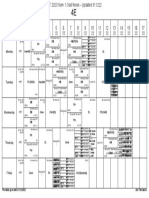
- TT 2023 Sem 1 Odd - Class 4e (Updated 311222)Document1 paginăTT 2023 Sem 1 Odd - Class 4e (Updated 311222)Lim Zhe Xian (Bukitviewss)Încă nu există evaluări
- MTJ FabricationDocument1 paginăMTJ FabricationRobertÎncă nu există evaluări
- Biopharm Tubing: For Every Part of Your ProcessDocument24 paginiBiopharm Tubing: For Every Part of Your ProcessFer PabÎncă nu există evaluări
- Crack Control for Concrete Masonry VeneersDocument10 paginiCrack Control for Concrete Masonry VeneersAdam JonesÎncă nu există evaluări
- Pretreatment in Reverse Osmosis Seawater DesalinatDocument9 paginiPretreatment in Reverse Osmosis Seawater DesalinataquaÎncă nu există evaluări
- Chap 12 Solid StateDocument9 paginiChap 12 Solid StateBharat kumar TripuramalluÎncă nu există evaluări