S-ar putea să vă placă și
- Problemas Resueltos Cap 14 Fisica Edic 6 SerwayDocument40 paginiProblemas Resueltos Cap 14 Fisica Edic 6 SerwayFredy Vera Bizama65% (26)
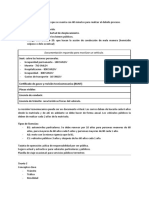
- Anexo 1 - Formato para Control y Registro de Prueba de Presión HidrostaticaDocument2 paginiAnexo 1 - Formato para Control y Registro de Prueba de Presión HidrostaticaJorgeÎncă nu există evaluări
- Maquinas de GimnasioDocument5 paginiMaquinas de GimnasioJorge50% (2)
- AzucarDocument11 paginiAzucarjimmyÎncă nu există evaluări
- Manual HidráulicaDocument286 paginiManual HidráulicaBenjiLaChica100% (2)
- CorrelaciónDocument8 paginiCorrelaciónDiegoÎncă nu există evaluări
- Hidrólisis de PolímerosDocument17 paginiHidrólisis de PolímerosJorge100% (1)
- Los Códigos de La Ética de La IngenieríaDocument6 paginiLos Códigos de La Ética de La IngenieríaJorgeÎncă nu există evaluări
- Exp 4 Diagramas-De-Evans EstudianteDocument5 paginiExp 4 Diagramas-De-Evans EstudianteJorgeÎncă nu există evaluări
- Biografia de Frederick SangerDocument3 paginiBiografia de Frederick SangerJorgeÎncă nu există evaluări
- Diseño BASICO LOGROS DE CURSODocument8 paginiDiseño BASICO LOGROS DE CURSOJorgeÎncă nu există evaluări
- Informe TecnicoDocument4 paginiInforme TecnicoJorgeÎncă nu există evaluări
- INTRODUCCION A Los MaterialesDocument10 paginiINTRODUCCION A Los MaterialesJorgeÎncă nu există evaluări
- Mineral EsDocument29 paginiMineral EsJorgeÎncă nu există evaluări
- Estructura de Informe TecnicoDocument2 paginiEstructura de Informe TecnicoGlendy ZamarÎncă nu există evaluări
- Límites de Grano en Sólido Policristalino BifásicosDocument8 paginiLímites de Grano en Sólido Policristalino BifásicosJorgeÎncă nu există evaluări
- Polimeros SiglasDocument6 paginiPolimeros SiglasKatherine Cobo OteroÎncă nu există evaluări
- CN - 3a La HidrodinamicaDocument6 paginiCN - 3a La HidrodinamicaDanilo ContrerasÎncă nu există evaluări
- Guias Mea 421Document11 paginiGuias Mea 421gonzalo burgosÎncă nu există evaluări
- Lab Quimica Practica 11Document13 paginiLab Quimica Practica 11Joha JácomeÎncă nu există evaluări
- Sólidos Fisico QuimicaDocument2 paginiSólidos Fisico QuimicaJorge CuadrosÎncă nu există evaluări
- Tabla Periodica EnsayoDocument3 paginiTabla Periodica EnsayoBonnie CA100% (1)
- Teoría ConducciónDocument15 paginiTeoría ConducciónACQUA LIMPIAÎncă nu există evaluări
- Informe N°1 Transferencia de MasasDocument26 paginiInforme N°1 Transferencia de MasasCarlita DanielaÎncă nu există evaluări
- Lab2 termo1CL132Document17 paginiLab2 termo1CL132sofiaÎncă nu există evaluări
- Analisis de ResultadosDocument4 paginiAnalisis de ResultadosRaul Alcantara PichardoÎncă nu există evaluări
- Conceptos Mecánica de FluidosDocument79 paginiConceptos Mecánica de FluidosGustavo Hermosilla MamaniÎncă nu există evaluări
- NORMASDocument339 paginiNORMASdanieymimiÎncă nu există evaluări
- Equipos Críticos SAP (11!04!2016)Document90 paginiEquipos Críticos SAP (11!04!2016)Vladimir PastorÎncă nu există evaluări
- Capitulo 3Document24 paginiCapitulo 3ARTURO REYES LEON100% (1)
- Unidad de Medidas Convencionales y No ConvencionalesDocument9 paginiUnidad de Medidas Convencionales y No ConvencionalesCarlos Enrique ChilelÎncă nu există evaluări
- Introduccion A Las END (Ultrasonido)Document186 paginiIntroduccion A Las END (Ultrasonido)Amilcito Ivan Garcia RamosÎncă nu există evaluări
- Medicion de TemperaturaDocument5 paginiMedicion de TemperaturaLucy PintoÎncă nu există evaluări
- Tensión SuperficialDocument5 paginiTensión SuperficialYorgelys Castillo HoranÎncă nu există evaluări
- Problemas Propuestos - Fuerzas Hidrostaticas 3 PDFDocument1 paginăProblemas Propuestos - Fuerzas Hidrostaticas 3 PDFErickson Brayner MarBerÎncă nu există evaluări
- Propiedades de Los FluidosDocument29 paginiPropiedades de Los FluidosItzel López EugenioÎncă nu există evaluări
- Guia ArquímedesDocument4 paginiGuia ArquímedesMIGUELÎncă nu există evaluări
- Matematicas, Fluido, Calor y Electricidad-U1s4Document17 paginiMatematicas, Fluido, Calor y Electricidad-U1s4sariah poolÎncă nu există evaluări
- Tarea Instrumentos de Medicion PetroleoDocument21 paginiTarea Instrumentos de Medicion PetroleoJoseGuadalupeSilvanJimenezÎncă nu există evaluări
- Unidad 6 Tecnologia Industrial 1 MC Graw HillDocument6 paginiUnidad 6 Tecnologia Industrial 1 MC Graw HillClases Particulares VigoÎncă nu există evaluări
- Ppii Udiii 2022Document25 paginiPpii Udiii 2022ClaudioÎncă nu există evaluări
- Practica 7 Lab de FisicoquimicaDocument19 paginiPractica 7 Lab de FisicoquimicaWendy Guaman MendozaÎncă nu există evaluări
- Introducción A La ElectroneumáticaDocument9 paginiIntroducción A La Electroneumáticatupapu882Încă nu există evaluări