S-ar putea să vă placă și
- Indicadores de Logro MusicaDocument3 paginiIndicadores de Logro MusicaOlga Rojas67% (15)
- UF1126 - Control de la producción en fabricación mecánicaDe la EverandUF1126 - Control de la producción en fabricación mecánicaÎncă nu există evaluări
- Manual - Estimulacion Lenguaje. Bueno PDFDocument131 paginiManual - Estimulacion Lenguaje. Bueno PDFPablo Reydet100% (2)
- El Lenguaje Ritmico-MusicalDocument20 paginiEl Lenguaje Ritmico-MusicalGeovanny VillamarÎncă nu există evaluări
- 1.3 Clasificación de Los Sistemas de Los Sistemas de Produccion PARTE 1Document12 pagini1.3 Clasificación de Los Sistemas de Los Sistemas de Produccion PARTE 1Anonymous zUfRaIA23100% (1)
- Efecto MozartDocument254 paginiEfecto Mozartrosess111Încă nu există evaluări
- 1.tesis TPMDocument110 pagini1.tesis TPMLuis Vela100% (6)
- Análisis de la Op. 11 No 2 de Schoenberg y su relación con el Tristán de WagnerDocument15 paginiAnálisis de la Op. 11 No 2 de Schoenberg y su relación con el Tristán de WagnerPaulaAchoÎncă nu există evaluări
- Unidad III.1 Norma AsarcoDocument24 paginiUnidad III.1 Norma AsarcoMadeline Colina100% (1)
- Fundamentos de La Teoría de Las RestriccionesDocument36 paginiFundamentos de La Teoría de Las RestriccionesRafa Ramirez Santos100% (34)
- Fundamentos de La Teoría de Las RestriccionesDocument36 paginiFundamentos de La Teoría de Las RestriccionesRafa Ramirez Santos100% (34)
- Musica Metodos ActividadesDocument37 paginiMusica Metodos ActividadesCarolConciousLoveÎncă nu există evaluări
- mk19160 IssuuDocument35 paginimk19160 IssuuROSARIO BORRERO MONTERDE100% (1)
- Bases Concurso Noche de Talentos EgaturDocument3 paginiBases Concurso Noche de Talentos EgaturDamianLauAÎncă nu există evaluări
- Entrega Fisica de Plantas.3Document17 paginiEntrega Fisica de Plantas.3trabajos de la UÎncă nu există evaluări
- Unidad Didáctica PulsoDocument4 paginiUnidad Didáctica PulsoAugusto Fernandez JuradoÎncă nu există evaluări
- Gestión de La Producción II Unidad 1Document10 paginiGestión de La Producción II Unidad 1Jesus Palma100% (3)
- Gestión de La Producción II Unidad 1Document10 paginiGestión de La Producción II Unidad 1Jesus Palma100% (3)
- Escucha CriticaDocument3 paginiEscucha CriticaFrank Andrade100% (1)
- Alfabeto Del Movimiento IBAEBCDocument15 paginiAlfabeto Del Movimiento IBAEBCLEAMEXICALI100% (4)
- 2 Entrega Proyecto Grupal Fisica de PlantaDocument13 pagini2 Entrega Proyecto Grupal Fisica de PlantaPreciado HectorÎncă nu există evaluări
- Unidad V Funcion de Asociación Compras y DistribuciónDocument19 paginiUnidad V Funcion de Asociación Compras y DistribuciónJocelyn RoAr100% (4)
- Unidad V Funcion de Asociación Compras y DistribuciónDocument19 paginiUnidad V Funcion de Asociación Compras y DistribuciónJocelyn RoAr100% (4)
- Entrega Final Fisica de PlantasDocument18 paginiEntrega Final Fisica de PlantasJulian PalaciosÎncă nu există evaluări
- Material Complementario 2018Document72 paginiMaterial Complementario 2018adri080450% (4)
- Amortiguadores tiempo ventaja competitivaDocument4 paginiAmortiguadores tiempo ventaja competitivaLizzy MaHerÎncă nu există evaluări
- 5 3 Guia 671878Document11 pagini5 3 Guia 671878Ivăn ÔspiinoÎncă nu există evaluări
- Tipos de AmortiguadoresDocument5 paginiTipos de AmortiguadoresLizbeth Guadalupe Hernández MateosÎncă nu există evaluări
- PDF 13 Clasificacion de Los Sistemas de Los Sistemas de Produccion Parte 1pdf - CompressDocument6 paginiPDF 13 Clasificacion de Los Sistemas de Los Sistemas de Produccion Parte 1pdf - CompressYazmin CaballeroÎncă nu există evaluări
- Procesos Productivos - FinalDocument11 paginiProcesos Productivos - Finalmauricio alvaradoÎncă nu există evaluări
- Investigacion HugooDocument8 paginiInvestigacion HugooAndrea YepezÎncă nu există evaluări
- Investigacion HugooDocument8 paginiInvestigacion HugooAndrea YepezÎncă nu există evaluări
- Política de mantenimiento para sistemas de producción con limitacionesDocument11 paginiPolítica de mantenimiento para sistemas de producción con limitacionesMartha GuascoÎncă nu există evaluări
- Fallas o Setups en La ProduccionDocument11 paginiFallas o Setups en La ProduccionAlejandro GarciaÎncă nu există evaluări
- 3.5 RestriccionesDocument5 pagini3.5 RestriccionesMònica SotoÎncă nu există evaluări
- Concepto de Plantas IndustrialesDocument8 paginiConcepto de Plantas IndustrialesroseÎncă nu există evaluări
- Caracterización de Las Plantas IndustrialesDocument23 paginiCaracterización de Las Plantas Industrialesjk1047100% (1)
- unidad05PlantIIS 05ADocument27 paginiunidad05PlantIIS 05AS Luis Alberto GFÎncă nu există evaluări
- Guia Labo Flujo de Una PiezaDocument5 paginiGuia Labo Flujo de Una PiezaYa MiraÎncă nu există evaluări
- U4 MPT TrabajoDocument21 paginiU4 MPT TrabajoSari Vel MendozaÎncă nu există evaluări
- Ingeniería de Métodos II - Balance de LíneaDocument20 paginiIngeniería de Métodos II - Balance de LíneaAngel Miguel Delgado TapahuascoÎncă nu există evaluări
- Iii Unidad Planeación y Control de ProducciónDocument53 paginiIii Unidad Planeación y Control de ProducciónAna PerezÎncă nu există evaluări
- Manufactura Moderna Clase 10 Fisica de Plantas - VariabilidadDocument26 paginiManufactura Moderna Clase 10 Fisica de Plantas - VariabilidadOscar M GelvesÎncă nu există evaluări
- Plantas Industriales Evaluacion IDocument7 paginiPlantas Industriales Evaluacion Iedgardo andres junchayaÎncă nu există evaluări
- 341-Texto Del Artículo-370-1-10-20200511Document8 pagini341-Texto Del Artículo-370-1-10-20200511Maycol VillanuevaÎncă nu există evaluări
- 341-Texto del artículo-370-1-10-20200511Document8 pagini341-Texto del artículo-370-1-10-20200511sx8rkcqfr2Încă nu există evaluări
- Analisis RCM FinalDocument10 paginiAnalisis RCM FinalMARIO ALBERTO ORTIZ GALLEGOÎncă nu există evaluări
- Plantas Industriales Capitulo 2Document10 paginiPlantas Industriales Capitulo 2Cristian MarchanÎncă nu există evaluări
- Ténica SMED Lean ManufacturingDocument7 paginiTénica SMED Lean ManufacturingEloy Sacristan de RodrigoÎncă nu există evaluări
- Mantenimiento preventivo farmacéuticoDocument7 paginiMantenimiento preventivo farmacéuticoJesús WinstonÎncă nu există evaluări
- Sistemas de ProducciónDocument7 paginiSistemas de ProducciónMaria Del Carmen PHÎncă nu există evaluări
- Evi. Prgramar La Produccion. g1Document12 paginiEvi. Prgramar La Produccion. g1Christian Mejia GavidiaÎncă nu există evaluări
- Clase 6-Teorias de fisica de la produccion 1Document20 paginiClase 6-Teorias de fisica de la produccion 1adrianÎncă nu există evaluări
- Sistemas de ManufacturaDocument15 paginiSistemas de ManufacturaYannelys FajardoÎncă nu există evaluări
- Control Predictivo-Iterativo Basado en Modelo y APDocument13 paginiControl Predictivo-Iterativo Basado en Modelo y APDaniel Felipe Urdinila PatiñoÎncă nu există evaluări
- 1 Tesis TPMDocument110 pagini1 Tesis TPMZodhyÎncă nu există evaluări
- Distribucion de Planta-Informe FinalDocument8 paginiDistribucion de Planta-Informe FinalGutierrez SJeysonÎncă nu există evaluări
- Trabajo Administracion A La ProduccionDocument9 paginiTrabajo Administracion A La ProduccionEdgar Duvan Valencia SanchezÎncă nu există evaluări
- Tesis Torres de EnfriamientoDocument45 paginiTesis Torres de Enfriamientocarlos_luis029100% (1)
- Entrega 1 y 2 Fisica de Plantas Andres Esteban Arias BobadillaDocument8 paginiEntrega 1 y 2 Fisica de Plantas Andres Esteban Arias BobadillaAndres Esteban AriasÎncă nu există evaluări
- Automatizacion de RelavesDocument19 paginiAutomatizacion de RelavesAndersonAC100% (1)
- Metodo Del Tabor-Amortiguador-CuerdaDocument6 paginiMetodo Del Tabor-Amortiguador-CuerdaJose MoralesÎncă nu există evaluări
- Cap 01Document8 paginiCap 01ELPIDIO LUCEROÎncă nu există evaluări
- ExposicionDocument7 paginiExposicionjulianaleman28Încă nu există evaluări
- TEMA 4. La Implantación de La Planta IndustrialDocument16 paginiTEMA 4. La Implantación de La Planta IndustrialGabriela Leonor Avecillas AbadÎncă nu există evaluări
- Politica de Mantenimiento para Un Sistema de ProduDocument11 paginiPolitica de Mantenimiento para Un Sistema de ProduCarlos RamirezÎncă nu există evaluări
- Examen Final de Planeamiento y C.de O.Document13 paginiExamen Final de Planeamiento y C.de O.Sol Jimena FloresÎncă nu există evaluări
- Avance de Proyecto 1Document15 paginiAvance de Proyecto 1Cristian ChoqueÎncă nu există evaluări
- Proyecto IntegradorDocument43 paginiProyecto IntegradorBraulio Romero RamirezÎncă nu există evaluări
- Ubicacion de La PlantaDocument4 paginiUbicacion de La PlantaJonathan Abel Quiñones DávalosÎncă nu există evaluări
- Articulo Celulas de FabricacionDocument11 paginiArticulo Celulas de FabricacionDaniel Felipe Pardo LopezÎncă nu există evaluări
- Metodo DBRDocument7 paginiMetodo DBRAylin Michel SantizoÎncă nu există evaluări
- Apunte 3Document24 paginiApunte 3Edgar Sanchez RamiezÎncă nu există evaluări
- Metodos Modernos de Producción. Byron Pardo. 20161015023 PDFDocument4 paginiMetodos Modernos de Producción. Byron Pardo. 20161015023 PDFByronÎncă nu există evaluări
- Foro III Corte: Averías e Industriales y Paradas de PlantaDocument5 paginiForo III Corte: Averías e Industriales y Paradas de Plantamarit2504Încă nu există evaluări
- Diseño de Plantas - Estudio TecnicoDocument74 paginiDiseño de Plantas - Estudio TecnicoJarovÎncă nu există evaluări
- Suma de vectores por métodos gráficosDocument4 paginiSuma de vectores por métodos gráficosJeniPresaÎncă nu există evaluări
- Kansas City Southern de MéxicoDocument14 paginiKansas City Southern de MéxicoJeniPresaÎncă nu există evaluări
- DISENO ORGANIZACIONAL WordDocument23 paginiDISENO ORGANIZACIONAL WordJeniPresaÎncă nu există evaluări
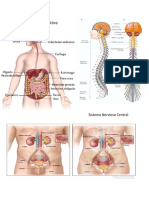
- Sistema Nervioso CentralDocument1 paginăSistema Nervioso CentralJeniPresaÎncă nu există evaluări
- Funciones de Asociacion Compras y DistriDocument7 paginiFunciones de Asociacion Compras y DistriJeniPresaÎncă nu există evaluări
- Procedimiento para El Diseño de Redes de Distribución LogísicaDocument14 paginiProcedimiento para El Diseño de Redes de Distribución LogísicaJeniPresaÎncă nu există evaluări
- Kansas City Southern de MéxicoDocument14 paginiKansas City Southern de MéxicoJeniPresaÎncă nu există evaluări
- Red LogisticaDocument3 paginiRed LogisticaJeniPresaÎncă nu există evaluări
- Procedimiento para El Diseño de Redes de Distribución LogísicaDocument14 paginiProcedimiento para El Diseño de Redes de Distribución LogísicaJeniPresaÎncă nu există evaluări
- 3.5 Capacitacion Del PersonalDocument9 pagini3.5 Capacitacion Del PersonalJeniPresaÎncă nu există evaluări
- Análisis de Los RecursosDocument4 paginiAnálisis de Los RecursosJeniPresaÎncă nu există evaluări
- Recursos HumanosDocument1 paginăRecursos HumanosJeniPresaÎncă nu există evaluări
- LiderazgoDocument4 paginiLiderazgoJeniPresaÎncă nu există evaluări
- Funciones de Un Jefe de Producción y ProveedoresDocument1 paginăFunciones de Un Jefe de Producción y ProveedoresJeniPresaÎncă nu există evaluări
- Dinamica 1289Document2 paginiDinamica 1289JeniPresaÎncă nu există evaluări
- Dinamica 1289Document2 paginiDinamica 1289JeniPresaÎncă nu există evaluări
- Planeación de Requerimientos de Materiales (MRP) : Características Principales y Mecánica de FuncionamientoDocument22 paginiPlaneación de Requerimientos de Materiales (MRP) : Características Principales y Mecánica de FuncionamientoYeni PauccarÎncă nu există evaluări
- Definición y beneficios de los clusters y el teletrabajoDocument6 paginiDefinición y beneficios de los clusters y el teletrabajoJeniPresaÎncă nu există evaluări
- Planeación de Requerimientos de Materiales (MRP) : Características Principales y Mecánica de FuncionamientoDocument22 paginiPlaneación de Requerimientos de Materiales (MRP) : Características Principales y Mecánica de FuncionamientoYeni PauccarÎncă nu există evaluări
- 1 - Interaprendizaje de Estadística Básica PDFDocument262 pagini1 - Interaprendizaje de Estadística Básica PDFGabriela Arciniega0% (1)
- Análisis de Opciones de Software de Gestión de LogísticaDocument5 paginiAnálisis de Opciones de Software de Gestión de LogísticaJeniPresaÎncă nu există evaluări
- TEORRIADocument1 paginăTEORRIAJeniPresaÎncă nu există evaluări
- Definición y beneficios de los clusters y el teletrabajoDocument6 paginiDefinición y beneficios de los clusters y el teletrabajoJeniPresaÎncă nu există evaluări
- 1 - Los Hechos de La ArquitecturaDocument6 pagini1 - Los Hechos de La ArquitecturaMarianela Calva SalasÎncă nu există evaluări
- Salsa AfrocolombianaDocument25 paginiSalsa Afrocolombianajarev467% (3)
- La pequeña traviesaDocument5 paginiLa pequeña traviesaSthefy TinitanaÎncă nu există evaluări
- 11 - Coreografia Examen 2DxdDocument5 pagini11 - Coreografia Examen 2DxdNoxafil luvox100% (1)
- Plan Lector El Huayno S32 PDFDocument3 paginiPlan Lector El Huayno S32 PDFJose VarillasÎncă nu există evaluări
- Introducción A La Estructura RítmicaDocument11 paginiIntroducción A La Estructura RítmicaCharity Wallace100% (1)
- 5to - Ed. Física - Trimestre Dos - 2023Document33 pagini5to - Ed. Física - Trimestre Dos - 2023MERCY DE JES�S SA� ZAMORAÎncă nu există evaluări
- Andreina Quintero La Danza en La UCVDocument100 paginiAndreina Quintero La Danza en La UCVMijo ChiÎncă nu există evaluări
- Acceso ConservatorioDocument9 paginiAcceso ConservatorioReal Conservatorio Profesional de Música de Cádiz.Încă nu există evaluări
- Los ShawisDocument45 paginiLos ShawisMatthew King40% (5)
- Rock 1 DefDocument34 paginiRock 1 DefJared Nun Barrenechea BacaÎncă nu există evaluări
- Escucha ReflejoDocument22 paginiEscucha ReflejoAlicia RuizÎncă nu există evaluări
- Alexander ScriabinDocument17 paginiAlexander Scriabinedgar martinezÎncă nu există evaluări
- Batería Diagnóstica Educacion Fisica Nayarit 2022-2023Document41 paginiBatería Diagnóstica Educacion Fisica Nayarit 2022-2023Jorge Estrada PeñaÎncă nu există evaluări
- Jitrik, Noe - "Entre El Dinero y El Ser"Document23 paginiJitrik, Noe - "Entre El Dinero y El Ser"Luis MacKayÎncă nu există evaluări
- Orientaciones Didàcticas Especìficas PREESCOLARDocument12 paginiOrientaciones Didàcticas Especìficas PREESCOLARDiego AlonsoÎncă nu există evaluări
- Portafolio - Garzon Mancera FabianDocument19 paginiPortafolio - Garzon Mancera FabianFabian Garzon ManceraÎncă nu există evaluări
- Escuela Música Fernando Sor Piano IDocument17 paginiEscuela Música Fernando Sor Piano IDaniela LuciaÎncă nu există evaluări