S-ar putea să vă placă și
- Acme Thread 29 Formulas Depth 0.5/N+0.01Document6 paginiAcme Thread 29 Formulas Depth 0.5/N+0.01Dhanraj VasanthÎncă nu există evaluări
- API 5CT P110 7Document2 paginiAPI 5CT P110 7rageshmv100% (1)
- Pewag Winner 100 - 120 PDFDocument60 paginiPewag Winner 100 - 120 PDFdanielfbarradas1370Încă nu există evaluări
- 10.flange Bolts, STD TeesDocument7 pagini10.flange Bolts, STD TeesNIRMAL SINGHÎncă nu există evaluări
- Hammer Union 8-0.5 - 4 AcmeDocument1 paginăHammer Union 8-0.5 - 4 AcmeQC RegianÎncă nu există evaluări
- Marine FlexenDocument67 paginiMarine FlexenpayaljeevaÎncă nu există evaluări
- Kiswire General Purpose RopesDocument28 paginiKiswire General Purpose Ropesdaviko313Încă nu există evaluări
- UNI EN 24014 DIN EN 24014 ISO 4014: Viti A Testa Esagonale Con Gambo Parzialmente FilettatoDocument2 paginiUNI EN 24014 DIN EN 24014 ISO 4014: Viti A Testa Esagonale Con Gambo Parzialmente FilettatoEng. EmersonÎncă nu există evaluări
- Gate ValveDocument27 paginiGate ValveYogesh Kumar Bhatnagar0% (1)
- k10 GeothermalDocument1 paginăk10 GeothermalshegateÎncă nu există evaluări
- Quick UnionsDocument1 paginăQuick UnionsRefisal BonnetÎncă nu există evaluări
- Prochem Ball ValvesDocument5 paginiProchem Ball Valvesmd_taheriÎncă nu există evaluări
- Flexible Couplings 2010Document32 paginiFlexible Couplings 2010amekhzoumiÎncă nu există evaluări
- Bolt CapacityDocument2 paginiBolt CapacityMoonzeÎncă nu există evaluări
- Casing Data SheetDocument43 paginiCasing Data SheetAbdelfatteh MKAOUAR100% (1)
- Drawings All PUBLIC 7-14-20 - HuntingDocument33 paginiDrawings All PUBLIC 7-14-20 - HuntingjaymuscatÎncă nu există evaluări
- Inch Socket Head Cap Screws Dimensions and SpecificationsDocument16 paginiInch Socket Head Cap Screws Dimensions and SpecificationsyauctionÎncă nu există evaluări
- Nut Bolt HeightDocument8 paginiNut Bolt HeightMian M KhurramÎncă nu există evaluări
- Butterfly Valve Lug Type 710702-01Document1 paginăButterfly Valve Lug Type 710702-01advantage025Încă nu există evaluări
- SOUTHLAND PIPE, Steel Pipe General Data Size Chart, Steel Pipe Sales, NationwideDocument3 paginiSOUTHLAND PIPE, Steel Pipe General Data Size Chart, Steel Pipe Sales, Nationwidea769Încă nu există evaluări
- Unravel mysteries pipe thread sizesDocument1 paginăUnravel mysteries pipe thread sizesDJoko Trend RedsÎncă nu există evaluări
- CNC Programming G CodeDocument1 paginăCNC Programming G CodeMohd Ali AbimansorÎncă nu există evaluări
- Torques Con Lubricante y UpgradeDocument17 paginiTorques Con Lubricante y UpgradeJed MayÎncă nu există evaluări
- Vagt EnglishDocument8 paginiVagt EnglishSarathiraja SekarÎncă nu există evaluări
- MetalisEnergy TechnicalBrochureDocument60 paginiMetalisEnergy TechnicalBrochureAshok SureshÎncă nu există evaluări
- Machine Tool Shanks (Tapers)Document22 paginiMachine Tool Shanks (Tapers)michaelguzziÎncă nu există evaluări
- CamesaEMC Catalog 12-2013 7Document1 paginăCamesaEMC Catalog 12-2013 7Gerardo LizardoÎncă nu există evaluări
- Technical Catalogue (Imperial) HSC Casing PDFDocument100 paginiTechnical Catalogue (Imperial) HSC Casing PDFsouthernorÎncă nu există evaluări
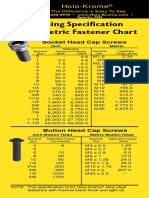
- Torquing Specification Inch & Metric Fastener Chart: Socket Head Cap ScrewsDocument2 paginiTorquing Specification Inch & Metric Fastener Chart: Socket Head Cap ScrewsgielÎncă nu există evaluări
- Rivnut GBDocument36 paginiRivnut GBJeffry KarundengÎncă nu există evaluări
- Measurements, Sizes, Shafts, KeywaysDocument91 paginiMeasurements, Sizes, Shafts, KeywaysVenkat DoraÎncă nu există evaluări
- TenarisConfab Overview 20130514 PDFDocument42 paginiTenarisConfab Overview 20130514 PDFThiago BarcelosÎncă nu există evaluări
- Screw Thread Calculations - Roy MechDocument6 paginiScrew Thread Calculations - Roy Mechangelo collaÎncă nu există evaluări
- CS® Tubing Torque ChartDocument2 paginiCS® Tubing Torque Chartjesus infanteÎncă nu există evaluări
- Double Disc Gate ValveDocument12 paginiDouble Disc Gate Valveshafeeqm3086Încă nu există evaluări
- Sheave Selection GuideDocument1 paginăSheave Selection GuideFauzanÎncă nu există evaluări
- Bolt Shear Strength - MetricDocument1 paginăBolt Shear Strength - MetricK.S.MAYILVAGHANANÎncă nu există evaluări
- TECH-ISH-0020A - Pen-O-Trator PDFDocument2 paginiTECH-ISH-0020A - Pen-O-Trator PDFEdwin VelascoÎncă nu există evaluări
- 2mm Vs 8mm Charpy Striker Edge RadiusDocument26 pagini2mm Vs 8mm Charpy Striker Edge RadiusErick EaxÎncă nu există evaluări
- API Flange 6A VersionDocument1 paginăAPI Flange 6A Versiongazwang478Încă nu există evaluări
- Anneaux Levage CATDocument13 paginiAnneaux Levage CATA100% (1)
- Fairchild Keyserts - Thread Repair InsertsDocument12 paginiFairchild Keyserts - Thread Repair InsertsgeorgeÎncă nu există evaluări
- Camesa Cable SpecDocument1 paginăCamesa Cable SpecShashank Anand MishraÎncă nu există evaluări
- QT-900 data sheet specificationsDocument2 paginiQT-900 data sheet specificationsjoseperozo45Încă nu există evaluări
- Strutfast Clamps, Fasteners & Anchors LRDocument7 paginiStrutfast Clamps, Fasteners & Anchors LRzimtonyÎncă nu există evaluări
- JC Catalogue Gate Valves BBDocument24 paginiJC Catalogue Gate Valves BBMahdi DalyÎncă nu există evaluări
- Through Conduit Gate Valves Slab & ExpandingDocument7 paginiThrough Conduit Gate Valves Slab & ExpandingRockny310Încă nu există evaluări
- API 6A Type 6B & 6BX FlangesDocument31 paginiAPI 6A Type 6B & 6BX FlangesEason NgÎncă nu există evaluări
- Metal Face Seals v3Document30 paginiMetal Face Seals v3ntchobanov0% (1)
- Manual - Tenaris - Dimensiones Tubing Joint CasingDocument10 paginiManual - Tenaris - Dimensiones Tubing Joint CasingPatricio JÎncă nu există evaluări
- Grove g4n Gate Valve BrochureDocument24 paginiGrove g4n Gate Valve BrochureFrancis Almia100% (1)
- 5.500 26.00lb L80 NEW+VAMDocument1 pagină5.500 26.00lb L80 NEW+VAMJulo DesmazuresÎncă nu există evaluări
- Drilling MC ManualDocument3 paginiDrilling MC ManualKS Rajawat100% (1)
- NC50 PinDocument1 paginăNC50 PinEduard GadzhievÎncă nu există evaluări
- Fittings Grease GuideDocument10 paginiFittings Grease GuideveereshÎncă nu există evaluări
- AOT Type C Safety Clamp Handles WrenchDocument1 paginăAOT Type C Safety Clamp Handles WrenchtedongsalekoÎncă nu există evaluări
- LinePipe PDFDocument3 paginiLinePipe PDFAutumn Assirem TrefoilÎncă nu există evaluări
- Fatigue Design Procedures: Proceedings of the 4th Symposium of the International Committee on Aeronautical Fatigue held in Munich, 16–18 June 1965De la EverandFatigue Design Procedures: Proceedings of the 4th Symposium of the International Committee on Aeronautical Fatigue held in Munich, 16–18 June 1965E. GassnerÎncă nu există evaluări
- Acceptable MethodDocument5 paginiAcceptable Methodfaisal jawadÎncă nu există evaluări
- CS-29 Amendment 7Document225 paginiCS-29 Amendment 7staedtlerpÎncă nu există evaluări
- CS-29 Amendment 7Document225 paginiCS-29 Amendment 7staedtlerpÎncă nu există evaluări
- NASA Stress Analysis Report Format RequirementsDocument14 paginiNASA Stress Analysis Report Format RequirementsdouglascoombsÎncă nu există evaluări
- Bending Stress of BeamsDocument18 paginiBending Stress of BeamsRambabu RÎncă nu există evaluări
- Composites Design Manual 3 EdDocument184 paginiComposites Design Manual 3 EdSérgio Patinha100% (5)
- Quasi-Static Three-Point Beniding of Carbon Fiber Sandwich Beams With Square Honeycomb CoresDocument15 paginiQuasi-Static Three-Point Beniding of Carbon Fiber Sandwich Beams With Square Honeycomb CoresstaedtlerpÎncă nu există evaluări
- Metric Conversion TableDocument2 paginiMetric Conversion TablestaedtlerpÎncă nu există evaluări
- Basic Stress EquationDocument5 paginiBasic Stress EquationtankimsinÎncă nu există evaluări
- Fan Supersonic Flutter: Prediction and Test Ar A Ys S: Procurement Executive, Ministry of DefenceDocument24 paginiFan Supersonic Flutter: Prediction and Test Ar A Ys S: Procurement Executive, Ministry of DefencestaedtlerpÎncă nu există evaluări
- Cycom-919 CM en PDFDocument7 paginiCycom-919 CM en PDFstaedtlerpÎncă nu există evaluări
- Click BondDocument4 paginiClick BondstaedtlerpÎncă nu există evaluări
- Numerical Modelling of Nomex Honeycomb C PDFDocument12 paginiNumerical Modelling of Nomex Honeycomb C PDFstaedtlerpÎncă nu există evaluări
- Click BondDocument4 paginiClick BondstaedtlerpÎncă nu există evaluări
- D 6641 - D 6641M - 01 - Rdy2ndevrdy2ndfn PDFDocument9 paginiD 6641 - D 6641M - 01 - Rdy2ndevrdy2ndfn PDFstaedtlerpÎncă nu există evaluări
- Applied FemDocument30 paginiApplied FemAniket ThakurÎncă nu există evaluări
- A Beginners Guide To Literature in The Field of AeroelasticityDocument33 paginiA Beginners Guide To Literature in The Field of AeroelasticitystaedtlerpÎncă nu există evaluări
- HexPly M2626T Eu DataSheetDocument4 paginiHexPly M2626T Eu DataSheetstaedtlerpÎncă nu există evaluări
- Adhesive Bonding ECSS E HB 32 21A 20march2011Document461 paginiAdhesive Bonding ECSS E HB 32 21A 20march2011Li-chung Jea100% (1)
- FSI in VWT 2017Document23 paginiFSI in VWT 2017staedtlerpÎncă nu există evaluări
- Structural Analysis of Aircraft Wing J Nose Panel Using Mono and Multi Core Composite MaterialsDocument6 paginiStructural Analysis of Aircraft Wing J Nose Panel Using Mono and Multi Core Composite MaterialsstaedtlerpÎncă nu există evaluări
- Ms33537e PDFDocument11 paginiMs33537e PDFstaedtlerpÎncă nu există evaluări
- A One-Equation Turbulence Model For Aerodynamic Flows: January 1992Document18 paginiA One-Equation Turbulence Model For Aerodynamic Flows: January 1992Asma KhanÎncă nu există evaluări
- Spiralock Wire Thread Insert Hole Drilling Specifications 0Document2 paginiSpiralock Wire Thread Insert Hole Drilling Specifications 0staedtlerpÎncă nu există evaluări
- AN3-3A SpecDocument2 paginiAN3-3A Specstaedtlerp100% (1)
- Numerical Modelling of Nomex Honeycomb C PDFDocument12 paginiNumerical Modelling of Nomex Honeycomb C PDFstaedtlerpÎncă nu există evaluări
- PDFDocument221 paginiPDFstaedtlerpÎncă nu există evaluări
- Nasm21209 AiaDocument8 paginiNasm21209 Aiastaedtlerp100% (3)
- Ms33537e PDFDocument11 paginiMs33537e PDFstaedtlerpÎncă nu există evaluări
- Mil S 7742DDocument17 paginiMil S 7742DstaedtlerpÎncă nu există evaluări
- HexPly M2626T Eu DataSheetDocument4 paginiHexPly M2626T Eu DataSheetstaedtlerpÎncă nu există evaluări
- Manual de Emsamble RE4SDocument130 paginiManual de Emsamble RE4SJavier15818Încă nu există evaluări
- Gliderol Steel Roller Door Installation ManualDocument4 paginiGliderol Steel Roller Door Installation ManualLorino BaldezamoÎncă nu există evaluări
- Din 00267 27 2004 enDocument8 paginiDin 00267 27 2004 enyunus emreÎncă nu există evaluări
- Piaggio MP3 400 I.E. (EN)Document399 paginiPiaggio MP3 400 I.E. (EN)ManuallesÎncă nu există evaluări
- 7B.6 Operations Manual and Run Procedures - D&M - SLB PDFDocument116 pagini7B.6 Operations Manual and Run Procedures - D&M - SLB PDFAlejandra Yasaret CabreraÎncă nu există evaluări
- Catalogo t3Document31 paginiCatalogo t3eralcoiz80% (10)
- gr110 200 PDFDocument65 paginigr110 200 PDFMuthu MohammadÎncă nu există evaluări
- 4m41 Carbon Removal Reduced SizeDocument18 pagini4m41 Carbon Removal Reduced SizeRomanÎncă nu există evaluări
- FSA bb30Document3 paginiFSA bb30odeiviÎncă nu există evaluări
- Underground Core Barrel Assembly DetailsDocument1 paginăUnderground Core Barrel Assembly DetailsRossin Hernan Zamora GarciaÎncă nu există evaluări
- DIN - ISO - EN Crossover Chart - Fuller Fasteners - Fuller FastenersDocument6 paginiDIN - ISO - EN Crossover Chart - Fuller Fasteners - Fuller FastenersRicardoÎncă nu există evaluări
- CBR1000RR 2010Document110 paginiCBR1000RR 2010LEONARDO100% (3)
- Tora Technical ManualDocument28 paginiTora Technical ManualScott CampbellÎncă nu există evaluări
- Mxma Front Fork Assembly PDFDocument50 paginiMxma Front Fork Assembly PDFRahulChampÎncă nu există evaluări
- GS-4069 RT - Service - Manual - Diesel - CEDocument75 paginiGS-4069 RT - Service - Manual - Diesel - CEBAKINEC AZERSKIYÎncă nu există evaluări
- Caterham AssemblyDocument19 paginiCaterham AssemblyNicolas SirtakysÎncă nu există evaluări
- Cabin Module - 12Document161 paginiCabin Module - 12Carlos DE MouraÎncă nu există evaluări
- METRIC HEX NUT STYLE 2 CLASS 12Document1 paginăMETRIC HEX NUT STYLE 2 CLASS 12subsubtwoÎncă nu există evaluări
- Galvanized Slip-Critical ConnectionsDocument2 paginiGalvanized Slip-Critical Connectionsaams_sÎncă nu există evaluări
- Jenbacher: Instructions For Checking and Mounting of Waisted ScrewsDocument1 paginăJenbacher: Instructions For Checking and Mounting of Waisted ScrewsArîfÎncă nu există evaluări
- Owner's Manual For 1/6 HP Series SR Flexible Shaft Power ToolsDocument20 paginiOwner's Manual For 1/6 HP Series SR Flexible Shaft Power ToolsFazenda ItaÎncă nu există evaluări
- 9853 6873 20c Spare Parts Catalogue DHR 6H Version BDocument59 pagini9853 6873 20c Spare Parts Catalogue DHR 6H Version BSerkanAlÎncă nu există evaluări
- Wren Minibike PlansDocument7 paginiWren Minibike PlansJim100% (5)
- Ytm200ek ElDocument55 paginiYtm200ek ElDaniel HarrisÎncă nu există evaluări
- Caterpillar3412 Manual Disassembly&Assembly PDFDocument181 paginiCaterpillar3412 Manual Disassembly&Assembly PDFlancaster2795% (22)
- NL1002 eDocument128 paginiNL1002 eThiago FaúlaÎncă nu există evaluări
- Types of BoltsDocument7 paginiTypes of BoltsPranshu JainÎncă nu există evaluări
- Cat 4100 9 UkDocument866 paginiCat 4100 9 UkginaccioÎncă nu există evaluări
- @airbus: Airbus S.A.SDocument241 pagini@airbus: Airbus S.A.SNiranjan PawarÎncă nu există evaluări
- CPI Site-Activities PDFDocument30 paginiCPI Site-Activities PDFmassive85Încă nu există evaluări