S-ar putea să vă placă și
- Aplicativo Bio Respiração ensina respiração celularDocument56 paginiAplicativo Bio Respiração ensina respiração celularMaria MoreiraÎncă nu există evaluări
- Determinação de fraudes em chocolates por Espectroscopia de Infravermelho PróximoDocument42 paginiDeterminação de fraudes em chocolates por Espectroscopia de Infravermelho PróximoRodolfo Cesar Rodrigues FilhoÎncă nu există evaluări
- PG PPGEP M Cogo, Giselle Alves Da Rocha 2015Document113 paginiPG PPGEP M Cogo, Giselle Alves Da Rocha 2015RodrigoÎncă nu există evaluări
- Gestão de efluentes em abatedouros bovinosDocument103 paginiGestão de efluentes em abatedouros bovinosFernando Guimarães FilhoÎncă nu există evaluări
- Gerenciamento de Resíduos Da ConfecçãoDocument322 paginiGerenciamento de Resíduos Da ConfecçãoPaula LinkeÎncă nu există evaluări
- Universidade Federal de Santa Catarina Programa de Pós-Graduação em Engenharia QuímicaDocument98 paginiUniversidade Federal de Santa Catarina Programa de Pós-Graduação em Engenharia QuímicaMarcelo Teixeira do CarmoÎncă nu există evaluări
- Importante VeDocument70 paginiImportante VeEsperança Abel MaqueuÎncă nu există evaluări
- Produção de enzimas ligninolíticas a partir de efluente têxtilDocument57 paginiProdução de enzimas ligninolíticas a partir de efluente têxtilALICE CRISTINA RODRIGUESÎncă nu există evaluări
- Gerenciamento de resíduos em empresa de alimentaçãoDocument65 paginiGerenciamento de resíduos em empresa de alimentaçãoMarcos PauloÎncă nu există evaluări
- CARVALHO ALÍCIA Monografiadefendida2022 RepositórioDocument68 paginiCARVALHO ALÍCIA Monografiadefendida2022 RepositórioViviane CarreiroÎncă nu există evaluări
- Síntese de novas 1,4-dihidropiridinas graxas e determinação da atividade antioxidanteDocument188 paginiSíntese de novas 1,4-dihidropiridinas graxas e determinação da atividade antioxidanteIdalia HelenaÎncă nu există evaluări
- RAMOS Dissertação. Metodologias Participativas Reconhecimento Processos Produtivos AgroecologicosDocument42 paginiRAMOS Dissertação. Metodologias Participativas Reconhecimento Processos Produtivos AgroecologicosFelipe BottonaÎncă nu există evaluări
- Pré-Tratamento A Plasma de Biomassa de Milho para A Produção de BioetanolDocument31 paginiPré-Tratamento A Plasma de Biomassa de Milho para A Produção de Bioetanolroberto maliskaÎncă nu există evaluări
- Sandra Salete PolettoDocument146 paginiSandra Salete PolettohillemduarteÎncă nu există evaluări
- PDFDocument180 paginiPDFNadiaÎncă nu există evaluări
- Atualização BPF e POP em indústria polpa frutaDocument71 paginiAtualização BPF e POP em indústria polpa frutaFábio ScarpaÎncă nu există evaluări
- Anais JORP 2012Document208 paginiAnais JORP 2012Geovania AlmeidaÎncă nu există evaluări
- Avaliação Impactos Indústria Plástico Gravata-PEDocument51 paginiAvaliação Impactos Indústria Plástico Gravata-PEAiran Lima100% (1)
- Pgea0687-T - NanoDocument107 paginiPgea0687-T - NanoGuilherme FernandoÎncă nu există evaluări
- Inovação Do Uso de Tecnologia - Google Classroom e A Dinâmica em Sala de AulaDocument38 paginiInovação Do Uso de Tecnologia - Google Classroom e A Dinâmica em Sala de AulaNeilton LinsÎncă nu există evaluări
- Elaboração de Proposta Do Manual de Gestão Ambiental Da Ufrgs e Estudo de Caso de AplicaçãoDocument105 paginiElaboração de Proposta Do Manual de Gestão Ambiental Da Ufrgs e Estudo de Caso de Aplicaçãodal transporte100% (1)
- Oliveira e IahnkeDocument174 paginiOliveira e IahnkeElesseaÎncă nu există evaluări
- Desenvolvimento de breading de bagaço de mandiocaDocument63 paginiDesenvolvimento de breading de bagaço de mandiocaLarisse MoraisÎncă nu există evaluări
- Motta, Eea. Sensibilidade Apos Clareamento Dental Uma Revisao de Literatura. TCC Defendido em 15 de Dezembro de 2020.Document43 paginiMotta, Eea. Sensibilidade Apos Clareamento Dental Uma Revisao de Literatura. TCC Defendido em 15 de Dezembro de 2020.ludmilla alvesÎncă nu există evaluări
- Produção de LevainDocument61 paginiProdução de LevainFabio Airton BanderoÎncă nu există evaluări
- LD Coeam 2017 2 03Document61 paginiLD Coeam 2017 2 03Gabriel VossÎncă nu există evaluări
- MariaDasNevesSilvaNeta DissertDocument163 paginiMariaDasNevesSilvaNeta DissertKenia CalaçaÎncă nu există evaluări
- Ivisson de Souza - 2019 EritritolDocument86 paginiIvisson de Souza - 2019 EritritolGleyce Monteiro GomesÎncă nu există evaluări
- Controle microbiológico em frigoríficoDocument83 paginiControle microbiológico em frigoríficoBento LampiaoÎncă nu există evaluări
- Usabilidade Moodle - DissertaçãoDocument149 paginiUsabilidade Moodle - DissertaçãoJean Marcel Faria NovoÎncă nu există evaluări
- TESE Nattany Tayany Gomes de PaulaDocument144 paginiTESE Nattany Tayany Gomes de PaulaWagner SantigoÎncă nu există evaluări
- DAES - Modelo para Diagnóstico Ambiental em Estabelecimentos de SaúdeDocument131 paginiDAES - Modelo para Diagnóstico Ambiental em Estabelecimentos de SaúdeMARCELA ALMEIDAÎncă nu există evaluări
- PG Daenp 2016 1 03Document81 paginiPG Daenp 2016 1 03Danielle NevesÎncă nu există evaluări
- CT - PPGEM - M - Malinoski, Giovanni Souza - 2019Document160 paginiCT - PPGEM - M - Malinoski, Giovanni Souza - 2019Williane Aguiar VargasÎncă nu există evaluări
- TCC - Camila Almeida S. Egidio - Verso FinalDocument58 paginiTCC - Camila Almeida S. Egidio - Verso Finalrodrigo200589Încă nu există evaluări
- CM - PPGTA - M - Santos, Larissa Da Rocha Dos - 2017Document71 paginiCM - PPGTA - M - Santos, Larissa Da Rocha Dos - 2017Rodolfo Cesar Rodrigues FilhoÎncă nu există evaluări
- Proposta Plano Mestre ValidaçãoDocument137 paginiProposta Plano Mestre Validaçãovluissouza100% (1)
- Joao Paulo Ferreira de Oliveira Adubação Verde MandiocaDocument70 paginiJoao Paulo Ferreira de Oliveira Adubação Verde MandiocaRaí CarlosÎncă nu există evaluări
- Caracterização do Queijo de PorcoDocument112 paginiCaracterização do Queijo de PorcoKumiho LimÎncă nu există evaluări
- Avaliação dos rótulos de produtos cárneosDocument46 paginiAvaliação dos rótulos de produtos cárneosLudmila MalveziÎncă nu există evaluări
- LD - PPGTAL - M - Cê, Elton Rodrigo - 2016Document87 paginiLD - PPGTAL - M - Cê, Elton Rodrigo - 2016RYAN NASCIMENTOÎncă nu există evaluări
- Custos Uan PDFDocument64 paginiCustos Uan PDFDelano Moreira de RezendeÎncă nu există evaluări
- Montmorilonita para remoção de proteínas e obtenção de pigmentos híbridosDocument157 paginiMontmorilonita para remoção de proteínas e obtenção de pigmentos híbridosVanessa NielyÎncă nu există evaluări
- Me 6863272 CorDocument112 paginiMe 6863272 Cormayara.moraisÎncă nu există evaluări
- A Importância Do Uso Do Laboratório Nas Aulas de Ciencias MonografiaDocument49 paginiA Importância Do Uso Do Laboratório Nas Aulas de Ciencias MonografiaDani ZarnottÎncă nu există evaluări
- PG - PPGEP - Saraceni, Adriana Valélia - 2014Document111 paginiPG - PPGEP - Saraceni, Adriana Valélia - 2014Jerson Alberto António JoãoÎncă nu există evaluări
- Gerenciamento de Risco Segurança Do TrabalhoDocument144 paginiGerenciamento de Risco Segurança Do TrabalhoSanderson Mendes MachadoÎncă nu există evaluări
- DISSERTAÇÃO Vanessa Gabriela Barbosa de Mendonça-5Document132 paginiDISSERTAÇÃO Vanessa Gabriela Barbosa de Mendonça-5wennia nascimentoÎncă nu există evaluări
- Análise do MRUV usando Arduíno na escolaDocument72 paginiAnálise do MRUV usando Arduíno na escolaMateus CostaÎncă nu există evaluări
- Como Abrir Uma Fábrica de SaneantesDocument38 paginiComo Abrir Uma Fábrica de SaneantesAnderson DomicianoÎncă nu există evaluări
- Estratégias de Processamento Verde de Saponinas BrasileirasDocument187 paginiEstratégias de Processamento Verde de Saponinas BrasileirasTony JuanÎncă nu există evaluări
- Modelo de regressão para dados proporcionais em indústria de couroDocument105 paginiModelo de regressão para dados proporcionais em indústria de couroGustavo Guerra GeraldiniÎncă nu există evaluări
- Peal0326 TDocument186 paginiPeal0326 TArianeAndreolaÎncă nu există evaluări
- Definições de MAF e HWEDocument38 paginiDefinições de MAF e HWEAnaque PiresÎncă nu există evaluări
- Silva2022 TCC Restauracao Nucleacao PrudDocument97 paginiSilva2022 TCC Restauracao Nucleacao PrudEuro VillaÎncă nu există evaluări
- RENATA MARTINS FERREIRA MAGALHÃES - Dissertação 2012Document89 paginiRENATA MARTINS FERREIRA MAGALHÃES - Dissertação 2012Beatriz LeandroÎncă nu există evaluări
- MD PPGTAMB M Freddo, Alessandra 2017Document128 paginiMD PPGTAMB M Freddo, Alessandra 2017Danny BoyÎncă nu există evaluări
- Estratégias para predomínio de PAO em lodo ativado e respirometria aplicada à biodesfosfataçãoDocument269 paginiEstratégias para predomínio de PAO em lodo ativado e respirometria aplicada à biodesfosfataçãoViviane Lincoln MotaÎncă nu există evaluări
- Encontro Regional de Futuros Cientistas Vol.I: Experimentos e Projetos de PesquisaDe la EverandEncontro Regional de Futuros Cientistas Vol.I: Experimentos e Projetos de PesquisaÎncă nu există evaluări
- Práticas de educação ambiental: metodologia de projetosDe la EverandPráticas de educação ambiental: metodologia de projetosÎncă nu există evaluări
- ND26 Rev5Document102 paginiND26 Rev5Flávio Bezerra GomesÎncă nu există evaluări
- ND26 Rev5Document102 paginiND26 Rev5Flávio Bezerra GomesÎncă nu există evaluări
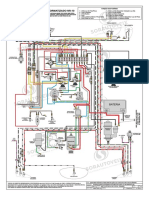
- Justificativa Visual Do Reparo Ou Troca de Peças Da Moto Shineray 250Document5 paginiJustificativa Visual Do Reparo Ou Troca de Peças Da Moto Shineray 250Robson Lamosa CesarÎncă nu există evaluări
- (Apostila) Tecnologia Da Aguardente - UNESPDocument71 pagini(Apostila) Tecnologia Da Aguardente - UNESPEduardo BandeiraÎncă nu există evaluări
- Normas GerenciamentoDocument1 paginăNormas GerenciamentoRobson Lamosa CesarÎncă nu există evaluări
- Como Fazer PapelDocument0 paginiComo Fazer PapelMariniel Souza Galvao JuniorÎncă nu există evaluări
- Faq Cervejeiro Brasil 2017 30 Questoes Reg MapaDocument13 paginiFaq Cervejeiro Brasil 2017 30 Questoes Reg MapaRobson Lamosa CesarÎncă nu există evaluări
- A Guard EnteDocument4 paginiA Guard EnteRobson Lamosa CesarÎncă nu există evaluări
- Produção de iogurte natural com fotoestimulaçãoDocument54 paginiProdução de iogurte natural com fotoestimulaçãoRobson Lamosa CesarÎncă nu există evaluări
- Madeira Envelhecida2Document28 paginiMadeira Envelhecida2Robson Lamosa CesarÎncă nu există evaluări
- Traço de ConcretoDocument11 paginiTraço de ConcretoRobson Lamosa CesarÎncă nu există evaluări
- Apreciação Ergonômica de Móveis Estofados Sofás Fabricados em PólosDocument11 paginiApreciação Ergonômica de Móveis Estofados Sofás Fabricados em PólosRobson Lamosa CesarÎncă nu există evaluări
- Apostila - Aterramento ElétricoDocument43 paginiApostila - Aterramento ElétricoItalo RicardoÎncă nu există evaluări
- Faq Cervejeiro Brasil 2017 30 Questoes Reg MapaDocument13 paginiFaq Cervejeiro Brasil 2017 30 Questoes Reg MapaRobson Lamosa CesarÎncă nu există evaluări
- Receitas Caiçaras PDFDocument2 paginiReceitas Caiçaras PDFRobson Lamosa CesarÎncă nu există evaluări
- INCINERADORcetesbDocument41 paginiINCINERADORcetesbRobson Lamosa CesarÎncă nu există evaluări
- Normas Gerenciamento pg31 32 33Document34 paginiNormas Gerenciamento pg31 32 33Arthur PelegrinÎncă nu există evaluări
- Guia para registro de cervejarias no MAPADocument10 paginiGuia para registro de cervejarias no MAPAThales De Souza FariaÎncă nu există evaluări
- Apreciação Ergonômica de Móveis Estofados Sofás Fabricados em PólosDocument11 paginiApreciação Ergonômica de Móveis Estofados Sofás Fabricados em PólosRobson Lamosa CesarÎncă nu există evaluări
- Livro Digital de Introdução Aos Sistemas Solares Novo PDFDocument114 paginiLivro Digital de Introdução Aos Sistemas Solares Novo PDFRonaldo Kawamura89% (9)
- Potência mecânica x elétrica: entenda a diferença e saiba calcular a potência de grupos geradoresDocument42 paginiPotência mecânica x elétrica: entenda a diferença e saiba calcular a potência de grupos geradoresclaudioregisÎncă nu există evaluări
- Monopoli10012520 PDFDocument72 paginiMonopoli10012520 PDFEvany ManinhaÎncă nu există evaluări
- Potência mecânica x elétrica: entenda a diferença e saiba calcular a potência de grupos geradoresDocument42 paginiPotência mecânica x elétrica: entenda a diferença e saiba calcular a potência de grupos geradoresclaudioregisÎncă nu există evaluări
- Comandos Elétricos - Extrema Importância Nas IndustrústriasDocument3 paginiComandos Elétricos - Extrema Importância Nas IndustrústriasRobson Lamosa CesarÎncă nu există evaluări
- Receitas CaiçarasDocument2 paginiReceitas CaiçarasRobson Lamosa CesarÎncă nu există evaluări
- Cálculo do custo por km rodado de um veículoDocument2 paginiCálculo do custo por km rodado de um veículopalharastafariÎncă nu există evaluări
- Serigrafia em cerâmica: mulheres do mundoDocument27 paginiSerigrafia em cerâmica: mulheres do mundoRobson Lamosa CesarÎncă nu există evaluări
- Calculo IIDocument89 paginiCalculo IIRobson Lamosa CesarÎncă nu există evaluări
- Biotecnologia PDFDocument53 paginiBiotecnologia PDFRobson Lamosa CesarÎncă nu există evaluări
- Controle motor Siemens SIM 32 Renault ClioDocument10 paginiControle motor Siemens SIM 32 Renault ClioKaryny Carvalho89% (9)
- Lista de Exercícios - Separação de Misturas 8º AnoDocument5 paginiLista de Exercícios - Separação de Misturas 8º AnoRatinho asÎncă nu există evaluări
- CONHECIMENTO ESPECIFICO (São Vicente)Document147 paginiCONHECIMENTO ESPECIFICO (São Vicente)Marcos RochaÎncă nu există evaluări
- Especificação Técnica Escavadeira Hidráulica Komatsu PC 200Document16 paginiEspecificação Técnica Escavadeira Hidráulica Komatsu PC 200Ewerton Rodrigues Alves91% (11)
- Princípio de Bernoulli em HidrodinâmicaDocument11 paginiPrincípio de Bernoulli em HidrodinâmicaDayane PiresÎncă nu există evaluări
- NBR NM 247 - 3 - Cabos Isolados Com Policloreto de Vinila (PVC) para Tensoes Nominais Ate 450 750vDocument33 paginiNBR NM 247 - 3 - Cabos Isolados Com Policloreto de Vinila (PVC) para Tensoes Nominais Ate 450 750vAlex Seq86% (7)
- Ficha Tecnica Weber - Rep Fer 2014 PDFDocument2 paginiFicha Tecnica Weber - Rep Fer 2014 PDFDjan NunesÎncă nu există evaluări
- Efeitos da acidificação dos oceanos na sobrevivência de larvas de ostraDocument4 paginiEfeitos da acidificação dos oceanos na sobrevivência de larvas de ostrajosecancelaÎncă nu există evaluări
- Manual Meganorm KSBDocument21 paginiManual Meganorm KSBBruno VieiraÎncă nu există evaluări
- CC75E - Critérios de ResistênciaDocument2 paginiCC75E - Critérios de ResistênciaJulio ThibesÎncă nu există evaluări
- Calcular massa de ar quente para secagem de produtoDocument12 paginiCalcular massa de ar quente para secagem de produtocampomonÎncă nu există evaluări
- ÁGUA SUBTERRÂNEA - GlossarioDocument14 paginiÁGUA SUBTERRÂNEA - GlossarioPedro Paulo Grizzo SerignolliÎncă nu există evaluări
- Processo de galvanoplastia e uso da águaDocument7 paginiProcesso de galvanoplastia e uso da águaNeusa Piran0% (1)
- Manual de Padronizacao Hospital UnimedDocument100 paginiManual de Padronizacao Hospital UnimedThaís SandryÎncă nu există evaluări
- Distribuição da temperatura em PortugalDocument118 paginiDistribuição da temperatura em PortugalNelson SousaÎncă nu există evaluări
- Flocos Fibra Cerâmica especificaçãoDocument1 paginăFlocos Fibra Cerâmica especificaçãoLucas BertiÎncă nu există evaluări
- Estruturas metálicas e madresDocument23 paginiEstruturas metálicas e madresCristian Viveros80% (5)
- Gel Pós BarbaDocument5 paginiGel Pós BarbaAmanda FlorencioÎncă nu există evaluări
- Acidimetria e AlcalimetriaDocument8 paginiAcidimetria e AlcalimetriaSocrin0% (1)
- Tratamento de madeira rural com solução CCBDocument6 paginiTratamento de madeira rural com solução CCBIvan Barreto100% (1)
- Fispq 054 Creme Protetor para A Pele Luva Química Grupo 3 NutriexDocument5 paginiFispq 054 Creme Protetor para A Pele Luva Química Grupo 3 NutriexrodrigoÎncă nu există evaluări
- Especificaes 01-07-2014 SaneamentoDocument78 paginiEspecificaes 01-07-2014 SaneamentomicnunÎncă nu există evaluări
- Cerrado Clima RelevoDocument3 paginiCerrado Clima RelevoChristine Heerdt ThomazÎncă nu există evaluări
- Sistema excretor: funções e formação da urinaDocument4 paginiSistema excretor: funções e formação da urinaElis OliveiraÎncă nu există evaluări
- Exercícios 13Document53 paginiExercícios 13Petkovic JanuárioÎncă nu există evaluări
- Distribuidor Linha Dupla Modular DM DMM DMG Catálogo PortuguêsDocument4 paginiDistribuidor Linha Dupla Modular DM DMM DMG Catálogo PortuguêsCarlos VandréÎncă nu există evaluări
- FISPQ Óleo DieselDocument11 paginiFISPQ Óleo DieselWilson AlbuquerqueÎncă nu există evaluări
- Parafuso de traçãoDocument3 paginiParafuso de traçãoMario Sergio MarquesÎncă nu există evaluări
- PORTARIA #1.359, DE 9 DE DEZEMBRO DE 2019 - PORTARIA #1.359, DE 9 DE DEZEMBRO DE 2019 - DOU - Imprensa NacionalDocument11 paginiPORTARIA #1.359, DE 9 DE DEZEMBRO DE 2019 - PORTARIA #1.359, DE 9 DE DEZEMBRO DE 2019 - DOU - Imprensa NacionalWesley GonçalvesÎncă nu există evaluări