S-ar putea să vă placă și
- TP Réglage TCN - Jauge Outils Sur MachineDocument9 paginiTP Réglage TCN - Jauge Outils Sur MachineSaif GuesmiÎncă nu există evaluări
- TD1 Correction CFAODocument4 paginiTD1 Correction CFAOEddehbi100% (1)
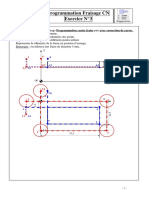
- Programmation CN ProfDocument14 paginiProgrammation CN ProfZikoÎncă nu există evaluări
- Programmation de Commande NumériqueDocument13 paginiProgrammation de Commande NumériqueTahafanMaggedon100% (1)
- GammeDocument18 paginiGammeMakrem CherifÎncă nu există evaluări
- Chapitre 003 Programmation Des MocnDocument125 paginiChapitre 003 Programmation Des MocnsiniorÎncă nu există evaluări
- Technique D'usinage Et MOCNDocument24 paginiTechnique D'usinage Et MOCNmahdiÎncă nu există evaluări
- CFAO A RetenirDocument1 paginăCFAO A RetenirAlami El100% (1)
- Les PREF, DEC, Et Jauges OutilsDocument42 paginiLes PREF, DEC, Et Jauges OutilsAbichou IssaÎncă nu există evaluări
- Les Jauges Outils - 001 PDFDocument3 paginiLes Jauges Outils - 001 PDFStephane Durel Mbida100% (3)
- Exercice 3 Cor RigDocument3 paginiExercice 3 Cor Rigمنير بوزيد100% (1)
- Centre Usinage Réglage003Document3 paginiCentre Usinage Réglage003Stephane Durel Mbida100% (2)
- Sujetsomab350 PDFDocument6 paginiSujetsomab350 PDFMakrem CherifÎncă nu există evaluări
- Gamme D Usinage de La Piece 2Document3 paginiGamme D Usinage de La Piece 2Med Amine HattakiÎncă nu există evaluări
- Comment Choisir Une Plaquette de TournageDocument17 paginiComment Choisir Une Plaquette de Tournagefoufa yahiÎncă nu există evaluări
- Mortaiseuse PDFDocument4 paginiMortaiseuse PDFOTHMAN MCHACHTIÎncă nu există evaluări
- TD La Commande Numerique Des Machines OutilsDocument2 paginiTD La Commande Numerique Des Machines OutilsWilliam DechangÎncă nu există evaluări
- 1 AvpefDocument6 pagini1 AvpefRashid ElaychiiÎncă nu există evaluări
- 11 Langage ISO, ProgrammationDocument15 pagini11 Langage ISO, ProgrammationKld MntÎncă nu există evaluări
- Correction TSMFM FF 2014 v1Document11 paginiCorrection TSMFM FF 2014 v1Ami ne50% (2)
- Parametres de CoupeDocument3 paginiParametres de CoupeGuiliass100% (1)
- Exercice 01 Corrigé TOUNAGE CNDocument2 paginiExercice 01 Corrigé TOUNAGE CNSihem BouhlelÎncă nu există evaluări
- Simulation D'usinageDocument12 paginiSimulation D'usinagejebril faten100% (1)
- 3 Prefs DecDocument4 pagini3 Prefs DecTarhouni100% (1)
- Chapitre 3 Fabrication Assistée Par Ordinateur 3 - Code GDocument49 paginiChapitre 3 Fabrication Assistée Par Ordinateur 3 - Code GAs ScofÎncă nu există evaluări
- Production Par Commande Numérique 1-1Document77 paginiProduction Par Commande Numérique 1-1salhi ziedÎncă nu există evaluări
- Les Jauges Outils - ProfsDocument3 paginiLes Jauges Outils - Profspascaljean100% (1)
- DevoirDocument4 paginiDevoirAnonymous ljWszRodq100% (1)
- Exercice Designation Des Outils de CoupeDocument6 paginiExercice Designation Des Outils de CoupeYoussef Trimech0% (1)
- 4-Contrat de Phase #10-Corps-PODocument1 pagină4-Contrat de Phase #10-Corps-POMohsen SaidiÎncă nu există evaluări
- SIMULATIONDocument3 paginiSIMULATIONjebril faten100% (1)
- Cours Usinage 78 89Document12 paginiCours Usinage 78 89Françoise NicolasÎncă nu există evaluări
- DT Micro TourDocument2 paginiDT Micro Tourlou lou0% (1)
- Les Cycles de FraisageDocument32 paginiLes Cycles de Fraisageرفيق طرشونÎncă nu există evaluări
- Gamme - Usinage - 2010 (6dia - Page)Document6 paginiGamme - Usinage - 2010 (6dia - Page)c oussama100% (1)
- Tp1 Fao FraisageDocument32 paginiTp1 Fao Fraisagemaraghni_hassine7592Încă nu există evaluări
- Chapitre 2 Morphologie Machines Outil Commande NumeriqueDocument19 paginiChapitre 2 Morphologie Machines Outil Commande NumeriqueRoua KhalifaÎncă nu există evaluări
- Exercices Isostatisme 2009Document4 paginiExercices Isostatisme 2009maraghni_hassine7592Încă nu există evaluări
- InitiationSW PinceFesto PPTDocument22 paginiInitiationSW PinceFesto PPTAlami El100% (1)
- Chapitre 3 Programmation Machines Outils Commande NumeriqueDocument33 paginiChapitre 3 Programmation Machines Outils Commande NumeriqueRoua KhalifaÎncă nu există evaluări
- CFAO - FM - TP4 - Fraisage 3 Axes (Opérations Multiples)Document3 paginiCFAO - FM - TP4 - Fraisage 3 Axes (Opérations Multiples)MustaphaPicasso100% (1)
- Omocn MTP06 PDFDocument90 paginiOmocn MTP06 PDFBadr HadriÎncă nu există evaluări
- Avant Projet 'Etude FabricationDocument5 paginiAvant Projet 'Etude FabricationNajlae LahlaliÎncă nu există evaluări
- Chapitre 1 - Elaboration D'une Gamme D'usinageDocument23 paginiChapitre 1 - Elaboration D'une Gamme D'usinageeya zouaouiÎncă nu există evaluări
- TD1EDocument2 paginiTD1EmedÎncă nu există evaluări
- VE Reglable TD PDFDocument4 paginiVE Reglable TD PDFMohammed BouchelarmÎncă nu există evaluări
- 1-Introduction de La MOCNDocument80 pagini1-Introduction de La MOCN04 VIVO offÎncă nu există evaluări
- Etape 1: Brut,: S'Initier Au Logiciel FeaturecamDocument3 paginiEtape 1: Brut,: S'Initier Au Logiciel FeaturecamMeryemHmouriÎncă nu există evaluări
- TSMFM FF V1-2014 - ÉnoncéDocument15 paginiTSMFM FF V1-2014 - ÉnoncéAyoub CharkaniÎncă nu există evaluări
- Exercice FAO PDFDocument7 paginiExercice FAO PDFtaher ncirÎncă nu există evaluări
- M9 - Conception Et Dessin D'outillage de Production Version 2Document119 paginiM9 - Conception Et Dessin D'outillage de Production Version 2Taha ZianeÎncă nu există evaluări
- Usinage Au Diviseur (Division Simple Et Division Différentielle)Document15 paginiUsinage Au Diviseur (Division Simple Et Division Différentielle)Vladimir NanaÎncă nu există evaluări
- ExamenDocument8 paginiExamenMOUNIR FRIJA100% (1)
- Vi - Transfert de Cotes Et Simulation D'usinageDocument25 paginiVi - Transfert de Cotes Et Simulation D'usinageIlu SionÎncă nu există evaluări
- TD FaoDocument3 paginiTD FaoAmer ChaffaiÎncă nu există evaluări
- Méthodes de FabricationDocument19 paginiMéthodes de FabricationFedi Ben Ali100% (1)
- Exercice 3Document3 paginiExercice 3Ahmed DjebbiÎncă nu există evaluări
- Micro TourDocument1 paginăMicro TourGraba AbdelhakimÎncă nu există evaluări
- Fusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.De la EverandFusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.Încă nu există evaluări
- Notice Programmation Et de Fonctionnement CNC 4200T: Anilam IncDocument293 paginiNotice Programmation Et de Fonctionnement CNC 4200T: Anilam InclibrostecnicosÎncă nu există evaluări
- Diag MatDocument8 paginiDiag Mattaher ncirÎncă nu există evaluări
- Sinumerik840D Mill FR GDocument252 paginiSinumerik840D Mill FR Gtaher ncirÎncă nu există evaluări
- Exercice FAO PDFDocument7 paginiExercice FAO PDFtaher ncirÎncă nu există evaluări
- Exercice FAO PDFDocument7 paginiExercice FAO PDFtaher ncirÎncă nu există evaluări
- Satellite Photogrammetry CompletDocument25 paginiSatellite Photogrammetry CompletCesard AberiÎncă nu există evaluări
- Manga FrenchDocument23 paginiManga FrenchLaurent Ferry SiégniÎncă nu există evaluări
- Autocad 2016 Tips and Tricks FR PDFDocument23 paginiAutocad 2016 Tips and Tricks FR PDFHamza ChelabiÎncă nu există evaluări
- IEC 614-1.imgDocument7 paginiIEC 614-1.imgSiberianVzlaÎncă nu există evaluări
- Clinique SSR Bellefontaine NancyDocument2 paginiClinique SSR Bellefontaine NancySonia GonzalezÎncă nu există evaluări
- Prèsentation Du SFEDocument30 paginiPrèsentation Du SFEMohamed EL HATTABÎncă nu există evaluări
- Travaux Pratiques !Document12 paginiTravaux Pratiques !Kaoutar SalamÎncă nu există evaluări
- Mise À La Terre D'une Installation Électrique, Norme NF C 15-100Document8 paginiMise À La Terre D'une Installation Électrique, Norme NF C 15-100Med Habib AitÎncă nu există evaluări
- Cours D'audit Comptable Et FinancierDocument249 paginiCours D'audit Comptable Et FinancierBouzari SoufianeÎncă nu există evaluări
- Controle 1 4sc 2023 2024vfDocument3 paginiControle 1 4sc 2023 2024vfytube.channel49Încă nu există evaluări
- 2.fungi Cours JPM 2006 JpegDocument39 pagini2.fungi Cours JPM 2006 JpegNoor GhÎncă nu există evaluări
- Adresse IPv4Document12 paginiAdresse IPv4Fifi FifitaÎncă nu există evaluări
- Schenck Intecont Plus Weighfeeder Manual PDFDocument87 paginiSchenck Intecont Plus Weighfeeder Manual PDFANDREY79% (19)
- L'air Et L'aerauliqueDocument24 paginiL'air Et L'aerauliqueCHAKIB SACIÎncă nu există evaluări
- Bus M 2016 Brahimi Aghilas PDFDocument207 paginiBus M 2016 Brahimi Aghilas PDFhana tiÎncă nu există evaluări
- 01 - Introduction Aux Reseaux de NeuronesDocument61 pagini01 - Introduction Aux Reseaux de NeuronesDOTSYS DevÎncă nu există evaluări
- Depistage TrisomieDocument4 paginiDepistage TrisomieLoubere TaubiraÎncă nu există evaluări
- Berger Du Peuple de Dieu - 122700Document116 paginiBerger Du Peuple de Dieu - 122700ngafgabadaweÎncă nu există evaluări
- Transistors BipolairesDocument17 paginiTransistors Bipolaireskouassinehemie320Încă nu există evaluări
- Exemple Clous Et EpinglesDocument1 paginăExemple Clous Et EpinglescahowenÎncă nu există evaluări
- Compo 11sce LMBEY 2014-2015Document3 paginiCompo 11sce LMBEY 2014-2015Oumar TraoréÎncă nu există evaluări
- Chapitre 1-Cours de Java PDFDocument22 paginiChapitre 1-Cours de Java PDFmrcutÎncă nu există evaluări
- Analyse 3Document25 paginiAnalyse 3Kenny GayakpaÎncă nu există evaluări
- 2843612136Document8 pagini2843612136Hanina mamiÎncă nu există evaluări
- Item 334 - Angor Chronique StableDocument5 paginiItem 334 - Angor Chronique Stableabdele.adelÎncă nu există evaluări
- Info - Express N°04Document2 paginiInfo - Express N°04Walid Ben AmirÎncă nu există evaluări
- TP SoufflerieDocument6 paginiTP SoufflerieAchraf BouhayekÎncă nu există evaluări
- Essentage ArdoiseDocument4 paginiEssentage ArdoisechristianperesÎncă nu există evaluări
- ST T46-P46Document12 paginiST T46-P46mohamed0167Încă nu există evaluări