S-ar putea să vă placă și
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Networking With OrganizationsDocument23 paginiNetworking With OrganizationsClaudette Lui Cabanos- Mercado-ReyesÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5795)
- Internet in My LifeDocument4 paginiInternet in My LifeАндріана ПрусÎncă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Solution Manual For C How To Program 8th Edition Paul J Deitel Harvey DeitelDocument34 paginiSolution Manual For C How To Program 8th Edition Paul J Deitel Harvey Deiteldryas.czech0gkl100% (47)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- HC-97G FactsheetDocument1 paginăHC-97G FactsheettylerturpinÎncă nu există evaluări
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- EtchDocument2 paginiEtchlex bactolÎncă nu există evaluări
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- Habibillah Energi Adidaya Statement of QualificationsDocument56 paginiHabibillah Energi Adidaya Statement of QualificationsjakalegawaÎncă nu există evaluări
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Study of Noise Mapping at Moolchand Road Phargang New DelhiDocument10 paginiStudy of Noise Mapping at Moolchand Road Phargang New DelhiEditor IJTSRDÎncă nu există evaluări
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Foreign Affairs May June 2021 IssueDocument216 paginiForeign Affairs May June 2021 IssueSohail BhattiÎncă nu există evaluări
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Assignment Brief - Starting A Business and Fundamental of MarketingDocument7 paginiAssignment Brief - Starting A Business and Fundamental of Marketingmd rahimÎncă nu există evaluări
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- 100 IELTS Essay Topics For IELTS Writing - My IELTS Classroom BlogDocument16 pagini100 IELTS Essay Topics For IELTS Writing - My IELTS Classroom BlogtestÎncă nu există evaluări
- Syllabus (2020) : NTA UGC-NET Computer Science and ApplicationsDocument24 paginiSyllabus (2020) : NTA UGC-NET Computer Science and ApplicationsDiksha NagpalÎncă nu există evaluări
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- (1908) Mack's Barbers' Guide: A Practical Hand-BookDocument124 pagini(1908) Mack's Barbers' Guide: A Practical Hand-BookHerbert Hillary Booker 2nd100% (1)
- Sponsor and Principal Investigator: Responsibilities of The SponsorDocument10 paginiSponsor and Principal Investigator: Responsibilities of The SponsorNoriÎncă nu există evaluări
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Philippines and Singapore Trade Relations and Agreements: 1. What Leads To Said Agreement?Document11 paginiPhilippines and Singapore Trade Relations and Agreements: 1. What Leads To Said Agreement?Ayrah Erica JaimeÎncă nu există evaluări
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Status of The Translation ProfessionDocument172 paginiThe Status of The Translation ProfessionVeaceslav MusteataÎncă nu există evaluări
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- Think Feel DoDocument3 paginiThink Feel DoHardik MehtaÎncă nu există evaluări
- Plato, Timaeus, Section 17aDocument2 paginiPlato, Timaeus, Section 17aguitar_theoryÎncă nu există evaluări
- Ga-Ta10 (LHH)Document181 paginiGa-Ta10 (LHH)Linh T.Thảo NguyễnÎncă nu există evaluări
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Introduction To Entrepreneurship: Bruce R. Barringer R. Duane IrelandDocument29 paginiIntroduction To Entrepreneurship: Bruce R. Barringer R. Duane IrelandAnonymous Yp8H9QwÎncă nu există evaluări
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Warranties Liabilities Patents Bids and InsuranceDocument39 paginiWarranties Liabilities Patents Bids and InsuranceIVAN JOHN BITONÎncă nu există evaluări
- Pursanova IXC ManualDocument16 paginiPursanova IXC ManualHector Serrano MagañaÎncă nu există evaluări
- Automatic Access Control System Using Student Identification Card Based On Rfid TechnologyDocument100 paginiAutomatic Access Control System Using Student Identification Card Based On Rfid TechnologythgnguyenÎncă nu există evaluări
- Transformational and Charismatic Leadership: The Road Ahead 10th Anniversary EditionDocument32 paginiTransformational and Charismatic Leadership: The Road Ahead 10th Anniversary Editionfisaac333085Încă nu există evaluări
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- JamPlay 30 Minute Guitar Pratice TemplateDocument23 paginiJamPlay 30 Minute Guitar Pratice TemplateSunkilr Sönny100% (4)
- MP CRPDocument2 paginiMP CRPankutupanaÎncă nu există evaluări
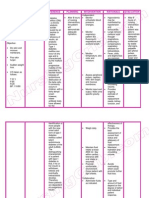
- Nursing Care Plan Diabetes Mellitus Type 1Document2 paginiNursing Care Plan Diabetes Mellitus Type 1deric85% (46)
- Rubber Stamp BusinessDocument4 paginiRubber Stamp BusinessvasantsunerkarÎncă nu există evaluări
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- 1 Raven's™ Standard Progressive Matrices Plus (SPM Plus) - PSI OnlineDocument1 pagină1 Raven's™ Standard Progressive Matrices Plus (SPM Plus) - PSI OnlineVINEET GAIROLAÎncă nu există evaluări
- Group Screening Test, English 6Document4 paginiGroup Screening Test, English 6Jayson Alvarez MagnayeÎncă nu există evaluări
- Kyoto Seika UniversityDocument27 paginiKyoto Seika UniversityMalvinÎncă nu există evaluări
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)