S-ar putea să vă placă și
- Procedimiento de torqueo de pernos en estructuras metálicasDocument7 paginiProcedimiento de torqueo de pernos en estructuras metálicasFernando Rcl100% (2)
- Procedimiento para TorqueDocument22 paginiProcedimiento para TorqueEnrique Campos Cannavaro100% (5)
- Procedimiento de torquedo en proyecto de ampliaciónDocument8 paginiProcedimiento de torquedo en proyecto de ampliaciónHemyl Lou100% (4)
- Torque ProcedimientoDocument18 paginiTorque ProcedimientoCarlos AlbertoÎncă nu există evaluări
- PO K031 7140 20 Torqueo de PernosDocument7 paginiPO K031 7140 20 Torqueo de Pernosdiego rodriguezÎncă nu există evaluări
- Uso de Las Arandelas de Presion en Pernos 325 Segun Norma AISCDocument11 paginiUso de Las Arandelas de Presion en Pernos 325 Segun Norma AISCRodney Bellido De Luna Mayea100% (4)
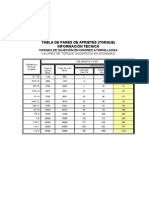
- Tabla de Aprietes PERNOS A-325 Y A-490Document2 paginiTabla de Aprietes PERNOS A-325 Y A-490JOSE MACIAS96% (54)
- TORNILLOS A-307 GRADO ADocument12 paginiTORNILLOS A-307 GRADO Ajose0% (1)
- Procedimiento de Preparación de Superficie, Aplicación y Resane de Pintura para EstructurasDocument26 paginiProcedimiento de Preparación de Superficie, Aplicación y Resane de Pintura para EstructurasNilton Luis100% (3)
- Procedimiento de Nivelación, Alineamiento y VerticalidadDocument6 paginiProcedimiento de Nivelación, Alineamiento y VerticalidadLlv Max50% (2)
- Tabla de TorqueDocument24 paginiTabla de TorqueCamilo Graña Barreiro100% (2)
- Empalme en ZDocument1 paginăEmpalme en ZEvelyn Erika Ubaldo Cuadros67% (3)
- Pernos A325 y A307 Torque PDFDocument1 paginăPernos A325 y A307 Torque PDFMatias Ulloa Badilla100% (1)
- Procedimiento Inspeccion Visual de Soldadura AWS D1 1-2015Document17 paginiProcedimiento Inspeccion Visual de Soldadura AWS D1 1-2015Jose C. Melendez86% (7)
- Dossier de CalidadDocument28 paginiDossier de Calidadluis100% (1)
- Aisc 303-10. Sección 7 MontajeDocument9 paginiAisc 303-10. Sección 7 MontajeCarlos Andrés Arango H.100% (1)
- Formato Control DimensionalDocument1 paginăFormato Control DimensionalEdwin Ronald Chuke100% (1)
- Métodos de Apriete - Giro de TuercaDocument2 paginiMétodos de Apriete - Giro de TuercaJoseGarciaR100% (1)
- (Soldadura en Z) AWS D1.1 & DIN 18 800-1Document3 pagini(Soldadura en Z) AWS D1.1 & DIN 18 800-1joseÎncă nu există evaluări
- Plan de inspección para tren laminadorDocument5 paginiPlan de inspección para tren laminadorBenjamin Enmanuel Mango DÎncă nu există evaluări
- Aws D1.1 - 5.22 Tolerancias Dimensionales PDFDocument3 paginiAws D1.1 - 5.22 Tolerancias Dimensionales PDFWilkin Llanca BlasÎncă nu există evaluări
- DP-In-01 Prueba de Adherencia de Pintura en Estructuras MetálicasDocument3 paginiDP-In-01 Prueba de Adherencia de Pintura en Estructuras MetálicasAmaury Andres100% (1)
- Pintura y touch-up planta carbonatoDocument5 paginiPintura y touch-up planta carbonatoMario Enrique Rodríguez Zapata100% (1)
- Verificación de pernos torqueados en proyecto mineroDocument1 paginăVerificación de pernos torqueados en proyecto mineroBenjamin Enmanuel Mango D86% (7)
- 1 Rep Torque Sotano 1Document4 pagini1 Rep Torque Sotano 1Aries Marte100% (1)
- Procedimiento de Control DimensionalDocument5 paginiProcedimiento de Control DimensionalDavid Luis Cantando Canciones67% (3)
- Tabla de Torque A-307Document1 paginăTabla de Torque A-307Carlos Doroteo100% (4)
- Inspección visual soldaduraDocument9 paginiInspección visual soldaduraBrayan Oscar Pacora Juro100% (3)
- Protocolo Control DimensionalDocument1 paginăProtocolo Control DimensionalSteven BenitesÎncă nu există evaluări
- Protocolo de Torque PDFDocument4 paginiProtocolo de Torque PDFDavid Cj AcÎncă nu există evaluări
- Protocolo de Montaje TR-4 CERRAMIENTO Eje EDocument2 paginiProtocolo de Montaje TR-4 CERRAMIENTO Eje Egiomar.gallarday100% (3)
- Procedimiento de Torque de BridasDocument23 paginiProcedimiento de Torque de BridasNoé Fonseca67% (3)
- WPS PrecalificadoDocument7 paginiWPS Precalificadopablo24Încă nu există evaluări
- AWS D1.1 Lo Que Se Debe Saber de Los ProcedimientosDocument15 paginiAWS D1.1 Lo Que Se Debe Saber de Los ProcedimientosOsmar BordaÎncă nu există evaluări
- TorqueoDocument8 paginiTorqueoJesus CondoriÎncă nu există evaluări
- Procedimiento MontajeDocument14 paginiProcedimiento MontajeFeña Morales Rioseco67% (6)
- Doblez Cematic d1.3Document1 paginăDoblez Cematic d1.3Erick VazquezÎncă nu există evaluări
- Apriete de Pernos de AnclajeDocument10 paginiApriete de Pernos de Anclajehelycadmus0% (3)
- Procedimiento de Ajuste y Torque de PernosDocument10 paginiProcedimiento de Ajuste y Torque de Pernosstintaya1100% (2)
- Soldadura-SAE-1045 Esab PDFDocument15 paginiSoldadura-SAE-1045 Esab PDFCarlos Hdz100% (1)
- Procedimiento montaje y torque pernosDocument7 paginiProcedimiento montaje y torque pernosyahirrocagalindo100% (2)
- ECP-VIN-P-MET-FT-006 Formato P-7 Precomisionamiento de Tubería - Lista de Chequeo Post-PruebaDocument2 paginiECP-VIN-P-MET-FT-006 Formato P-7 Precomisionamiento de Tubería - Lista de Chequeo Post-PruebaLeonardo RodriguezÎncă nu există evaluări
- Procedimiento soldadura tanque 40MB SMAW E7018Document2 paginiProcedimiento soldadura tanque 40MB SMAW E7018Julio CH100% (2)
- Torque TornillosDocument3 paginiTorque Tornillosbiohazardman93% (14)
- Torque de estructura metálicaDocument18 paginiTorque de estructura metálicaalfredoÎncă nu există evaluări
- PDF Procedimiento de Torque en Estructuras Metalicas CompressDocument18 paginiPDF Procedimiento de Torque en Estructuras Metalicas CompressRonald Rivas MartinezÎncă nu există evaluări
- PROCED - Ajuste y Torque de PernosDocument17 paginiPROCED - Ajuste y Torque de PernosGian VladimirÎncă nu există evaluări
- Normas y Codigo de Construccion Uniones AtornilladasDocument9 paginiNormas y Codigo de Construccion Uniones AtornilladasDiego RojasÎncă nu există evaluări
- Pe Con Mec 06Document28 paginiPe Con Mec 06Alejandro NietoÎncă nu există evaluări
- Criterios de SelecciónDocument43 paginiCriterios de SelecciónAlan Vázquez González100% (1)
- Manual de TornilleriaDocument40 paginiManual de Tornilleriacbobandor100% (11)
- PO K031 7140 20 Torqueo de PernosDocument7 paginiPO K031 7140 20 Torqueo de Pernosozzy1689Încă nu există evaluări
- Tpt-Ins-008 Instructivo de Ajuste de Uniones Bridadas en TierraDocument12 paginiTpt-Ins-008 Instructivo de Ajuste de Uniones Bridadas en TierraCindy Alvarez100% (1)
- Juntas Empernadas, NORMAS DE PRETENSADO DE PERNOS ASTMDocument49 paginiJuntas Empernadas, NORMAS DE PRETENSADO DE PERNOS ASTMinterx00Încă nu există evaluări
- Procedimiento para Montaje y Torque 005Document8 paginiProcedimiento para Montaje y Torque 005Benjamin Enmanuel Mango D50% (2)
- Procedimiento Tuberia 6pulgada EnviadoDocument13 paginiProcedimiento Tuberia 6pulgada Enviadomary julioÎncă nu există evaluări
- Compresión Grampas de Anclajes Y Paletas Conductor Cairo Control de CambiosDocument17 paginiCompresión Grampas de Anclajes Y Paletas Conductor Cairo Control de CambiosFabián LópezÎncă nu există evaluări
- Criterios de SelecciónDocument43 paginiCriterios de SelecciónAlan Vázquez GonzálezÎncă nu există evaluări
- 4 Informe de TALLER 2022Document8 pagini4 Informe de TALLER 2022Angelo Maguiña OsorioÎncă nu există evaluări
- Procedimiento Torqueo de Instrumentos Amc-Int-P-010-ADocument12 paginiProcedimiento Torqueo de Instrumentos Amc-Int-P-010-ASST PTAPÎncă nu există evaluări
- Geotecnia Campo - CALAS DE COMPACTACIONDocument4 paginiGeotecnia Campo - CALAS DE COMPACTACIONAntonio HernandezÎncă nu există evaluări
- TBT SGI CAL 003 Procedimiento Generado Por Ing. Antonio HernandezDocument3 paginiTBT SGI CAL 003 Procedimiento Generado Por Ing. Antonio HernandezAntonio HernandezÎncă nu există evaluări
- 35.-Inf de Temp. Tendido y CompactacionDocument17 pagini35.-Inf de Temp. Tendido y CompactacionAntonio HernandezÎncă nu există evaluări
- Procedimiento Colocacion DE SIKA FLEXDocument1 paginăProcedimiento Colocacion DE SIKA FLEXAntonio HernandezÎncă nu există evaluări
- Procedimiento de Torque en Estructuras MetalicasDocument18 paginiProcedimiento de Torque en Estructuras MetalicasAntonio Hernandez82% (11)
- TBT Sgi Cal 011 Prueba HidrostaticaDocument3 paginiTBT Sgi Cal 011 Prueba HidrostaticaAntonio HernandezÎncă nu există evaluări
- Diagnóstico Grupal 6 BDocument2 paginiDiagnóstico Grupal 6 BteysitarlÎncă nu există evaluări
- Resumen Ética AristotélicaDocument2 paginiResumen Ética AristotélicaLexÎncă nu există evaluări
- Cuadernillo 5Document20 paginiCuadernillo 5ESTHERÎncă nu există evaluări
- Ajuste Valvula D13KDocument23 paginiAjuste Valvula D13Kedner cueva100% (2)
- Clase 1 - Acero - El Acero PDFDocument12 paginiClase 1 - Acero - El Acero PDFwillyÎncă nu există evaluări
- Una Gran LecciònDocument9 paginiUna Gran LecciònDenisse GonzálezÎncă nu există evaluări
- Manual DMCsDocument137 paginiManual DMCsSergio H. Cesaretti100% (4)
- Ptap TipoDocument2 paginiPtap TipoPaul Montalvan Cobos100% (1)
- La asamblea inclusiva en primariaDocument8 paginiLa asamblea inclusiva en primariaVicens Rul-lanÎncă nu există evaluări
- Especificaciones Técnicas Muro de ContencionDocument63 paginiEspecificaciones Técnicas Muro de ContencionKetnyJMalpartidaPinoÎncă nu există evaluări
- Costos Prendas VestirDocument4 paginiCostos Prendas VestirCad CastilloÎncă nu există evaluări
- Planificacion Mes de Mayo 7mo GradoDocument13 paginiPlanificacion Mes de Mayo 7mo GradoViviana BarriosÎncă nu există evaluări
- 3101113-ES R08 Vigilant VS1 and VS2 Technical Reference Manual PDFDocument336 pagini3101113-ES R08 Vigilant VS1 and VS2 Technical Reference Manual PDFCristian Proboste100% (2)
- BianchediDocument5 paginiBianchediJessica BekermanÎncă nu există evaluări
- La AbogacíaDocument4 paginiLa AbogacíaDiego Guerrero100% (1)
- Proyecciones ortogonales y dibujo técnico UNIDocument40 paginiProyecciones ortogonales y dibujo técnico UNIKennedy RojasÎncă nu există evaluări
- PsicodiagnosticoDocument5 paginiPsicodiagnosticoMartina VillalbadipÎncă nu există evaluări
- Trabajo Preparatorio 2.1Document6 paginiTrabajo Preparatorio 2.1Julisa LlumiquingaÎncă nu există evaluări
- Taller de Investigacion 2 Unidad 1.Document6 paginiTaller de Investigacion 2 Unidad 1.JesusÎncă nu există evaluări
- Propuesta de Prácticas... de Lectura Interactiva para Desarrollar La Comprensión Lectora en Los Niños de 4 Años de Las Instituciones de Educación Inicial Del Distrito de Yarinacocha, 2014Document301 paginiPropuesta de Prácticas... de Lectura Interactiva para Desarrollar La Comprensión Lectora en Los Niños de 4 Años de Las Instituciones de Educación Inicial Del Distrito de Yarinacocha, 2014FlorAmericaAlvariñoSuarezÎncă nu există evaluări
- Transparencias GrafosDocument106 paginiTransparencias GrafosFernando GuiñaÎncă nu există evaluări
- Domingo ReyesDocument5 paginiDomingo ReyesNenee IG CrixTylerÎncă nu există evaluări
- Historia Clinica 1Document40 paginiHistoria Clinica 1Leslie Antonella100% (1)
- Control PresupuestarioDocument3 paginiControl PresupuestarioVilma Fontalvo AcostaÎncă nu există evaluări
- Manual Cafetera CA8181EDocument17 paginiManual Cafetera CA8181EnaupasÎncă nu există evaluări
- Destrezas Desagregadas Si EsDocument27 paginiDestrezas Desagregadas Si EsNnoem Rjas FosecÎncă nu există evaluări
- CAP1Dieter Metalurgia MecanicaDocument18 paginiCAP1Dieter Metalurgia MecanicaMauricio Chuls LandcasterÎncă nu există evaluări
- U4dacpae Proyecto de Vida Yagual 49Document5 paginiU4dacpae Proyecto de Vida Yagual 49Miguel YagualÎncă nu există evaluări
- Museo de Sitio Tumbas Reales Señor de SipanDocument27 paginiMuseo de Sitio Tumbas Reales Señor de SipanGiancarloRey50% (2)
- Locucion y Produccion RadialDocument101 paginiLocucion y Produccion RadialRenzo RuizÎncă nu există evaluări