S-ar putea să vă placă și
- Tecnicas para Desarrollar El Estudio Del TrabajoDocument8 paginiTecnicas para Desarrollar El Estudio Del TrabajoAlbert SerwayÎncă nu există evaluări
- MEJORA DE METODOS - Muy ImportanteDocument33 paginiMEJORA DE METODOS - Muy ImportanteFRIEDMAN EDGARD TURIN ALVARADOÎncă nu există evaluări
- Fundamentos de La Ingeniería de MétodossDocument22 paginiFundamentos de La Ingeniería de MétodossJbr Irving50% (2)
- Cap. Estudio de MetodosDocument19 paginiCap. Estudio de Metodosantonio leonÎncă nu există evaluări
- Unidad v. Estudio de Métodos de Trabajo.Document48 paginiUnidad v. Estudio de Métodos de Trabajo.Maria JoseÎncă nu există evaluări
- Estudio Trabajo Sesion 3Document29 paginiEstudio Trabajo Sesion 3manuelmaggio024Încă nu există evaluări
- Estudio de Metodos-Etapas Ge-502Document26 paginiEstudio de Metodos-Etapas Ge-502Alessandra Peña JaraÎncă nu există evaluări
- 1.3 Estudio de Métodos de TrabajoDocument8 pagini1.3 Estudio de Métodos de TrabajoOrlando TorresÎncă nu există evaluări
- Estudio Del Trabajo 201905Document25 paginiEstudio Del Trabajo 201905tomasÎncă nu există evaluări
- Metodos de TrabajoDocument13 paginiMetodos de TrabajoLuis Ruiz navaÎncă nu există evaluări
- Miguel ImprimirDocument6 paginiMiguel Imprimirryan VqÎncă nu există evaluări
- 2017-2 T3 Introduccion Al Estudio Del TrabajoDocument34 pagini2017-2 T3 Introduccion Al Estudio Del TrabajoJose Alberto Garcia RimacÎncă nu există evaluări
- Estudio de MetodosDocument64 paginiEstudio de MetodosMatias GuardiaÎncă nu există evaluări
- U2-Estudio de MetodosDocument48 paginiU2-Estudio de MetodosRAFAELÎncă nu există evaluări
- Clase 03 IMDocument58 paginiClase 03 IMCristinaMuniveCanchanyaÎncă nu există evaluări
- Estudio de Metodos-Etapas Ge-502uDocument42 paginiEstudio de Metodos-Etapas Ge-502uRonald Pascual ParedesÎncă nu există evaluări
- INGENIERÍA DE MÉTODO 2pdf PDFDocument26 paginiINGENIERÍA DE MÉTODO 2pdf PDFWalter GarcíaÎncă nu există evaluări
- Practica de Acumulado Pep Ind390 Septiembre Diciembre 2022 Grupo Numero 5Document17 paginiPractica de Acumulado Pep Ind390 Septiembre Diciembre 2022 Grupo Numero 5Janna cristal Pulinario lorenzoÎncă nu există evaluări
- Galalrdo Natali-Tp 2 - Estudio Del TrabajoDocument4 paginiGalalrdo Natali-Tp 2 - Estudio Del TrabajoNstali GallardoÎncă nu există evaluări
- S02.s1-Contenido Básico Del Trabajo - v1Document29 paginiS02.s1-Contenido Básico Del Trabajo - v1manuelmaggio024Încă nu există evaluări
- Qué Es El Estudio de MétodosDocument9 paginiQué Es El Estudio de MétodosFaustino JaiboÎncă nu există evaluări
- Presentaciones Temas 1.1 y 1.2 IMT2020Document29 paginiPresentaciones Temas 1.1 y 1.2 IMT2020alejandro PaizÎncă nu există evaluări
- Generalidades Estudio Del Trabajo 1Document31 paginiGeneralidades Estudio Del Trabajo 1isc.alejandroconde100% (1)
- Organización Cientifica Del TrabajoDocument12 paginiOrganización Cientifica Del TrabajoJunior RodriguezÎncă nu există evaluări
- Ingenieria de Metodos Cap1.4 Estudio Del TrabajoDocument23 paginiIngenieria de Metodos Cap1.4 Estudio Del TrabajoYCReyesÎncă nu există evaluări
- Diagrama de Recorrido Diagrama de HilosDocument28 paginiDiagrama de Recorrido Diagrama de HilosJulián FloresÎncă nu există evaluări
- B. Diseño TrabajoDocument31 paginiB. Diseño Trabajojhonbien1Încă nu există evaluări
- Metodos y Tiempos El Estudio Del Trabajo para La Productividad Tema 1 PDFDocument3 paginiMetodos y Tiempos El Estudio Del Trabajo para La Productividad Tema 1 PDFGerson Sanchez FiestaÎncă nu există evaluări
- S4-Ing de MétodosDocument19 paginiS4-Ing de MétodosWIljared LealÎncă nu există evaluări
- Simon Linares 2do Corte Tarea 1Document17 paginiSimon Linares 2do Corte Tarea 1Simon LinaresÎncă nu există evaluări
- Ingenieria de Metodos 1Document43 paginiIngenieria de Metodos 1Nelson Rafael Dealba PadillaÎncă nu există evaluări
- Semana 4 y 5-ESTUDIO+DE+METODOS+ (Sólo+lectura) + (Modo+de+compatibilidad)Document24 paginiSemana 4 y 5-ESTUDIO+DE+METODOS+ (Sólo+lectura) + (Modo+de+compatibilidad)sdadÎncă nu există evaluări
- Estudios de Metodos y TiemposDocument33 paginiEstudios de Metodos y Tiemposdiana paolaÎncă nu există evaluări
- Introduccion DOP DAP DR DH BloquesDocument92 paginiIntroduccion DOP DAP DR DH BloquesMilagros FernándezÎncă nu există evaluări
- Estudio de MetodosDocument5 paginiEstudio de MetodosArely Rodríguez CarrilloÎncă nu există evaluări
- Importancia de La Ingenieria de MetodosDocument3 paginiImportancia de La Ingenieria de Metodosjacciel santanaÎncă nu există evaluări
- TP N2 Sabrina Ayelen AntunezDocument4 paginiTP N2 Sabrina Ayelen Antunezsabrina ayelen antunezÎncă nu există evaluări
- Practica Primer Parcial Ing de Metodos JRRDocument18 paginiPractica Primer Parcial Ing de Metodos JRRJanna cristal Pulinario lorenzoÎncă nu există evaluări
- Ingenieria de Metodos 1Document43 paginiIngenieria de Metodos 1valeriashop clothesÎncă nu există evaluări
- MetodosDocument15 paginiMetodossalmón ahumadoÎncă nu există evaluări
- Guía Estudio de Trabajo Medio CursoDocument7 paginiGuía Estudio de Trabajo Medio CursoErick ZavalaÎncă nu există evaluări
- Cómo Se Define La Ingeniería de MétodosDocument5 paginiCómo Se Define La Ingeniería de MétodosCarlos Andres RodriguezÎncă nu există evaluări
- Estudio de TiemposDocument30 paginiEstudio de TiemposLUISA MARIA MIRANDA MUÑOZÎncă nu există evaluări
- Ingenieria de MetodosDocument82 paginiIngenieria de MetodosPaul SinclairÎncă nu există evaluări
- Estudio de Metodos. Int. Ingenieria. 2021 IDocument11 paginiEstudio de Metodos. Int. Ingenieria. 2021 IGissela maribel Perez fuentesÎncă nu există evaluări
- Practica 2. de Estudio de TiempoDocument28 paginiPractica 2. de Estudio de TiempoYeunix perezÎncă nu există evaluări
- Estudio Trabajo PPS (45 Páginas) 26-5-2021Document45 paginiEstudio Trabajo PPS (45 Páginas) 26-5-2021Juan ManuelÎncă nu există evaluări
- Ingeniería de MétodosDocument33 paginiIngeniería de MétodosDayann BernalÎncă nu există evaluări
- Estudio Del Trabajo - Roberto García MartínezDocument79 paginiEstudio Del Trabajo - Roberto García MartínezStevens Martinez RedañezÎncă nu există evaluări
- Estudio Del TrabajoDocument6 paginiEstudio Del TrabajoLuz HernandezÎncă nu există evaluări
- Estudio de Métodos y Cómo Se Hace en 8 EtapasDocument11 paginiEstudio de Métodos y Cómo Se Hace en 8 EtapasDiego Torres MartinezÎncă nu există evaluări
- Tacticas Del ProcesoDocument9 paginiTacticas Del ProcesoLaura PortilloÎncă nu există evaluări
- ProductividadDocument59 paginiProductividadSawi MartinezÎncă nu există evaluări
- Tarea Unidad 5 Etapas Del Estudio de Metodos-1Document18 paginiTarea Unidad 5 Etapas Del Estudio de Metodos-1Luis CabreraÎncă nu există evaluări
- S02.s1 Material - Contenido Básico Del TrabajoDocument29 paginiS02.s1 Material - Contenido Básico Del TrabajoMartin Rudy Mogrovejo VasquezÎncă nu există evaluări
- Actividad 3 Taller-Practico de RegistroDocument15 paginiActividad 3 Taller-Practico de RegistroJuan Guillermo Lopez MozoÎncă nu există evaluări
- IMT115 Parcial1Document47 paginiIMT115 Parcial1Jacqueline Lisseth López ReyesÎncă nu există evaluări
- Diagrama de Recorrido Diagrama de HilosDocument28 paginiDiagrama de Recorrido Diagrama de HilosJose Orlando Plata ArroyoÎncă nu există evaluări
- Procedimiento de Estudio de Metodos de TrabajoDocument5 paginiProcedimiento de Estudio de Metodos de TrabajoLuisFernandoChuraQuispeÎncă nu există evaluări
- Mejora de métodos y tiempos de fabricaciónDe la EverandMejora de métodos y tiempos de fabricaciónEvaluare: 5 din 5 stele5/5 (2)
- Balta Romero Planeamiento RimacDocument261 paginiBalta Romero Planeamiento RimacarturÎncă nu există evaluări
- Parámetros UrbanisticosDocument11 paginiParámetros UrbanisticosarturÎncă nu există evaluări
- Captacion Conduccion y ReservorioDocument95 paginiCaptacion Conduccion y ReservorioarturÎncă nu există evaluări
- HGGGGDocument102 paginiHGGGGarturÎncă nu există evaluări
- Taller 5. El Oxigeno en La Tierra - 2021Document2 paginiTaller 5. El Oxigeno en La Tierra - 2021gladysgbÎncă nu există evaluări
- Paso3 - Grupo100103 - 40Document9 paginiPaso3 - Grupo100103 - 40Ricardo MendozaÎncă nu există evaluări
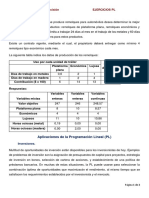
- Ejercicios PLDocument3 paginiEjercicios PLVeronica EscobarÎncă nu există evaluări
- SERPIENTESDocument5 paginiSERPIENTESPAOLO MENCIASÎncă nu există evaluări
- Colorantes para AlgodonDocument18 paginiColorantes para AlgodonJorge ApazaÎncă nu există evaluări
- Depresion en Adultos MayoresDocument2 paginiDepresion en Adultos MayoresDani ValdelamarÎncă nu există evaluări
- Analisis Protocolo SvaDocument3 paginiAnalisis Protocolo SvaNeyda ChipanaÎncă nu există evaluări
- Introduccion LombrosoDocument13 paginiIntroduccion LombrosoPALENQUE AIRA ARLINÎncă nu există evaluări
- Manejo de La FloracionDocument13 paginiManejo de La FloracionGissell Marisol Huamani ChavezÎncă nu există evaluări
- Propuesta de La Implementacion de Un Sistema de SySODocument4 paginiPropuesta de La Implementacion de Un Sistema de SySOFabiolaButronÎncă nu există evaluări
- Características y Funciones Del Personal de Enfermería en El Área de PediatríaDocument4 paginiCaracterísticas y Funciones Del Personal de Enfermería en El Área de PediatríaAlexaVariaxÎncă nu există evaluări
- Que Es Un Sistema de Proteccion Contra CaidasDocument1 paginăQue Es Un Sistema de Proteccion Contra CaidasRockoRoccoÎncă nu există evaluări
- Guia de Practicas Farmacologia Ii 2021-IiDocument114 paginiGuia de Practicas Farmacologia Ii 2021-IiMarco Mamani HuamanculiÎncă nu există evaluări
- Calculo de Score y Digestibilidad Paso A PasoDocument20 paginiCalculo de Score y Digestibilidad Paso A PasoKarel Bernt33% (6)
- Presentación de PrototiposDocument30 paginiPresentación de PrototiposDanais NavasÎncă nu există evaluări
- Aclaración, Rectificación O EnmiendaDocument3 paginiAclaración, Rectificación O EnmiendaFernando Faret Saalfeld0% (1)
- Cómo Fotografiar Rayos de Tormentas (En 12 Pasos)Document20 paginiCómo Fotografiar Rayos de Tormentas (En 12 Pasos)ChronosZone0% (1)
- Hora Santa MisioneraDocument7 paginiHora Santa MisioneraGuadalupe100% (1)
- Apoyo Mtto Electrico 04-05-2023 Pta RetamasDocument1 paginăApoyo Mtto Electrico 04-05-2023 Pta RetamasManuel Rondon TerronesÎncă nu există evaluări
- Curso ADM 428 - Taller de Gestión SecretarialDocument2 paginiCurso ADM 428 - Taller de Gestión SecretarialProcaseÎncă nu există evaluări
- Banco de Preguntas Derecho Canónico Ii ExamenDocument7 paginiBanco de Preguntas Derecho Canónico Ii ExamenDARIO CHAVARRIAÎncă nu există evaluări
- Jurisprudencia Sobre Debido Proceso en Sede AdministrativaDocument47 paginiJurisprudencia Sobre Debido Proceso en Sede AdministrativaDesiree GonzalezÎncă nu există evaluări
- Prueba de Física Séptimo RepeticiónDocument3 paginiPrueba de Física Séptimo RepeticiónholaÎncă nu există evaluări
- Ledvance® Spotlight Modular LatamDocument3 paginiLedvance® Spotlight Modular LatamNelydaTaipeÎncă nu există evaluări
- La Filariasis Linfática Es Una Infección Parasitaria Producida Por GusanosDocument2 paginiLa Filariasis Linfática Es Una Infección Parasitaria Producida Por GusanosLuis Felipe GrijalbaÎncă nu există evaluări
- SdfsaedfDocument7 paginiSdfsaedfisabelÎncă nu există evaluări
- Guia 14. Enecuaciones RacionalesDocument4 paginiGuia 14. Enecuaciones RacionalesAugusto Arturo Querales AmayaÎncă nu există evaluări
- Plantilla Factura en ExcelDocument4 paginiPlantilla Factura en ExcelServicios Estructurales SÎncă nu există evaluări
- FacturaDocument1 paginăFacturaGiovanny MarroquinÎncă nu există evaluări
- 5312 - Proyecto-Plan-De-Desarrollo-Territorial PUEBLO BELLODocument154 pagini5312 - Proyecto-Plan-De-Desarrollo-Territorial PUEBLO BELLOmalejavargasvega81Încă nu există evaluări