S-ar putea să vă placă și
- Aisi S1Document3 paginiAisi S1沈家麒Încă nu există evaluări
- CASE HARDENING STEEL 8620Document3 paginiCASE HARDENING STEEL 8620kumarsathish2009Încă nu există evaluări
- Specification Sheet: 17-4PH (UNS S17400) : A 17Cr-4Ni-3Cu Precipitation Hardening Martensitic Stainless SteelDocument2 paginiSpecification Sheet: 17-4PH (UNS S17400) : A 17Cr-4Ni-3Cu Precipitation Hardening Martensitic Stainless SteelBalaji RGÎncă nu există evaluări
- Assab MaterialDocument8 paginiAssab MaterialFadzlly Abd JalilÎncă nu există evaluări
- Acero Rápido M42Document2 paginiAcero Rápido M42Joaquin OlasoÎncă nu există evaluări
- 1 2344 PDFDocument2 pagini1 2344 PDFtayefehÎncă nu există evaluări
- ATA Heet: LSS Chipper KnifeDocument2 paginiATA Heet: LSS Chipper KnifeX800XL100% (1)
- DHA World Heat TreatDocument4 paginiDHA World Heat TreatMichael KrummÎncă nu există evaluări
- Hoja de Especificaciones Del Acero T-410Document2 paginiHoja de Especificaciones Del Acero T-410cristobal_tl2277Încă nu există evaluări
- D2 Tool SteelDocument2 paginiD2 Tool SteelJai BhandariÎncă nu există evaluări
- Hardening schedule for nitro-V knivesDocument2 paginiHardening schedule for nitro-V knivesJoshua SmithÎncă nu există evaluări
- BG42 Data SheetDocument0 paginiBG42 Data SheetTroy AshcraftÎncă nu există evaluări
- X5CrNiCuNb 16-41.4542Document2 paginiX5CrNiCuNb 16-41.4542nuesteÎncă nu există evaluări
- AISI 01 DatasheetDocument2 paginiAISI 01 Datasheetshiva dÎncă nu există evaluări
- EN26Document3 paginiEN26Moldoveanu TeodorÎncă nu există evaluări
- CaseHard AISI8620Document2 paginiCaseHard AISI8620Anonymous B3I6zYNhqdÎncă nu există evaluări
- 476 Data SheetDocument1 pagină476 Data SheetinvidiuoÎncă nu există evaluări
- Aisi L6: Cincinnati Tool Steel CompanyDocument3 paginiAisi L6: Cincinnati Tool Steel CompanyJason CarterÎncă nu există evaluări
- PB Uddeholm Calmax EnglishDocument12 paginiPB Uddeholm Calmax EnglishxulubÎncă nu există evaluări
- H13 Data Sheet 09032013 PDFDocument9 paginiH13 Data Sheet 09032013 PDFAnonymous aZKer3gÎncă nu există evaluări
- Alloy 330 Spec SheetDocument2 paginiAlloy 330 Spec SheetArman MominÎncă nu există evaluări
- Optimized Die Steel Reference GuideDocument16 paginiOptimized Die Steel Reference GuideKeattikhun ChaichanaÎncă nu există evaluări
- Interlloy 440C MartensiticDocument4 paginiInterlloy 440C MartensiticGuillaume BoyerÎncă nu există evaluări
- 17 4 PH Stainless SteelDocument10 pagini17 4 PH Stainless SteelWILLIAN RICARDO DOS SANTOSÎncă nu există evaluări
- Alvar 14Document6 paginiAlvar 14api-3838787Încă nu există evaluări
- Aisi H13Document2 paginiAisi H13123vigenÎncă nu există evaluări
- A New Die Material For Longer Service LifeDocument12 paginiA New Die Material For Longer Service LifeLuis SantosÎncă nu există evaluări
- D2 Tool Steel: Shipping PolicyDocument2 paginiD2 Tool Steel: Shipping Policyالسيد ابراهيم عبدالعزيز عبداللهÎncă nu există evaluări
- Carpenter Stainless Custom 630 PDFDocument9 paginiCarpenter Stainless Custom 630 PDFGrafton MontgomeryÎncă nu există evaluări
- 1.4006 en PDFDocument2 pagini1.4006 en PDFdiego.peinado8856Încă nu există evaluări
- AÇOS VILLARES VF800-AT - InglesDocument2 paginiAÇOS VILLARES VF800-AT - InglesAmy Griffin100% (1)
- ATA Heet: LSS D2Document2 paginiATA Heet: LSS D2X800XLÎncă nu există evaluări
- Alloy 330 Spec SheetDocument2 paginiAlloy 330 Spec SheetArman MominÎncă nu există evaluări
- 440C DS LatrobeDocument2 pagini440C DS LatrobedaymonÎncă nu există evaluări
- 1.4742 en PDFDocument2 pagini1.4742 en PDFArielÎncă nu există evaluări
- Aisi M2 DIN 3343: 770-860 Furnace FurnaceDocument1 paginăAisi M2 DIN 3343: 770-860 Furnace FurnaceMichel MancillaÎncă nu există evaluări
- ATA Heet: Marvac 250 VIM-VARDocument2 paginiATA Heet: Marvac 250 VIM-VARspibluÎncă nu există evaluări
- Chromium nickel martensitic stainless steel propertiesDocument2 paginiChromium nickel martensitic stainless steel propertiesZeljko68Încă nu există evaluări
- 708M40 Alloy Steel: Form of SupplyDocument3 pagini708M40 Alloy Steel: Form of SupplyLUCIA MAÑAYÎncă nu există evaluări
- KAOCAST®Document3 paginiKAOCAST®1repsaperuÎncă nu există evaluări
- DH31-EX Heat TreatDocument4 paginiDH31-EX Heat TreatMichael KrummÎncă nu există evaluări
- (%) Tempering Graph: Typical AnalysisDocument1 pagină(%) Tempering Graph: Typical AnalysisHicham KorichiÎncă nu există evaluări
- Uddeholm Qro90supremeDocument12 paginiUddeholm Qro90supremeDarwin Anderson GÎncă nu există evaluări
- High temperature resistant stainless steel properties, applications and processingDocument2 paginiHigh temperature resistant stainless steel properties, applications and processingPrasad RvsÎncă nu există evaluări
- Oil-Hardening Cold Work Tool Steels (0 Series) : Recommended Heat Treating Practice Recommended Processing SequenceDocument6 paginiOil-Hardening Cold Work Tool Steels (0 Series) : Recommended Heat Treating Practice Recommended Processing SequenceJonathan JuarezÎncă nu există evaluări
- DataSheets2010 - Datasheet CPM 154 CMv12010Document2 paginiDataSheets2010 - Datasheet CPM 154 CMv12010jobseekeramatxÎncă nu există evaluări
- AISI 440 Martensit PDFDocument4 paginiAISI 440 Martensit PDFJimmyVargasÎncă nu există evaluări
- Alloy SteelDocument7 paginiAlloy SteelRavinJohnÎncă nu există evaluări
- Properties of Ss410Document5 paginiProperties of Ss410gregkilatonÎncă nu există evaluări
- 1084 Heat Treat 7 20Document2 pagini1084 Heat Treat 7 20havok03Încă nu există evaluări
- AISI A2 DatasheetDocument2 paginiAISI A2 DatasheetShivuÎncă nu există evaluări
- S7 Tool Steel: What Is ?Document3 paginiS7 Tool Steel: What Is ?Sama UmateÎncă nu există evaluări
- 1 3243hs652513 PDFDocument1 pagină1 3243hs652513 PDFmarko9292Încă nu există evaluări
- alloy800DataSheet PDFDocument2 paginialloy800DataSheet PDFMaximiliano Ezequiel LopezÎncă nu există evaluări
- 1020 Carbon Steel Bar GuideDocument3 pagini1020 Carbon Steel Bar GuidethyskieÎncă nu există evaluări
- Hardness HSS - SKD11Document5 paginiHardness HSS - SKD11Antonius PrakosaÎncă nu există evaluări
- X17CrNi16 2Document2 paginiX17CrNi16 2madodandembeÎncă nu există evaluări
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsDe la EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsEvaluare: 5 din 5 stele5/5 (1)
- Boiler Making for Boiler Makers - A Practical Treatise on Work in the ShopDe la EverandBoiler Making for Boiler Makers - A Practical Treatise on Work in the ShopEvaluare: 4.5 din 5 stele4.5/5 (2)
- Fatigue Analysis of Welded Joints Using Finite Element ModelingDocument21 paginiFatigue Analysis of Welded Joints Using Finite Element ModelingKhouloud GharbiÎncă nu există evaluări
- Measuring Strain-Induced Martensite Content in Austenitic SteelsDocument7 paginiMeasuring Strain-Induced Martensite Content in Austenitic SteelsKhouloud GharbiÎncă nu există evaluări
- An Analysis of Metal Fatigue Based On Hysteresis EnergyDocument5 paginiAn Analysis of Metal Fatigue Based On Hysteresis EnergyKhouloud GharbiÎncă nu există evaluări
- International Journal of Plasticity: Rolf Mahnken, Andreas Schneidt, Thomas AntretterDocument22 paginiInternational Journal of Plasticity: Rolf Mahnken, Andreas Schneidt, Thomas AntretterKhouloud GharbiÎncă nu există evaluări
- International Journal of Solids and Structures: Håkan Hallberg, Paul Håkansson, Matti RistinmaaDocument12 paginiInternational Journal of Solids and Structures: Håkan Hallberg, Paul Håkansson, Matti RistinmaaKhouloud GharbiÎncă nu există evaluări
- Stress Corrosion Cracking Susceptibility of 304L Substrate and 308L Weld Metal Exposed To Salt SprayDocument14 paginiStress Corrosion Cracking Susceptibility of 304L Substrate and 308L Weld Metal Exposed To Salt SprayKhouloud GharbiÎncă nu există evaluări
- Finite Element Modeling of Hard Roller Burnishing: An Analysis On The Effects of Process Parameters Upon Surface Finish and Residual StressesDocument13 paginiFinite Element Modeling of Hard Roller Burnishing: An Analysis On The Effects of Process Parameters Upon Surface Finish and Residual StressesKhouloud GharbiÎncă nu există evaluări
- Word Usage in Scientific WritingDocument3 paginiWord Usage in Scientific WritingMartin RivasÎncă nu există evaluări
- Residual Stress Distribution in Burnishing Solution Treated and Aged 7075 Aluminium AlloyDocument8 paginiResidual Stress Distribution in Burnishing Solution Treated and Aged 7075 Aluminium AlloyKhouloud GharbiÎncă nu există evaluări
- The Low-Cycle Fatigue, Deformation and Final Fracture Behaviour of An Austenitic Stainless SteelDocument14 paginiThe Low-Cycle Fatigue, Deformation and Final Fracture Behaviour of An Austenitic Stainless SteelKhouloud GharbiÎncă nu există evaluări
- On Burnishing (1826)Document9 paginiOn Burnishing (1826)Khouloud GharbiÎncă nu există evaluări
- UntitledDocument3 paginiUntitledVince GomezÎncă nu există evaluări
- Modern Wall ShelfDocument10 paginiModern Wall ShelfSam Martz100% (1)
- Froggy - Kru Toys - en PDFDocument38 paginiFroggy - Kru Toys - en PDFYahaira Leal79% (14)
- Kenmore 385.1584180 Sewing Machine Instruction ManualDocument58 paginiKenmore 385.1584180 Sewing Machine Instruction ManualiliiexpugnansÎncă nu există evaluări
- Fabulous Flamingos Wave PatternDocument5 paginiFabulous Flamingos Wave Patternvania furtadoÎncă nu există evaluări
- Crochet Ao no Exorcist Kuro PatternDocument12 paginiCrochet Ao no Exorcist Kuro PatternAleyda Bonfil LeónÎncă nu există evaluări
- Amiguruki Poodle and ShibaInuDocument13 paginiAmiguruki Poodle and ShibaInuericarsilva100% (4)
- Types of Lathes ExplainedTITLEDocument8 paginiTypes of Lathes ExplainedTITLEdua maqsoodÎncă nu există evaluări
- Die&Molds User Guide - 7861458Document81 paginiDie&Molds User Guide - 7861458Robert AndreiÎncă nu există evaluări
- 2mm Crochet HookDocument11 pagini2mm Crochet HookLeslie Gutierrez100% (4)
- List of Dealers For The Abrasive PapersDocument5 paginiList of Dealers For The Abrasive Paperserprabhatranjan100% (4)
- Chamfer PlaneDocument3 paginiChamfer PlaneFred171717100% (1)
- English FP4MEDocument2 paginiEnglish FP4MEHossein TomariÎncă nu există evaluări
- ISO Turning Inserts GuideDocument36 paginiISO Turning Inserts GuideferÎncă nu există evaluări
- Activity Sheet in Arts7Document2 paginiActivity Sheet in Arts7Je Rel100% (1)
- Tiger Eye ScarfDocument1 paginăTiger Eye ScarfmẹỈ_1Încă nu există evaluări
- Art of The Philippine WeavingDocument114 paginiArt of The Philippine WeavingMarkÎncă nu există evaluări
- Fabric Fundamentals Knitted FabricsDocument6 paginiFabric Fundamentals Knitted FabricsShreyaÎncă nu există evaluări
- T2-T-1586-Ks2-Lets-Talk-Textiles-Powerpoint - Ver 5 1Document18 paginiT2-T-1586-Ks2-Lets-Talk-Textiles-Powerpoint - Ver 5 1api-312022809Încă nu există evaluări
- Malea Handmade Fox NovaDocument8 paginiMalea Handmade Fox Novavaliusa2053Încă nu există evaluări
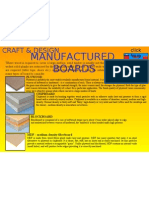
- Manufactured BoardsDocument1 paginăManufactured Boardsriain2008100% (1)
- SEWN PRODUCTS MACHINERY AND EQUIPMENT ModelDocument8 paginiSEWN PRODUCTS MACHINERY AND EQUIPMENT ModelUjwala JainÎncă nu există evaluări
- Universal Milling MachineDocument6 paginiUniversal Milling MachineAhtisham AmjadÎncă nu există evaluări
- By MerutoysDocument22 paginiBy MerutoysNguyễn Hoa77% (13)
- Lantern Chain 003Document1 paginăLantern Chain 003clazarÎncă nu există evaluări
- 6.crepe WeaveDocument8 pagini6.crepe WeaveSwamyi Swami100% (1)
- 2022 Pro No.Document1.344 pagini2022 Pro No.Cheska Fulminar PachecoÎncă nu există evaluări
- Ss 400 61 0038Document1 paginăSs 400 61 0038Brian AplinÎncă nu există evaluări
- PtornDocument2 paginiPtornTragaluzÎncă nu există evaluări