S-ar putea să vă placă și
- Poster Radiographer S Weld Interpretation Reference PDFDocument1 paginăPoster Radiographer S Weld Interpretation Reference PDFOR Premium Free100% (1)
- Poster Radiographer S Weld Interpretation Reference 160605082655 PDFDocument1 paginăPoster Radiographer S Weld Interpretation Reference 160605082655 PDFAndres Romero Pineda100% (3)
- Welding Discontinuities X-Ray Films PDFDocument12 paginiWelding Discontinuities X-Ray Films PDFAlienshowÎncă nu există evaluări
- Arabic Welding Defects RT PDFDocument42 paginiArabic Welding Defects RT PDFlucianaÎncă nu există evaluări
- Weld Defects AgfaDocument20 paginiWeld Defects AgfaDinesh Radhakrishnan100% (1)
- RI Defect CausesDocument50 paginiRI Defect CausesWisüttisäk Peäröön100% (3)
- Radiography TestDocument20 paginiRadiography Testkrishna_pipingÎncă nu există evaluări
- Industrial radiography A Complete Guide - 2019 EditionDe la EverandIndustrial radiography A Complete Guide - 2019 EditionÎncă nu există evaluări
- Radiography: Defects/Processes Course Reference: RI NDT2Document50 paginiRadiography: Defects/Processes Course Reference: RI NDT2AdilMunir100% (2)
- Welding - Joint - Symbols ISO 2553Document32 paginiWelding - Joint - Symbols ISO 2553Silvio ZappinoÎncă nu există evaluări
- Examination User Guide For Certified Welding Inspector AwscertifiedDocument24 paginiExamination User Guide For Certified Welding Inspector AwscertifiedLuis f Robledo100% (1)
- The Everyday Pocket Handbook For Arc Welding Steel: A SeriesDocument34 paginiThe Everyday Pocket Handbook For Arc Welding Steel: A SeriesSamir Morales CadilloÎncă nu există evaluări
- Defects AND DiscontinuitiesDocument39 paginiDefects AND DiscontinuitiesThe Engineers EDGE, Coimbatore100% (1)
- Module 4 Weld Geometry and Welding Symbols-1Document87 paginiModule 4 Weld Geometry and Welding Symbols-1Miki Jaksic100% (1)
- Fundamentals of Visual InspectionDocument49 paginiFundamentals of Visual InspectionsusanwebÎncă nu există evaluări
- Phased Array Practical ExamDocument2 paginiPhased Array Practical ExamMarcus AntoniusÎncă nu există evaluări
- CWI Module 3Document2 paginiCWI Module 3Basil M. Ikhleif100% (1)
- An Automated Radiographic NDT System For Weld Inspection - Part I - Weld Extraction PDFDocument6 paginiAn Automated Radiographic NDT System For Weld Inspection - Part I - Weld Extraction PDFaliÎncă nu există evaluări
- VT Acceptance Criteria WeldsDocument14 paginiVT Acceptance Criteria WeldsCharwin Xiao100% (1)
- Penetrants TESTINGDocument86 paginiPenetrants TESTINGsankaran_muthukumarÎncă nu există evaluări
- Weld Radio GraphsDocument30 paginiWeld Radio Graphsvenkatesh0% (1)
- Welding Inspection and CertificationDocument30 paginiWelding Inspection and Certificationmahmoud_allam3Încă nu există evaluări
- Defects in Fusion WeldingDocument83 paginiDefects in Fusion WeldingBalakumar100% (1)
- Manual Et 22 GpsDocument32 paginiManual Et 22 GpsAlex JuarezÎncă nu există evaluări
- Joint Fit Up and Alignment - StudentDocument22 paginiJoint Fit Up and Alignment - StudentSankar KrishnanÎncă nu există evaluări
- Exam Sample QuestionsDocument9 paginiExam Sample QuestionsYousab JacobÎncă nu există evaluări
- 03-Symbols Mock ExamDocument5 pagini03-Symbols Mock ExamCRISTIAN SILVIU IANUC100% (1)
- GMAW Practical Slide Show - FINALDocument36 paginiGMAW Practical Slide Show - FINALDanem HalasÎncă nu există evaluări
- Intro To RadiographyDocument37 paginiIntro To RadiographySaleemSahabÎncă nu există evaluări
- Radiography PresentationDocument28 paginiRadiography PresentationmqasimqasimÎncă nu există evaluări
- Weld Defects PresentationDocument80 paginiWeld Defects PresentationRen SalazarÎncă nu există evaluări
- ER80S Ni1 PDFDocument2 paginiER80S Ni1 PDFebastien2Încă nu există evaluări
- Welding Inspection: Defects/Repairs Course Reference WIS 5Document54 paginiWelding Inspection: Defects/Repairs Course Reference WIS 5verall_averusÎncă nu există evaluări
- Asme Section Ix-Welding - Practice Quest PDFDocument3 paginiAsme Section Ix-Welding - Practice Quest PDFRajesh KumarÎncă nu există evaluări
- Pressure Vessel RT TestDocument3 paginiPressure Vessel RT TestBhavani PrasadÎncă nu există evaluări
- Welding Seminar - Terminology, Symbol & MetallurgyDocument108 paginiWelding Seminar - Terminology, Symbol & Metallurgyarland_limÎncă nu există evaluări
- RTDocument48 paginiRTArjun LalitÎncă nu există evaluări
- RT in WeldingDocument35 paginiRT in WeldingSapan KansaraÎncă nu există evaluări
- Sfa-5 31Document10 paginiSfa-5 31Sarvesh MishraÎncă nu există evaluări
- Defects Hydrogen Cracks IdentificationDocument5 paginiDefects Hydrogen Cracks Identificationarif maulanafÎncă nu există evaluări
- Question 1 of 25Document7 paginiQuestion 1 of 25antonio larotta100% (1)
- MODULE 9 - Weld and Base Metal Discontinuities Discontinuity: Discontinuity IsDocument7 paginiMODULE 9 - Weld and Base Metal Discontinuities Discontinuity: Discontinuity IsNsidibe Michael EtimÎncă nu există evaluări
- Welding Defect PhotoDocument14 paginiWelding Defect Photo0502raviÎncă nu există evaluări
- Submerged Arc Welding: Training & EducationDocument17 paginiSubmerged Arc Welding: Training & Educationtanveer ahmedÎncă nu există evaluări
- Weld and Base Metal DiscontinuitiesDocument74 paginiWeld and Base Metal DiscontinuitiesMohamed Saleh100% (1)
- Welding Gauges PDFDocument4 paginiWelding Gauges PDFsopan kharcheÎncă nu există evaluări
- CWB 2 Module 22 Questions Flashcards - Quizlet - PDF (CWB 2)Document8 paginiCWB 2 Module 22 Questions Flashcards - Quizlet - PDF (CWB 2)HusnainAhmedÎncă nu există evaluări
- API 6A RadiographyDocument4 paginiAPI 6A RadiographyminakshissawantÎncă nu există evaluări
- Catalog Fabricante TechnipDocument9 paginiCatalog Fabricante Technipjimy GutiérrezÎncă nu există evaluări
- Defect TrainingDocument16 paginiDefect Trainingdedikartiwa_dk100% (1)
- ASME P NumbersDocument6 paginiASME P NumbersAbdul KharisÎncă nu există evaluări
- What Is The Difference Between A Weldolet and A SockoletDocument3 paginiWhat Is The Difference Between A Weldolet and A SockoletWaqas Waqas100% (3)
- Uphill Versus Downhill Welding PDFDocument4 paginiUphill Versus Downhill Welding PDFPatrick DominguezÎncă nu există evaluări
- RT Weld Defects.Document2 paginiRT Weld Defects.Sai Krishna YellapuÎncă nu există evaluări
- Radiograph Book 2Document7 paginiRadiograph Book 2joehodohÎncă nu există evaluări
- Welding DefectsDocument42 paginiWelding DefectsZeeshan HasanÎncă nu există evaluări
- Performance Characteristics: Acceptance / Rejection CriteriaDocument1 paginăPerformance Characteristics: Acceptance / Rejection CriteriaFadhilah QomariyantoÎncă nu există evaluări
- RADIOGRAPHY INTERPRETATION-Rev1Document41 paginiRADIOGRAPHY INTERPRETATION-Rev1OktayKul80% (5)
- Welding ErrorsDocument42 paginiWelding ErrorsAnonymous pSQuHNÎncă nu există evaluări
- Poster Radiographer - S Weld Interpretation ReferenceDocument1 paginăPoster Radiographer - S Weld Interpretation Referencevrapciudorian100% (5)
- Dokumen - Tips Cfm56 7 B AnswerbookDocument75 paginiDokumen - Tips Cfm56 7 B AnswerbookOnur YayÎncă nu există evaluări
- Sorona - Product InformationDocument4 paginiSorona - Product InformationchristianÎncă nu există evaluări
- 14 Chapter-4 Competency PDFDocument32 pagini14 Chapter-4 Competency PDFJasy HazarikaÎncă nu există evaluări
- Updated Resume Kelly oDocument2 paginiUpdated Resume Kelly oapi-254046653Încă nu există evaluări
- 50 58 Eng Concrete TestingDocument92 pagini50 58 Eng Concrete TestingJimmy LopezÎncă nu există evaluări
- Hydraulic BrakeDocument29 paginiHydraulic Brakerup_ranjan532250% (8)
- A Exercises SolutionsDocument13 paginiA Exercises SolutionsuxÎncă nu există evaluări
- Data Loss PreventionDocument24 paginiData Loss PreventionhelmaaroufiÎncă nu există evaluări
- National Convention National Convention On On Quality Concepts Quality ConceptsDocument9 paginiNational Convention National Convention On On Quality Concepts Quality ConceptsMadhusudana AÎncă nu există evaluări
- FEE Lab Manual FinalDocument86 paginiFEE Lab Manual FinalbalasubadraÎncă nu există evaluări
- Ertalyte TXDataDocument5 paginiErtalyte TXDatavizcensoÎncă nu există evaluări
- Method Statement of Refrigran Pipe Insulation and Cladding InstallationDocument16 paginiMethod Statement of Refrigran Pipe Insulation and Cladding InstallationOdot Al GivaryÎncă nu există evaluări
- Crash Course in Office 365:: How It Can Help You Grow Your BusinessDocument32 paginiCrash Course in Office 365:: How It Can Help You Grow Your BusinessEsrael Waworuntu0% (1)
- Bteq Fexp Fload MloadDocument59 paginiBteq Fexp Fload MloadShijuJohnÎncă nu există evaluări
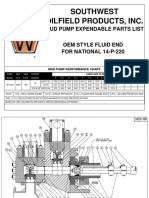
- Oem National 14-P-220 7500psiDocument9 paginiOem National 14-P-220 7500psiandrew0% (1)
- Aiwa MC CSD-A120, A140 PDFDocument35 paginiAiwa MC CSD-A120, A140 PDFRodrigo NegrelliÎncă nu există evaluări
- TKPH - Report Jan 2023 (W1)Document7 paginiTKPH - Report Jan 2023 (W1)Fernando AbasÎncă nu există evaluări
- Failure Mechanisms of C-Steels (API 571)Document90 paginiFailure Mechanisms of C-Steels (API 571)Abdul Gafoor Shaikh50% (2)
- Commercial Drone Industry Trends: Dronedeploy - May 2018Document14 paginiCommercial Drone Industry Trends: Dronedeploy - May 2018minus2738602Încă nu există evaluări
- Der 484Document84 paginiDer 484Rohit SainiÎncă nu există evaluări
- Đề luyện tập 5Document5 paginiĐề luyện tập 5Nguyễn Duy TânÎncă nu există evaluări
- 14 QuestionnaireDocument14 pagini14 QuestionnaireEkta SinghÎncă nu există evaluări
- Updated After 11th BoS Course Curriculum - B.tech CSEDocument120 paginiUpdated After 11th BoS Course Curriculum - B.tech CSEAnonymous 9etQKwWÎncă nu există evaluări
- Patch Apply Instructions 19852360.HTMLDocument60 paginiPatch Apply Instructions 19852360.HTMLdineshÎncă nu există evaluări
- Fluid MechDocument2 paginiFluid MechJade Kristine CaleÎncă nu există evaluări
- Challenges in Providing Leisure and RecreationDocument6 paginiChallenges in Providing Leisure and RecreationAnalyn CabilloÎncă nu există evaluări
- 7-67-0012 Rev 3 Short Sliding Support On ExistingDocument1 pagină7-67-0012 Rev 3 Short Sliding Support On Existingprince jaswalÎncă nu există evaluări
- LabVIEW Project Report Complete HPK Kumar DetailedDocument62 paginiLabVIEW Project Report Complete HPK Kumar DetailedDanny Vu75% (4)
- Installation Manual For PV PanelDocument23 paginiInstallation Manual For PV PanelVăn ST QuangÎncă nu există evaluări
- Needle en b275-293Document19 paginiNeedle en b275-293ajeeshsbabuÎncă nu există evaluări