S-ar putea să vă placă și
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Batman Animated (1998) (Scan) (Stacalkas)Document169 paginiBatman Animated (1998) (Scan) (Stacalkas)João Gabriel Zó100% (11)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- BX1880 BX2380 BX2680 Ops en K287171311Document106 paginiBX1880 BX2380 BX2680 Ops en K287171311Karen Joy BabidaÎncă nu există evaluări
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Honey ProcessingDocument5 paginiHoney Processingvenkatrao_gvÎncă nu există evaluări
- Directory of Schools For The Deaf in The PhilippinesDocument6 paginiDirectory of Schools For The Deaf in The PhilippinesVERA Files100% (1)
- Sorting and Packaging ENGDocument24 paginiSorting and Packaging ENGKaren Joy BabidaÎncă nu există evaluări
- Propht William Marrion Branham Vist IndiaDocument68 paginiPropht William Marrion Branham Vist IndiaJoshuva Daniel86% (7)
- IAB Digital Ad Operations Certification Study Guide August 2017Document48 paginiIAB Digital Ad Operations Certification Study Guide August 2017vinayakrishnaÎncă nu există evaluări
- OrderFlow Charts and Notes 19th Sept 17 - VtrenderDocument9 paginiOrderFlow Charts and Notes 19th Sept 17 - VtrenderSinghRaviÎncă nu există evaluări
- IsaiahDocument7 paginiIsaiahJett Rovee Navarro100% (1)
- ESS Revision Session 2 - Topics 5-8 & P1 - 2Document54 paginiESS Revision Session 2 - Topics 5-8 & P1 - 2jinLÎncă nu există evaluări
- Dialogue About Handling ComplaintDocument3 paginiDialogue About Handling ComplaintKarimah Rameli100% (4)
- Agri Engineering Profession Roadmap PresentationDocument24 paginiAgri Engineering Profession Roadmap PresentationKaren Joy BabidaÎncă nu există evaluări
- (CHPT 8 Henderson/Perry) : - Screw Conveyors: Page 213Document8 pagini(CHPT 8 Henderson/Perry) : - Screw Conveyors: Page 213Karen Joy BabidaÎncă nu există evaluări
- Implementation of Fruits Grading and Sorting System by Using Image Processing and Data ClassifierDocument6 paginiImplementation of Fruits Grading and Sorting System by Using Image Processing and Data ClassifierKaren Joy BabidaÎncă nu există evaluări
- 3 - 35 39 1 PDFDocument5 pagini3 - 35 39 1 PDFKaren Joy BabidaÎncă nu există evaluări
- Development of Millet Separator-Grader For Effective Separation of Unhulled Grains From Dehulled Small Millet Rice GrainsDocument78 paginiDevelopment of Millet Separator-Grader For Effective Separation of Unhulled Grains From Dehulled Small Millet Rice GrainsKaren Joy BabidaÎncă nu există evaluări
- Design of A Sorting and Grading System Forcitrus Fruits Based On Machine VisionDocument103 paginiDesign of A Sorting and Grading System Forcitrus Fruits Based On Machine VisionKaren Joy BabidaÎncă nu există evaluări
- أثر البحث والتطوير على النمو الاقتصادي - دراسة قياسية لحالة الجزائر (1990 -2014)Document17 paginiأثر البحث والتطوير على النمو الاقتصادي - دراسة قياسية لحالة الجزائر (1990 -2014)Star FleurÎncă nu există evaluări
- PH Water On Stability PesticidesDocument6 paginiPH Water On Stability PesticidesMontoya AlidÎncă nu există evaluări
- Agitha Diva Winampi - Childhood MemoriesDocument2 paginiAgitha Diva Winampi - Childhood MemoriesAgitha Diva WinampiÎncă nu există evaluări
- Bimetallic ZN and HF On Silica Catalysts For The Conversion of Ethanol To 1,3-ButadieneDocument10 paginiBimetallic ZN and HF On Silica Catalysts For The Conversion of Ethanol To 1,3-ButadieneTalitha AdhyaksantiÎncă nu există evaluări
- Design and Experimental Performance Assessment of An Outer Rotor PM Assisted SynRM For The Electric Bike PropulsionDocument11 paginiDesign and Experimental Performance Assessment of An Outer Rotor PM Assisted SynRM For The Electric Bike PropulsionTejas PanchalÎncă nu există evaluări
- COSL Brochure 2023Document18 paginiCOSL Brochure 2023DaniloÎncă nu există evaluări
- HSE Induction Training 1687407986Document59 paginiHSE Induction Training 1687407986vishnuvarthanÎncă nu există evaluări
- Inventory Management Final ProjectDocument65 paginiInventory Management Final ProjectMAHESH MUTHYALAÎncă nu există evaluări
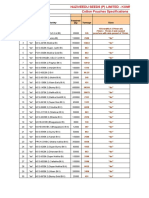
- Cotton Pouches SpecificationsDocument2 paginiCotton Pouches SpecificationspunnareddytÎncă nu există evaluări
- Research On Goat Nutrition and Management in Mediterranean Middle East and Adjacent Arab Countries IDocument20 paginiResearch On Goat Nutrition and Management in Mediterranean Middle East and Adjacent Arab Countries IDebraj DattaÎncă nu există evaluări
- Syllabus For Final Examination, Class 9Document5 paginiSyllabus For Final Examination, Class 9shubham guptaÎncă nu există evaluări
- 5 Point Scale PowerpointDocument40 pagini5 Point Scale PowerpointMíchílín Ní Threasaigh100% (1)
- Sorsogon State College: Republic of The Philippines Bulan Campus Bulan, SorsogonDocument4 paginiSorsogon State College: Republic of The Philippines Bulan Campus Bulan, Sorsogonerickson hernanÎncă nu există evaluări
- Problem Based LearningDocument23 paginiProblem Based Learningapi-645777752Încă nu există evaluări
- Does Social Media Influence Consumer Buying Behavior An Investigation of Recommendations and PurchasesDocument7 paginiDoes Social Media Influence Consumer Buying Behavior An Investigation of Recommendations and Purchasesyash_28Încă nu există evaluări
- Mythologia: PrologueDocument14 paginiMythologia: ProloguecentrifugalstoriesÎncă nu există evaluări
- Governance Whitepaper 3Document29 paginiGovernance Whitepaper 3Geraldo Geraldo Jr.Încă nu există evaluări
- Internship Report On A Study of The Masterbranding of Dove: Urmee Rahman SilveeDocument45 paginiInternship Report On A Study of The Masterbranding of Dove: Urmee Rahman SilveeVIRAL DOSHIÎncă nu există evaluări
- EEN 203 Slide Notes Year 2018: PART I - Numbers and CodesDocument78 paginiEEN 203 Slide Notes Year 2018: PART I - Numbers and CodesSHIVAM CHOPRAÎncă nu există evaluări
- Event Planning Sample Cover Letter and ItineraryDocument6 paginiEvent Planning Sample Cover Letter and ItineraryWhitney Mae HaddardÎncă nu există evaluări
- Listening Fill in The Gaps and ExercisesDocument4 paginiListening Fill in The Gaps and ExercisesAdriano CamargoÎncă nu există evaluări