S-ar putea să vă placă și
- Emisiones de CO2Document4 paginiEmisiones de CO2Pantoja Chavez ConnorÎncă nu există evaluări
- Guia TrabajoDocument10 paginiGuia Trabajocristian ortegaÎncă nu există evaluări
- Resume NDocument34 paginiResume NEmanuel BautistaÎncă nu există evaluări
- Simulación Del Proceso deDocument223 paginiSimulación Del Proceso deAriLo Ariel CastilloÎncă nu există evaluări
- ULCOSDocument6 paginiULCOSJaime Tapia LduÎncă nu există evaluări
- Tesis de Alto HornoDocument13 paginiTesis de Alto HornoDiego Zea RamirezÎncă nu există evaluări
- Beneficios Gas Natural en CalderasDocument4 paginiBeneficios Gas Natural en CalderasLU MafaÎncă nu există evaluări
- El Bucle de Calcio Es Un Proceso Que Se Basa en Piedra CalizaDocument1 paginăEl Bucle de Calcio Es Un Proceso Que Se Basa en Piedra CalizaJoshuafull DomínguezÎncă nu există evaluări
- CB 0461156Document49 paginiCB 0461156Rafael MancillaÎncă nu există evaluări
- HidrogasificacionDocument27 paginiHidrogasificacionJuan Carlos Huacho ChoqueÎncă nu există evaluări
- El Horno Rotatorio, Una Ayuda para Fundir Hierro, Ambientalmente EficazDocument6 paginiEl Horno Rotatorio, Una Ayuda para Fundir Hierro, Ambientalmente Eficazgerman rozo cortesÎncă nu există evaluări
- Horno A Combustion InternaDocument6 paginiHorno A Combustion InternaNiikii Jara VelascoÎncă nu există evaluări
- Procesos Flash y BathDocument18 paginiProcesos Flash y BathCristian Reyes IlicÎncă nu există evaluări
- Absorcion Co2Document6 paginiAbsorcion Co2mauriciocolomboÎncă nu există evaluări
- Steel Production ProcessesDocument3 paginiSteel Production ProcesseslauramanjarresÎncă nu există evaluări
- Pellets de Mineral de Hierro Energizados-1Document6 paginiPellets de Mineral de Hierro Energizados-1Wilbert Ballesteros MartínezÎncă nu există evaluări
- Combustion en HornosDocument9 paginiCombustion en HornosEsney RodriguezÎncă nu există evaluări
- Aplicaciones Industriales de La FluidizaciónDocument8 paginiAplicaciones Industriales de La FluidizaciónJosé León Barranco83% (6)
- El proceso FASTMET fue desarrollado en los años 90 por varios actores clave de la industria para crear un proceso de fabricación de hierro más rentable para combatir el aumento de los precios del gas natural que impulsó unDocument3 paginiEl proceso FASTMET fue desarrollado en los años 90 por varios actores clave de la industria para crear un proceso de fabricación de hierro más rentable para combatir el aumento de los precios del gas natural que impulsó unFelipe Romario Hilario QuispeÎncă nu există evaluări
- Resume NDocument8 paginiResume NMiyuki KunÎncă nu există evaluări
- Combustion en El CubilteDocument13 paginiCombustion en El CubilteChoncho CoproPorno GoreGrinderÎncă nu există evaluări
- Balance CementoDocument9 paginiBalance CementoAngel Razuri0% (1)
- WgsDocument52 paginiWgspmg83Încă nu există evaluări
- ReformacionDocument62 paginiReformacionvictor bastardo100% (1)
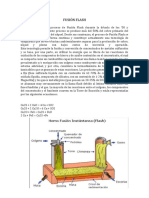
- Fusión FlashDocument8 paginiFusión FlashAlex Ronaldy Araujo Gonzales100% (1)
- Maquinas Termicas - Ciclo CombinadoDocument15 paginiMaquinas Termicas - Ciclo CombinadoeddderÎncă nu există evaluări
- Recuperación de Calor y Energía en HornosDocument4 paginiRecuperación de Calor y Energía en HornosDaniel MamaniÎncă nu există evaluări
- Procesos Alternativos de Producción de ArrabioDocument16 paginiProcesos Alternativos de Producción de ArrabioChristian René Barrios GuzmánÎncă nu există evaluări
- TRABAJO Ciclo Captura de Carbono IGCCDocument26 paginiTRABAJO Ciclo Captura de Carbono IGCCNathaly ArciniegaÎncă nu există evaluări
- Evaluación de La Lectura Del Artículo N°2Document3 paginiEvaluación de La Lectura Del Artículo N°2Edison Guillermo Jairo Bazan ChavezÎncă nu există evaluări
- Bottom BlowingDocument2 paginiBottom BlowingTattiana Aracelli Melo CifuentesÎncă nu există evaluări
- Analisis de Cambio de Combustible en Calderas A Gas NaturalDocument30 paginiAnalisis de Cambio de Combustible en Calderas A Gas NaturalLuisinho LC100% (2)
- Resumen Sustentación 28 de AgostoDocument5 paginiResumen Sustentación 28 de AgostoLucho Vergara RodríguezÎncă nu există evaluări
- Produccion de DRI (Armitrage)Document17 paginiProduccion de DRI (Armitrage)jhonathan100% (1)
- Priometalurgia Del CobreDocument14 paginiPriometalurgia Del CobreJhon Freddy Espinoza RodriguezÎncă nu există evaluări
- Análisis Termodinámico PDFDocument8 paginiAnálisis Termodinámico PDFEddy LlanosÎncă nu există evaluări
- Una Revisión de Los Procesos Termoquímicos SolaresDocument102 paginiUna Revisión de Los Procesos Termoquímicos SolaresLa Estacion del SaborÎncă nu există evaluări
- OxicombustiónDocument5 paginiOxicombustiónSarita RuizÎncă nu există evaluări
- Cipriano - Cortez (Segundo Examen Parcial)Document26 paginiCipriano - Cortez (Segundo Examen Parcial)Diego CortezÎncă nu există evaluări
- La Instalación de Plantas IGCC en La Refinación deDocument16 paginiLa Instalación de Plantas IGCC en La Refinación deJean Carlos Gonzalez HernandezÎncă nu există evaluări
- Ciip09 1583 1590.2681Document8 paginiCiip09 1583 1590.2681miguel angelÎncă nu există evaluări
- Pellets de Mineral de Hierro EnergizadosDocument6 paginiPellets de Mineral de Hierro EnergizadosNelson HuangalÎncă nu există evaluări
- 1-Principios de CombustiónDocument15 pagini1-Principios de CombustiónkokeinÎncă nu există evaluări
- Modelado de La Gasificación de Flujo ArrastradoDocument7 paginiModelado de La Gasificación de Flujo ArrastradoBrayan AguilarÎncă nu există evaluări
- CorexDocument8 paginiCorexNicolásArévalo100% (2)
- Apagado en Seco Del Coque PDFDocument10 paginiApagado en Seco Del Coque PDFJorge MadiasÎncă nu există evaluări
- Optimización Del Proceso BofDocument30 paginiOptimización Del Proceso BofEdwin Campos LlanosÎncă nu există evaluări
- Ellingham EjerciciosDocument14 paginiEllingham EjerciciosBart FrienderÎncă nu există evaluări
- Termo PaperDocument10 paginiTermo PaperFernando Velásquez PeraltillaÎncă nu există evaluări
- ConclusionDocument5 paginiConclusionWilliamMogollonTavaraÎncă nu există evaluări
- Combustion Industrial de Gas NaturalDocument407 paginiCombustion Industrial de Gas NaturalChristian Aguilar Diaz100% (1)
- 2015 Co-Combustion Carbn Residuos EucaliptoDocument3 pagini2015 Co-Combustion Carbn Residuos EucaliptoEdwin Enrique Corrales IriarteÎncă nu există evaluări
- Juarez Cubas Damaris LAB 6Document7 paginiJuarez Cubas Damaris LAB 6Damaris Juarez CubasÎncă nu există evaluări
- Captura de CO2 Mediante Ciclos de Carbonatación y Calcinación de CaO PDFDocument223 paginiCaptura de CO2 Mediante Ciclos de Carbonatación y Calcinación de CaO PDFRodrigoParraRomano100% (1)
- Gasificación de briquetas de carbón con biomasa:: una alternativa energética sostenibleDe la EverandGasificación de briquetas de carbón con biomasa:: una alternativa energética sostenibleÎncă nu există evaluări
- Ingeniería de la energía eólicaDe la EverandIngeniería de la energía eólicaEvaluare: 4.5 din 5 stele4.5/5 (6)
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSADe la EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSAÎncă nu există evaluări
- La bomba de calor. Fundamentos, tecnología y casos prácticosDe la EverandLa bomba de calor. Fundamentos, tecnología y casos prácticosEvaluare: 3.5 din 5 stele3.5/5 (2)
- Planta de SegregaciónDocument7 paginiPlanta de SegregaciónBrando Vilca TiconaÎncă nu există evaluări
- Preparacion de Muestras MinerasDocument9 paginiPreparacion de Muestras MinerasBrando Vilca TiconaÎncă nu există evaluări
- Tareapractica Crear Papel Membretado para 03 EmpresasDocument5 paginiTareapractica Crear Papel Membretado para 03 EmpresasBrando Vilca TiconaÎncă nu există evaluări
- InoxDocument7 paginiInoxBrando Vilca TiconaÎncă nu există evaluări
- OxicorteDocument7 paginiOxicorteBrando Vilca TiconaÎncă nu există evaluări
- Aplicacion OfwDocument5 paginiAplicacion OfwBrando Vilca TiconaÎncă nu există evaluări
- Crucigrama 1Document3 paginiCrucigrama 1PaulaAndreaSantiagoPovedaÎncă nu există evaluări
- Contrato de Arriendo ElviraDocument3 paginiContrato de Arriendo ElviraSAMILLAN34Încă nu există evaluări
- 1 Memoria Descriptiva PTAR IllanyaDocument4 pagini1 Memoria Descriptiva PTAR IllanyaGregorio Quispe PeñaÎncă nu există evaluări
- OrganizaciÓn Espacial Del Sistema EconÓmicoDocument10 paginiOrganizaciÓn Espacial Del Sistema EconÓmicoJosé LlanosÎncă nu există evaluări
- Manual - ECOMIX 2 Chemical Dispenser v1 5Document28 paginiManual - ECOMIX 2 Chemical Dispenser v1 5pedronavarroÎncă nu există evaluări
- QuinuaDocument222 paginiQuinuaJhoana YucraÎncă nu există evaluări
- CAT - Clinica 2013 Vol 02 PDFDocument343 paginiCAT - Clinica 2013 Vol 02 PDFlito_s19@hotmail.comÎncă nu există evaluări
- Descuento Bancario Odescuento de EfectosDocument4 paginiDescuento Bancario Odescuento de EfectosSelene CamachoÎncă nu există evaluări
- Red Integrada de Transporte UrbanoDocument4 paginiRed Integrada de Transporte UrbanoJuan PabloÎncă nu există evaluări
- Clasificacion de Los ServiciosDocument3 paginiClasificacion de Los ServiciosTErriÎncă nu există evaluări
- Panaderia MarruecosDocument21 paginiPanaderia Marruecossignal006Încă nu există evaluări
- Cocido Catalán (Escudella I Carn D'olla) Receta de Elfornerdealella - CookpadDocument3 paginiCocido Catalán (Escudella I Carn D'olla) Receta de Elfornerdealella - CookpadKim SorianoÎncă nu există evaluări
- Plan-De-Accion de Sistema de Contro InternoDocument13 paginiPlan-De-Accion de Sistema de Contro InternojoseÎncă nu există evaluări
- Invespecialesf 351Document2 paginiInvespecialesf 351Jherfry EspinosaÎncă nu există evaluări
- Práctica 03 - Comportamiento Del Consumidor - 2018 - IDocument8 paginiPráctica 03 - Comportamiento Del Consumidor - 2018 - IRoger TorresÎncă nu există evaluări
- Aprendizaje 18 Evidencia 4Document9 paginiAprendizaje 18 Evidencia 4Sebas Escobar100% (1)
- SoproleDocument7 paginiSoproleAllanAndradeÎncă nu există evaluări
- Cotecoca PDFDocument2 paginiCotecoca PDFJosé Luis SerafínÎncă nu există evaluări
- Control de Flujo Inicial:gestión Temprana Del EquipoDocument10 paginiControl de Flujo Inicial:gestión Temprana Del EquipoclaudioÎncă nu există evaluări
- Contrato de Arrendamiento de Vivienda Vacacional Casa AzulDocument5 paginiContrato de Arrendamiento de Vivienda Vacacional Casa AzulJessica Alejandra ChavarroÎncă nu există evaluări
- Analisis y Presentacion de Resultados IVDocument48 paginiAnalisis y Presentacion de Resultados IVSilvio Gomez GÎncă nu există evaluări
- CUADERNOS INFORMATIVOS SIDOR 1 AL 18 Estructuras MetalicasDocument91 paginiCUADERNOS INFORMATIVOS SIDOR 1 AL 18 Estructuras MetalicasDjRacks100% (1)
- Análisis Quesqui-1Document2 paginiAnálisis Quesqui-1LuisEnriqueGómezÎncă nu există evaluări
- La Contratación Pública en BoliviaDocument10 paginiLa Contratación Pública en BoliviaduranrichardÎncă nu există evaluări
- Cuadro Comparativo de La Comunidad EstructuraDocument2 paginiCuadro Comparativo de La Comunidad EstructuraDiana JCÎncă nu există evaluări
- Libro Inventario y BalancesDocument15 paginiLibro Inventario y BalancesMirian Oliva Del RosarioÎncă nu există evaluări
- Existencia y Representacion Legal CONSTRUCTORADocument5 paginiExistencia y Representacion Legal CONSTRUCTORAVeronica tatiana chavarroÎncă nu există evaluări
- Formularios Anuales ISRDocument12 paginiFormularios Anuales ISROliver Manfredy EscobarÎncă nu există evaluări
- Obligaciones de Dar DineroDocument3 paginiObligaciones de Dar DineroMariana VeraÎncă nu există evaluări
- Diapositivas Sobre Matriz FODA y Estrategias GenericasDocument10 paginiDiapositivas Sobre Matriz FODA y Estrategias Genericasapi-3771058100% (5)