S-ar putea să vă placă și
- Air 20conditioning 20and 20refrigeration 20engineering PDFDocument105 paginiAir 20conditioning 20and 20refrigeration 20engineering PDFMark Joseph BalaresÎncă nu există evaluări
- Rate Analysis Report - Concrete Block MachineAMEX (Version 1)Document21 paginiRate Analysis Report - Concrete Block MachineAMEX (Version 1)Jayaraman KamarajÎncă nu există evaluări
- 1.5 Mini Ice Plant Pre Feasibility StudyDocument4 pagini1.5 Mini Ice Plant Pre Feasibility StudyGeorge Tumaob Calaor83% (29)
- ASHRAE Example Room - Cooling LoadsDocument14 paginiASHRAE Example Room - Cooling LoadsSaiful Islam100% (2)
- 2 Catalog Solid FlameDocument4 pagini2 Catalog Solid FlamenitantharaniÎncă nu există evaluări
- Cooling and Heating Load Calculation Manual Ashrae American Society of Heating, Refrigeration & Air-Conditioning EngineersDocument25 paginiCooling and Heating Load Calculation Manual Ashrae American Society of Heating, Refrigeration & Air-Conditioning EngineersAnthony M. Newton100% (4)
- Energy Audit ReportDocument0 paginiEnergy Audit ReportAndres Fitria FarrelÎncă nu există evaluări
- Refrigerant-Piping Design Guide-McquayDocument91 paginiRefrigerant-Piping Design Guide-Mcquayapi-19789368100% (4)
- Important Indian Boiler RegulationsDocument87 paginiImportant Indian Boiler RegulationsPrakash Kakani100% (2)
- HTRI - Xchanger Suite 7Document2 paginiHTRI - Xchanger Suite 7William AndersonÎncă nu există evaluări
- Integrated Cement Orient Cement ChittapurDocument38 paginiIntegrated Cement Orient Cement Chittapurdurgesh25Încă nu există evaluări
- Feasibility - HDPE Drum - Costing Based On 2011 DataDocument8 paginiFeasibility - HDPE Drum - Costing Based On 2011 DataRammeshwar D Gupta100% (1)
- Best Practices in Thermal Power Plant - EEC Technical Workshop - CompressedDocument63 paginiBest Practices in Thermal Power Plant - EEC Technical Workshop - CompressedThe SWANÎncă nu există evaluări
- 8.8 Boiler Efficiency TestDocument17 pagini8.8 Boiler Efficiency TestRINJUÎncă nu există evaluări
- Thermodynamics and Heat Powered CyclesDocument677 paginiThermodynamics and Heat Powered Cyclesวรศิษฐ์ อ๋องÎncă nu există evaluări
- China Shandong Ruyi Sahiwal of Pakistan 2×660MW Coal-Fired Power Station Project 1 Boiler, Set To Start The Debugger StepsDocument32 paginiChina Shandong Ruyi Sahiwal of Pakistan 2×660MW Coal-Fired Power Station Project 1 Boiler, Set To Start The Debugger StepsJawad HussainÎncă nu există evaluări
- Comparing Boiler Efficiency Calculation MethodsDocument21 paginiComparing Boiler Efficiency Calculation Methodsวรศิษฐ์ อ๋องÎncă nu există evaluări
- PPS 1005Document6 paginiPPS 1005Boom08Încă nu există evaluări
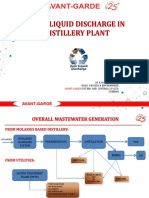
- Avant-Garde Mr. K Mohan KumarDocument46 paginiAvant-Garde Mr. K Mohan KumarSivakumar SelvarajÎncă nu există evaluări
- DR NTTPSDocument41 paginiDR NTTPSnagasuresh100% (1)
- Pulp and Paper Industry: Energy ConservationDe la EverandPulp and Paper Industry: Energy ConservationEvaluare: 4.5 din 5 stele4.5/5 (2)
- 01 - Cust - TRNG - Dec PDFDocument52 pagini01 - Cust - TRNG - Dec PDFLakshmi NarayanÎncă nu există evaluări
- Kawasaki Waste Heat Recovery Cement Plant PDFDocument28 paginiKawasaki Waste Heat Recovery Cement Plant PDFKaruppuswamy Palanisamy100% (1)
- Energy Saving in Steam Systems.Document34 paginiEnergy Saving in Steam Systems.babis1980Încă nu există evaluări
- NTPC Training ReportDocument39 paginiNTPC Training ReportAshish Singh73% (15)
- EE Benchmarking For Cement IndustrysDocument41 paginiEE Benchmarking For Cement Industrysshoaibhassan23100% (2)
- 100 KLD STP New-1Document13 pagini100 KLD STP New-1Anjita KumariÎncă nu există evaluări
- Economiser LiteratureDocument7 paginiEconomiser LiteratureSteve M D'souzaÎncă nu există evaluări
- Cat CG260Document8 paginiCat CG260Daniel ZhangÎncă nu există evaluări
- DW Success StoryDocument2 paginiDW Success StorySallyÎncă nu există evaluări
- Steam Tip Sheet #13Document2 paginiSteam Tip Sheet #13Muhammad NaeemÎncă nu există evaluări
- Cat cG132: Series Gas Generator SetsDocument8 paginiCat cG132: Series Gas Generator SetsCesário GuimarãesÎncă nu există evaluări
- GE Energy: Gas Turbine (60Hz)Document2 paginiGE Energy: Gas Turbine (60Hz)Rolando Antonio Cuenca PironaÎncă nu există evaluări
- Tappi EnergyDocument38 paginiTappi EnergyHarold Edmundo Calvache VallejoÎncă nu există evaluări
- DC Pro PresentationDocument33 paginiDC Pro PresentationKhizerÎncă nu există evaluări
- Recover Heat From Boiler BlowdownDocument2 paginiRecover Heat From Boiler BlowdownJAY PARIKHÎncă nu există evaluări
- Steam Boiler - Fluidized BedDocument10 paginiSteam Boiler - Fluidized BedEdhi SutantoÎncă nu există evaluări
- Energy Efficiency Improvements in Melting Furnaces: BackgroundDocument4 paginiEnergy Efficiency Improvements in Melting Furnaces: Backgroundshubhendra89Încă nu există evaluări
- Steam Tip Sheet #7Document2 paginiSteam Tip Sheet #7Muhammad NaeemÎncă nu există evaluări
- Low Steam Cane - Almoiz Industries Road To SuccessDocument9 paginiLow Steam Cane - Almoiz Industries Road To SuccessArif ShafiÎncă nu există evaluări
- JK Lakshmi Cement LTD: 10 National Award For Excellence in Energy Management-2009Document25 paginiJK Lakshmi Cement LTD: 10 National Award For Excellence in Energy Management-2009albeta01Încă nu există evaluări
- DEMM0032 Technical Summary DocumentDocument2 paginiDEMM0032 Technical Summary DocumentSaeed MohammedÎncă nu există evaluări
- Berlin Presentation RsDocument47 paginiBerlin Presentation RsH RahulÎncă nu există evaluări
- TRAINNINGDocument19 paginiTRAINNINGamit kumar sahuÎncă nu există evaluări
- GE Energy: Gas Turbine (60Hz)Document2 paginiGE Energy: Gas Turbine (60Hz)Rolando Antonio Cuenca PironaÎncă nu există evaluări
- Datasheet HCL Small Systems 4Document4 paginiDatasheet HCL Small Systems 4Lalit VashistaÎncă nu există evaluări
- 4 - AlNoaimi - Estimation of Industrial Water Demand in BahrainDocument30 pagini4 - AlNoaimi - Estimation of Industrial Water Demand in BahrainBun RongÎncă nu există evaluări
- GE Energy: Gas Turbine (50Hz)Document2 paginiGE Energy: Gas Turbine (50Hz)Rolando Antonio Cuenca PironaÎncă nu există evaluări
- GB Engineering Enterprises Private Limited: Company ProfileDocument48 paginiGB Engineering Enterprises Private Limited: Company ProfileS.KAMBANÎncă nu există evaluări
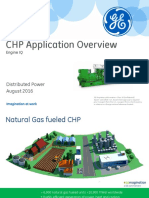
- CHP 2022Document60 paginiCHP 2022Love Kishor BistÎncă nu există evaluări
- 52 - JB CHP Trigen - V01Document33 pagini52 - JB CHP Trigen - V01July E. Maldonado M.Încă nu există evaluări
- Clean Fuel TechnologyDocument7 paginiClean Fuel TechnologyGarry DavidÎncă nu există evaluări
- THM Gas Turbines - MAN Diesel & TurboDocument6 paginiTHM Gas Turbines - MAN Diesel & TurboOxsidays 13Încă nu există evaluări
- G&C - Monolithic Refractories PDFDocument8 paginiG&C - Monolithic Refractories PDFWalmansilalahiÎncă nu există evaluări
- Clean Boiler Water-Side Heat Transfer Surfaces: Monitor Flue Gas TemperatureDocument2 paginiClean Boiler Water-Side Heat Transfer Surfaces: Monitor Flue Gas Temperaturewaheed2286Încă nu există evaluări
- Thermal Oil Heater - Fluidized BedDocument10 paginiThermal Oil Heater - Fluidized BedEdhi Sutanto100% (2)
- Focus On Energy Business Programs Deemed Savings CalculationDocument8 paginiFocus On Energy Business Programs Deemed Savings Calculationhelmi dadangÎncă nu există evaluări
- #70. Putland-Sciberras-Hard Rock-Crush It or Let It Break Itself-Thumbnail-Thumbnail-Thumbnail-ThumbnailDocument24 pagini#70. Putland-Sciberras-Hard Rock-Crush It or Let It Break Itself-Thumbnail-Thumbnail-Thumbnail-Thumbnailtekton98Încă nu există evaluări
- CHP Sizing and Techno-Economics: DR Cliff Dansoh: Senior Lecturer - Renewable EnergyDocument56 paginiCHP Sizing and Techno-Economics: DR Cliff Dansoh: Senior Lecturer - Renewable Energyhiba zianeÎncă nu există evaluări
- Hoja Tecnica Caterpillar CM25 60HzDocument2 paginiHoja Tecnica Caterpillar CM25 60HzJose FavaÎncă nu există evaluări
- Present NoeraDocument12 paginiPresent NoeraOtuagaÎncă nu există evaluări
- Ultramega Projects in IndiaDocument19 paginiUltramega Projects in India123harsh123Încă nu există evaluări
- MG6000E IBEDC Nigeria10 2022Document10 paginiMG6000E IBEDC Nigeria10 2022Mubarak AleemÎncă nu există evaluări
- Cytec Solutions 2013 32Document1 paginăCytec Solutions 2013 32aktivrudarpÎncă nu există evaluări
- Cost Comparison - Carmel Hights - 18 02 2019Document9 paginiCost Comparison - Carmel Hights - 18 02 2019Azher IrfanÎncă nu există evaluări
- Chimedza W: Boiler Blowdown Heat Recovery ProjectDocument34 paginiChimedza W: Boiler Blowdown Heat Recovery ProjectBlessed ZiyambeÎncă nu există evaluări
- HH EnglishDocument8 paginiHH EnglishAamer Manzoor AhmadÎncă nu există evaluări
- Hindustan Petroleum Corporation Limited Mumbai RefineryDocument8 paginiHindustan Petroleum Corporation Limited Mumbai RefinerySiddharth JainÎncă nu există evaluări
- CII Excellence in Water Management 2008 Ashok Leyland HosurIIDocument17 paginiCII Excellence in Water Management 2008 Ashok Leyland HosurIIStupidshowÎncă nu există evaluări
- Yokota MhiDocument35 paginiYokota MhiElliott Russell100% (1)
- Introduction WorldEnergyDocument48 paginiIntroduction WorldEnergyfuad aliÎncă nu există evaluări
- FXVQ-NTL (Edmt391613) (En)Document60 paginiFXVQ-NTL (Edmt391613) (En)Arthur OliveiraÎncă nu există evaluări
- Cooling BedDocument47 paginiCooling BedSubrata ChakrabortyÎncă nu există evaluări
- Performance Improvement of Boilers - BHELDocument22 paginiPerformance Improvement of Boilers - BHELdillipsh123Încă nu există evaluări
- Project Cost EstimateDocument4 paginiProject Cost EstimateVinay MalpaniÎncă nu există evaluări
- Designation: D695 15 Standard Test Method For Compressive Properties of Rigid Plastics 1Document9 paginiDesignation: D695 15 Standard Test Method For Compressive Properties of Rigid Plastics 1วรศิษฐ์ อ๋องÎncă nu există evaluări
- A Comparative Study On The Components Fabricated by Injection Moulding and FDM 3d Printing ProcessDocument6 paginiA Comparative Study On The Components Fabricated by Injection Moulding and FDM 3d Printing Processวรศิษฐ์ อ๋องÎncă nu există evaluări
- A Comparative Study On The Components Fabricated by Injection Moulding and FDM 3d Printing ProcessDocument6 paginiA Comparative Study On The Components Fabricated by Injection Moulding and FDM 3d Printing Processวรศิษฐ์ อ๋องÎncă nu există evaluări
- Analysis of Mechanical Behavior of 3D Printed ABS Parts by ExperimentsDocument9 paginiAnalysis of Mechanical Behavior of 3D Printed ABS Parts by ExperimentssharuziÎncă nu există evaluări
- Analyzing The Tensile, Compressive, and Flexural Properties of 3d Printed Abs p430 PlasticDocument12 paginiAnalyzing The Tensile, Compressive, and Flexural Properties of 3d Printed Abs p430 Plasticวรศิษฐ์ อ๋องÎncă nu există evaluări
- Boiler Efficiency Guide PDFDocument24 paginiBoiler Efficiency Guide PDFAsnfiasnfd FenfeÎncă nu există evaluări
- US4926722 Quick-Action Bar ClampDocument8 paginiUS4926722 Quick-Action Bar Clampวรศิษฐ์ อ๋องÎncă nu există evaluări
- The Autoclave Knowledge Bank: Your Impartial Guide To Autoclave SelectionDocument38 paginiThe Autoclave Knowledge Bank: Your Impartial Guide To Autoclave Selectionวรศิษฐ์ อ๋องÎncă nu există evaluări
- A Matlab Toolbox For Thermodynamic Property Evaluation PDFDocument12 paginiA Matlab Toolbox For Thermodynamic Property Evaluation PDFวรศิษฐ์ อ๋องÎncă nu există evaluări
- 01 - Ashrae - AerodynamicsDocument52 pagini01 - Ashrae - Aerodynamicsวรศิษฐ์ อ๋องÎncă nu există evaluări
- CLTD Method PaperDocument10 paginiCLTD Method Paperวรศิษฐ์ อ๋อง100% (1)
- Siemens PLM NX Thermal Fs Y3Document4 paginiSiemens PLM NX Thermal Fs Y3วรศิษฐ์ อ๋องÎncă nu există evaluări
- Design Cooling Load: No More "Survival of The Fittest" Occupant?Document14 paginiDesign Cooling Load: No More "Survival of The Fittest" Occupant?วรศิษฐ์ อ๋องÎncă nu există evaluări
- A0360106 PDFDocument6 paginiA0360106 PDFdimchienÎncă nu există evaluări
- Mebs6006 0910 04-LoadDocument66 paginiMebs6006 0910 04-LoadLeonardo Oliveira FariaÎncă nu există evaluări
- h47751 Hfc134a Thermo Prop Eng PDFDocument36 paginih47751 Hfc134a Thermo Prop Eng PDFวรศิษฐ์ อ๋องÎncă nu există evaluări
- ANSYS Fluent Tutorial Guide r170Document1.242 paginiANSYS Fluent Tutorial Guide r170วรศิษฐ์ อ๋องÎncă nu există evaluări
- Pre-Analysis: Example: Steady One-Dimensional Heat Conduction in A BarDocument12 paginiPre-Analysis: Example: Steady One-Dimensional Heat Conduction in A Barวรศิษฐ์ อ๋องÎncă nu există evaluări
- HFC-134a SI PDFDocument30 paginiHFC-134a SI PDFวรศิษฐ์ อ๋องÎncă nu există evaluări
- Evaluation of Cold Storage Insulation by Thermal Images AnalysisDocument9 paginiEvaluation of Cold Storage Insulation by Thermal Images Analysisวรศิษฐ์ อ๋องÎncă nu există evaluări
- Evaporative Cooling (Energy Engineering)Document15 paginiEvaporative Cooling (Energy Engineering)วรศิษฐ์ อ๋องÎncă nu există evaluări
- Three Phase Water Boiler 2253n42Document8 paginiThree Phase Water Boiler 2253n42วรศิษฐ์ อ๋องÎncă nu există evaluări
- Mk8 MM Manual 19.05.2020Document395 paginiMk8 MM Manual 19.05.2020Navin RobertÎncă nu există evaluări
- Honeywell EconomizersDocument192 paginiHoneywell EconomizersMartin BourgonÎncă nu există evaluări
- ASHRAE 2011 Gaseous and Particulate Contamination Guidelines For Data CentersDocument22 paginiASHRAE 2011 Gaseous and Particulate Contamination Guidelines For Data Centersrc100% (1)
- Engineering Design and Exergy Analyses For Combustion Gas Turbine Based Power Generation SystemDocument23 paginiEngineering Design and Exergy Analyses For Combustion Gas Turbine Based Power Generation SystemInemie-ebi NiweighaÎncă nu există evaluări
- Initial Filling HRSG Valve PositionDocument8 paginiInitial Filling HRSG Valve Positionmuhammad fawaz abizarÎncă nu există evaluări
- Sabey IGS Turnkey BrochureDocument4 paginiSabey IGS Turnkey BrochuresabeyincÎncă nu există evaluări
- Oska8581 KDocument16 paginiOska8581 KGökay DalÎncă nu există evaluări
- Acknowledgement: A Traning Report ON Thermal Power Plant Familiarisation at NTPC DadriDocument18 paginiAcknowledgement: A Traning Report ON Thermal Power Plant Familiarisation at NTPC DadriswadeshyadavÎncă nu există evaluări
- A Study On Operation And-Maintenance of Mechanical and Power Generation Equipment at Rim Dyeing LTDDocument92 paginiA Study On Operation And-Maintenance of Mechanical and Power Generation Equipment at Rim Dyeing LTDshakib nazmusÎncă nu există evaluări
- Review of Related Literature Rev 3Document21 paginiReview of Related Literature Rev 3Richelle Piollo0% (1)
- SOPDocument29 paginiSOPKeniBataraÎncă nu există evaluări
- Depreciation Rates As Per Income Tax ActDocument19 paginiDepreciation Rates As Per Income Tax Actpankajadv67% (3)
- INPAC-1 - 50 Ton Capacity CatalogoDocument44 paginiINPAC-1 - 50 Ton Capacity CatalogolazaroÎncă nu există evaluări
- York Usa Pac 3 - 6.3 TRDocument44 paginiYork Usa Pac 3 - 6.3 TRDANISHÎncă nu există evaluări
- Yaes SB Qpak SB Inst - Comm.oper - MainDocument76 paginiYaes SB Qpak SB Inst - Comm.oper - Maindavidegazzini100% (1)
- Whrs ManualDocument41 paginiWhrs ManualAKHLESH JHALLAREÎncă nu există evaluări
- SS InPac Catalog OptDocument48 paginiSS InPac Catalog OptolanlibreÎncă nu există evaluări
- Commech Series: Manufactured EquipmentDocument12 paginiCommech Series: Manufactured EquipmentjeffersonBRÎncă nu există evaluări
- YVAA History 7 Data 17th Aug. 2019Document5 paginiYVAA History 7 Data 17th Aug. 2019محمد عليÎncă nu există evaluări
- Building Re-Tuning Training Guide: AHU Minimum Outdoor-Air OperationDocument9 paginiBuilding Re-Tuning Training Guide: AHU Minimum Outdoor-Air OperationSundar RamasamyÎncă nu există evaluări
- PSD 01 2018 50 48 Ua Uh 135 205Document65 paginiPSD 01 2018 50 48 Ua Uh 135 205Constantin294Încă nu există evaluări