S-ar putea să vă placă și
- Project Title: Study and Design of A Mechanical SealDocument19 paginiProject Title: Study and Design of A Mechanical Sealsyed MohammedÎncă nu există evaluări
- Sealing Extreme Cold Application - FSADocument3 paginiSealing Extreme Cold Application - FSASulaiman Kadher KÎncă nu există evaluări
- Fitting InstructionDocument6 paginiFitting InstructionAan Sarkasi AmdÎncă nu există evaluări
- JC 2648 Seal IOM Manual PDFDocument4 paginiJC 2648 Seal IOM Manual PDFRené Mora-CasalÎncă nu există evaluări
- Seal Friction Parker SealsDocument6 paginiSeal Friction Parker SealsChristian MavarezÎncă nu există evaluări
- Explosive DecompressionDocument11 paginiExplosive DecompressionAndrey EkkertÎncă nu există evaluări
- Recommendation For Elimination of Lead Filling in Target FlangesDocument10 paginiRecommendation For Elimination of Lead Filling in Target FlangesYoung Su KoÎncă nu există evaluări
- ISOMAG - Pump - Zone - Reprint-Bearing Protection DevicesDocument5 paginiISOMAG - Pump - Zone - Reprint-Bearing Protection DevicesChandra SimanjuntakÎncă nu există evaluări
- Actuator DX PDFDocument6 paginiActuator DX PDFFelix Enrique MoratayaÎncă nu există evaluări
- Presentación DuPont Agrícolas 2015Document19 paginiPresentación DuPont Agrícolas 2015GambeatÎncă nu există evaluări
- Protech Seal BrochureDocument10 paginiProtech Seal BrochureRodrigo Jechéla Barrios0% (1)
- Otc 21973 MS P PDFDocument7 paginiOtc 21973 MS P PDFLucilene MaduroÎncă nu există evaluări
- Velan Pressure Seal Valve CatalogDocument4 paginiVelan Pressure Seal Valve CatalogulfatÎncă nu există evaluări
- Mar14 PDFDocument2 paginiMar14 PDFsudhindra_tiwariÎncă nu există evaluări
- Piping Plan Designs For Pressurised Dual Mechanical Seals 1680216954Document9 paginiPiping Plan Designs For Pressurised Dual Mechanical Seals 1680216954Stenlyn LayaÎncă nu există evaluări
- New Material Seals Better On HVOF CoatingsDocument2 paginiNew Material Seals Better On HVOF Coatingssandbad2100% (2)
- Coax Rotary Joint PDFDocument8 paginiCoax Rotary Joint PDFBarlin TimesÎncă nu există evaluări
- Thread CoatingsDocument7 paginiThread CoatingsSumeet SainiÎncă nu există evaluări
- Gas Loads Elastomer-Metal SealsDocument4 paginiGas Loads Elastomer-Metal SealsEduardo LopesÎncă nu există evaluări
- m7n Eagle Burgmann Mechancal SealDocument23 paginim7n Eagle Burgmann Mechancal SealStathis MoumousisÎncă nu există evaluări
- Valqua CatalogDocument44 paginiValqua CatalogzatenneÎncă nu există evaluări
- Mech Seals Selection Guide 2Document6 paginiMech Seals Selection Guide 2taghdirimÎncă nu există evaluări
- Eagle Report 4Document34 paginiEagle Report 4Priya Pawar100% (1)
- E04 Using Kalsi Seals in Washpipe AssembliesDocument17 paginiE04 Using Kalsi Seals in Washpipe AssembliesSuresh Kumar MittapalliÎncă nu există evaluări
- Valvulas Compuerta FipDocument15 paginiValvulas Compuerta FipSalvador Espino100% (1)
- Gw/Baw: Flow Solutions DivisionDocument2 paginiGw/Baw: Flow Solutions DivisionLuis CuaxiloÎncă nu există evaluări
- Sealing Sense: Where Mechanical Seals Meet Pumps: What Is The Next Generation?Document3 paginiSealing Sense: Where Mechanical Seals Meet Pumps: What Is The Next Generation?madairkifÎncă nu există evaluări
- Sealing Concept-RwDocument20 paginiSealing Concept-RwnuradiadnanÎncă nu există evaluări
- 100 Mechanical SealsDocument20 pagini100 Mechanical SealsDeepa VpÎncă nu există evaluări
- L Uk SugarDocument16 paginiL Uk SugarnarupvÎncă nu există evaluări
- MECO HB Leaflet ENG PDFDocument4 paginiMECO HB Leaflet ENG PDFdilgo02Încă nu există evaluări
- MagnumDocument16 paginiMagnumgacm98100% (1)
- Pressurized Mech Seals Piping PlansDocument9 paginiPressurized Mech Seals Piping PlanssachinumaryeÎncă nu există evaluări
- Royal Purple BarrierDocument14 paginiRoyal Purple BarrierAnonymous H3I29yjÎncă nu există evaluări
- John Crane Type FFETDocument6 paginiJohn Crane Type FFETUntung S PrawotoÎncă nu există evaluări
- Model 500 GV CatalogDocument4 paginiModel 500 GV CatalogYuda100% (1)
- Api 23Document3 paginiApi 23sapu11jagat5855Încă nu există evaluări
- SUBSEA TREE DESIGN DATA (Includes Wellhead/Downhole) No. System Design Requirements CommentsDocument3 paginiSUBSEA TREE DESIGN DATA (Includes Wellhead/Downhole) No. System Design Requirements CommentsMartinus LuckyantoÎncă nu există evaluări
- Gate Valve Wedge PDFDocument5 paginiGate Valve Wedge PDFpvsreddy2002Încă nu există evaluări
- EagleBurgmann H7N enDocument5 paginiEagleBurgmann H7N enbryandownÎncă nu există evaluări
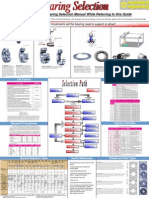
- What Loads or Movements Will The Bearing Need To Support or Allow?Document1 paginăWhat Loads or Movements Will The Bearing Need To Support or Allow?subhampce085Încă nu există evaluări
- EagleBurgmann - Cartex Single Seals - ENDocument5 paginiEagleBurgmann - Cartex Single Seals - ENsaroat moongwattanaÎncă nu există evaluări
- TD 5610V 5610VQ 5620VP 2PG BW Oct2015Document2 paginiTD 5610V 5610VQ 5620VP 2PG BW Oct2015Pham Thien TruongÎncă nu există evaluări
- TYPE 1604/2609/3609: First Edition API 682 Type C Sealol Metal Bellows SealsDocument6 paginiTYPE 1604/2609/3609: First Edition API 682 Type C Sealol Metal Bellows SealsKapa KamalakarÎncă nu există evaluări
- Otc20820 - Taking The Gas Lift Valves To A New Level of RealiabilityDocument5 paginiOtc20820 - Taking The Gas Lift Valves To A New Level of Realiabilityomatiaspe2328Încă nu există evaluări
- FSD101eng FSG Seals Catalog A4Document64 paginiFSD101eng FSG Seals Catalog A4ASHOKÎncă nu există evaluări
- OTC 21226 Roncador P-52 Hybrid Riser Review: Key Concepts, Construction and Installation ChallengesDocument11 paginiOTC 21226 Roncador P-52 Hybrid Riser Review: Key Concepts, Construction and Installation ChallengesRasheed YusufÎncă nu există evaluări
- Mechanical SealsDocument38 paginiMechanical SealsAneeq EhrarÎncă nu există evaluări
- Mj-1645-Us Expanding Gate Valve MJDocument16 paginiMj-1645-Us Expanding Gate Valve MJgm_revankar3942Încă nu există evaluări
- PV LimitDocument9 paginiPV Limitadam100% (1)
- Danfoss Safety Relief Valves For Industrial Refrigeration PDFDocument66 paginiDanfoss Safety Relief Valves For Industrial Refrigeration PDFHyeong-Ho KimÎncă nu există evaluări
- Uk Coding ScrewsDocument14 paginiUk Coding ScrewsAan Sarkasi Amd100% (1)
- Formato Caja de ChokeDocument1 paginăFormato Caja de ChokeDaniel Camargo PérezÎncă nu există evaluări
- Nord Lock Washers InfoDocument8 paginiNord Lock Washers InfoMaclean ArthurÎncă nu există evaluări
- RTJ Catalogue Rev1Document9 paginiRTJ Catalogue Rev1steventrigochasin3537Încă nu există evaluări
- VGS10 4 1 9 PDFDocument1 paginăVGS10 4 1 9 PDFSefa ZumbulÎncă nu există evaluări
- Api 52Document3 paginiApi 52Sofiane HalimiÎncă nu există evaluări
- Containment Seals For Api 682 Second Edition: by Peter E. BowdenDocument18 paginiContainment Seals For Api 682 Second Edition: by Peter E. BowdenMichael J. BaneÎncă nu există evaluări
- A5 1 FrostDocument13 paginiA5 1 FrostAgustin A.Încă nu există evaluări
- HighVoltageRewinds Howell 0613pDocument12 paginiHighVoltageRewinds Howell 0613pandres monederoÎncă nu există evaluări
- Manual Best Management PortsDocument156 paginiManual Best Management PortsAchraf DouiriÎncă nu există evaluări
- SOP Templates 03Document1 paginăSOP Templates 03MachineryengÎncă nu există evaluări
- Seal Design GuideDocument119 paginiSeal Design GuideaytepeÎncă nu există evaluări
- Lip Seal Installation PDFDocument11 paginiLip Seal Installation PDFMachineryengÎncă nu există evaluări
- ESA Best Available Techniques Issue 1Document4 paginiESA Best Available Techniques Issue 1vprochockyÎncă nu există evaluări
- JC Gasket CranfoilDocument2 paginiJC Gasket CranfoilMachineryengÎncă nu există evaluări
- SOP Number Insert Number: Standard Operating ProcedureDocument2 paginiSOP Number Insert Number: Standard Operating ProcedureLawÎncă nu există evaluări
- Norsok ST 2001Document131 paginiNorsok ST 2001mamounsdÎncă nu există evaluări
- HA Series Hydraulic Amplifier Electrical - Installation Operation Manual - Rev FDocument25 paginiHA Series Hydraulic Amplifier Electrical - Installation Operation Manual - Rev FMachineryeng0% (1)
- Hsg253 The Safe Isolation of Plant and EquipmentDocument81 paginiHsg253 The Safe Isolation of Plant and EquipmentRichard HollidayÎncă nu există evaluări
- Steam TurbinesDocument8 paginiSteam Turbinesspalaniyandi100% (1)
- Compressor MountingDocument41 paginiCompressor MountingjmacarroÎncă nu există evaluări
- Api 617 CameronDocument31 paginiApi 617 CameronMachineryengÎncă nu există evaluări
- Creating A World That Doesnt BreakdownDocument23 paginiCreating A World That Doesnt BreakdownmersiumÎncă nu există evaluări
- Pit Ot Tube Pump TechnologyDocument12 paginiPit Ot Tube Pump TechnologymariasofiarossiÎncă nu există evaluări
- Compressor Performance Test Procedure Shaybah Rev.2 BorsigDocument23 paginiCompressor Performance Test Procedure Shaybah Rev.2 BorsigMachineryengÎncă nu există evaluări
- BZM Centrifugal CompressorDocument16 paginiBZM Centrifugal CompressorMachineryengÎncă nu există evaluări
- Borsig BZM - 2016 - EngDocument84 paginiBorsig BZM - 2016 - EngMachineryengÎncă nu există evaluări
- Compressor Turbo-Air API a4-IRDocument12 paginiCompressor Turbo-Air API a4-IRMachineryengÎncă nu există evaluări
- BORSIG Valve PresentationDocument18 paginiBORSIG Valve PresentationMachineryengÎncă nu există evaluări
- UtilityDocument8 paginiUtilityAmit JainÎncă nu există evaluări
- HA Series Hydraulic Amplifier Electrical - Installation Operation Manual - Rev FDocument25 paginiHA Series Hydraulic Amplifier Electrical - Installation Operation Manual - Rev FMachineryeng0% (1)
- Lifts and Hoists Maintenance Tasks PDFDocument19 paginiLifts and Hoists Maintenance Tasks PDFMachineryengÎncă nu există evaluări
- Perf Improv To Aches Rev 0Document16 paginiPerf Improv To Aches Rev 0Poncho RmzÎncă nu există evaluări
- Burgmann Quick Guide To Identifying Mechanical Seal FailuresDocument1 paginăBurgmann Quick Guide To Identifying Mechanical Seal FailuresakabbaraÎncă nu există evaluări
- Lifiting Chain Size Referance PDFDocument1 paginăLifiting Chain Size Referance PDFMachineryengÎncă nu există evaluări
- SVS.435 Steam Turbine Control UpgradesDocument4 paginiSVS.435 Steam Turbine Control UpgradesMachineryengÎncă nu există evaluări
- Selection of Material Nace - H2S - Technical Paper PDFDocument21 paginiSelection of Material Nace - H2S - Technical Paper PDFajaysharma_1009Încă nu există evaluări
- Croatia: Approved Port Facilities in CroatiaDocument1 paginăCroatia: Approved Port Facilities in CroatiaАлександрÎncă nu există evaluări
- Freezing Point Depression and Boiling Point Elevation LabDocument4 paginiFreezing Point Depression and Boiling Point Elevation LabBeatrice Dominique Caragay25% (4)
- Concrete Mix Design 10Document1 paginăConcrete Mix Design 10Rexter UnabiaÎncă nu există evaluări
- Curriculam Vitae: ObjectiveDocument4 paginiCurriculam Vitae: ObjectiveSachin DeoÎncă nu există evaluări
- FMS 2009 Question Paper and Answer KeyDocument6 paginiFMS 2009 Question Paper and Answer KeyHarish PotterÎncă nu există evaluări
- ABSORPTION AND SP GRAVITY fine agg. QC 467,468- 19-11-2020 العلمين PDFDocument1 paginăABSORPTION AND SP GRAVITY fine agg. QC 467,468- 19-11-2020 العلمين PDFjajajajÎncă nu există evaluări
- 03 Transformers CT VTDocument10 pagini03 Transformers CT VTEnrique G.Încă nu există evaluări
- Lec8 SecondOrder PDFDocument61 paginiLec8 SecondOrder PDFPhan Phuong NgocÎncă nu există evaluări
- Hexadecimal To DecimalDocument7 paginiHexadecimal To DecimalMushfik ArafatÎncă nu există evaluări
- Batteries and Primitive Survival Ebook 2008+ PDFDocument333 paginiBatteries and Primitive Survival Ebook 2008+ PDFOceanÎncă nu există evaluări
- Transistor IRFP350Document7 paginiTransistor IRFP350MiguelAngelCedanoBurrolaÎncă nu există evaluări
- Error Codes Samsung SL Fin 501l 502lDocument33 paginiError Codes Samsung SL Fin 501l 502lcesar salasÎncă nu există evaluări
- Li-Fi Industries Communication Using Laser Media in Open SpaceDocument61 paginiLi-Fi Industries Communication Using Laser Media in Open SpaceVinothKumar100% (1)
- A Simulation of Attempts To Influence Crowd Dynamics'Document6 paginiA Simulation of Attempts To Influence Crowd Dynamics'KhairulÎncă nu există evaluări
- ASTM Data and ControlDocument141 paginiASTM Data and ControlYohanes Ronny100% (1)
- Data SheetDocument5 paginiData Sheetsongtu2552Încă nu există evaluări
- Digi Centre Operational TechnologyDocument6 paginiDigi Centre Operational Technologymtrego94410% (2)
- VSSUT (EEE) SyllabusDocument47 paginiVSSUT (EEE) SyllabusAshutosh GuptaÎncă nu există evaluări
- Curriculum Vitae: Dr.N.PRABHU, M.SC., M.Phil, PH.DDocument6 paginiCurriculum Vitae: Dr.N.PRABHU, M.SC., M.Phil, PH.DPavanÎncă nu există evaluări
- Assign 3Document9 paginiAssign 3Yudha PP0% (1)
- Clevo d900c Sager Np9260 Np9261Document100 paginiClevo d900c Sager Np9260 Np9261Doru RazvanÎncă nu există evaluări
- Riso Rp310 Panel MessagesDocument44 paginiRiso Rp310 Panel MessagesKhin Zaw50% (2)
- MMPB 730 RerollDocument4 paginiMMPB 730 RerollLuis Padilla SandovalÎncă nu există evaluări
- Fabshield Offshore 71ni-1Document2 paginiFabshield Offshore 71ni-1Anonymous ejnktktkY7Încă nu există evaluări
- Pravin Yesubon.Y: and Social Responsibility (PSSR) and Personal Survival Techniques (PST)Document2 paginiPravin Yesubon.Y: and Social Responsibility (PSSR) and Personal Survival Techniques (PST)shaÎncă nu există evaluări
- Noise and VibrationDocument14 paginiNoise and VibrationABHISHEK V GOWDAÎncă nu există evaluări
- Código BoogaDocument138 paginiCódigo BoogaJazmin SeguelÎncă nu există evaluări
- Check List For Chilled Water Secondary Pump: Sl. No Description RemarksDocument2 paginiCheck List For Chilled Water Secondary Pump: Sl. No Description Remarkssiruslara6491Încă nu există evaluări
- ICE Annex A Methodologies For RecyclingDocument17 paginiICE Annex A Methodologies For RecyclingChai Lin NyokÎncă nu există evaluări
- NEOCLASSICAL CITY PlanningDocument10 paginiNEOCLASSICAL CITY PlanningAfrahÎncă nu există evaluări
- A Practical Handbook for Drilling Fluids ProcessingDe la EverandA Practical Handbook for Drilling Fluids ProcessingÎncă nu există evaluări
- Well Integrity for Workovers and RecompletionsDe la EverandWell Integrity for Workovers and RecompletionsEvaluare: 5 din 5 stele5/5 (3)
- Flow Analysis for Hydrocarbon Pipeline EngineeringDe la EverandFlow Analysis for Hydrocarbon Pipeline EngineeringÎncă nu există evaluări
- Pocket Guide to Flanges, Fittings, and Piping DataDe la EverandPocket Guide to Flanges, Fittings, and Piping DataEvaluare: 3.5 din 5 stele3.5/5 (22)
- Practical Reservoir Engineering and CharacterizationDe la EverandPractical Reservoir Engineering and CharacterizationEvaluare: 4.5 din 5 stele4.5/5 (3)
- Abrasive Water Jet Perforation and Multi-Stage FracturingDe la EverandAbrasive Water Jet Perforation and Multi-Stage FracturingÎncă nu există evaluări
- Well Control for Completions and InterventionsDe la EverandWell Control for Completions and InterventionsEvaluare: 4 din 5 stele4/5 (10)
- Machine Learning Guide for Oil and Gas Using Python: A Step-by-Step Breakdown with Data, Algorithms, Codes, and ApplicationsDe la EverandMachine Learning Guide for Oil and Gas Using Python: A Step-by-Step Breakdown with Data, Algorithms, Codes, and ApplicationsEvaluare: 4 din 5 stele4/5 (4)
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesDe la EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesEvaluare: 4 din 5 stele4/5 (2)
- Casing and Liners for Drilling and Completion: Design and ApplicationDe la EverandCasing and Liners for Drilling and Completion: Design and ApplicationEvaluare: 5 din 5 stele5/5 (3)
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesDe la EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesÎncă nu există evaluări
- Advanced Biomass Gasification: New Concepts for Efficiency Increase and Product FlexibilityDe la EverandAdvanced Biomass Gasification: New Concepts for Efficiency Increase and Product FlexibilityEvaluare: 3 din 5 stele3/5 (2)
- Well Testing Project Management: Onshore and Offshore OperationsDe la EverandWell Testing Project Management: Onshore and Offshore OperationsÎncă nu există evaluări
- Fundamentals and Applications of Bionic Drilling FluidsDe la EverandFundamentals and Applications of Bionic Drilling FluidsÎncă nu există evaluări
- Guide to the Practical Use of Chemicals in Refineries and PipelinesDe la EverandGuide to the Practical Use of Chemicals in Refineries and PipelinesEvaluare: 5 din 5 stele5/5 (1)
- The Petroleum Engineering Handbook: Sustainable OperationsDe la EverandThe Petroleum Engineering Handbook: Sustainable OperationsEvaluare: 3.5 din 5 stele3.5/5 (5)
- Heat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsDe la EverandHeat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsEvaluare: 4 din 5 stele4/5 (6)
- Advanced Production Decline Analysis and ApplicationDe la EverandAdvanced Production Decline Analysis and ApplicationEvaluare: 3.5 din 5 stele3.5/5 (4)
- Heavy and Extra-heavy Oil Upgrading TechnologiesDe la EverandHeavy and Extra-heavy Oil Upgrading TechnologiesEvaluare: 4 din 5 stele4/5 (2)
- Gas-Liquid And Liquid-Liquid SeparatorsDe la EverandGas-Liquid And Liquid-Liquid SeparatorsEvaluare: 3.5 din 5 stele3.5/5 (3)