S-ar putea să vă placă și
- Pieza 0000006527097 PDFDocument3 paginiPieza 0000006527097 PDFCaŔlo AndreÎncă nu există evaluări
- Cuestionario Electronica 5toDocument8 paginiCuestionario Electronica 5toCaŔlo AndreÎncă nu există evaluări
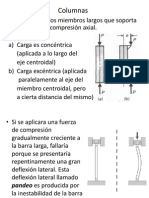
- ColumnasDocument51 paginiColumnasmarioreyescardenas100% (1)
- Geomecanica de PozosDocument144 paginiGeomecanica de PozosBeto100% (2)
- MaterialesDocument13 paginiMaterialesCaŔlo AndreÎncă nu există evaluări
- Investigacion 1Document11 paginiInvestigacion 1CaŔlo AndreÎncă nu există evaluări
- CIDSDocument1 paginăCIDSCaŔlo AndreÎncă nu există evaluări
- Avionica y Sistemas de NavegaciónDocument39 paginiAvionica y Sistemas de NavegaciónOmar CastellónÎncă nu există evaluări
- Avionica y Sistemas de NavegaciónDocument39 paginiAvionica y Sistemas de NavegaciónOmar CastellónÎncă nu există evaluări
- Ec Dif 2Document2 paginiEc Dif 2CaŔlo AndreÎncă nu există evaluări
- MaterialesDocument11 paginiMaterialesCaŔlo AndreÎncă nu există evaluări
- Un Metodo PeligrosoDocument5 paginiUn Metodo PeligrosoCaŔlo AndreÎncă nu există evaluări
- 01 EditorialDocument4 pagini01 EditorialFlor LandoniÎncă nu există evaluări
- Memoria PDFDocument143 paginiMemoria PDFFernandoÎncă nu există evaluări
- Formulario 2016Document24 paginiFormulario 2016OskarGuerreroÎncă nu există evaluări
- Acelerometros Fabricantes y Modelos Mas UsadosDocument9 paginiAcelerometros Fabricantes y Modelos Mas UsadosCaŔlo AndreÎncă nu există evaluări
- datos-técnicos-aviónDocument18 paginidatos-técnicos-aviónCaŔlo Andre100% (1)
- Practica 5 MicrocontroladoresDocument8 paginiPractica 5 MicrocontroladoresCaŔlo AndreÎncă nu există evaluări
- AlimientosDocument2 paginiAlimientosCaŔlo AndreÎncă nu există evaluări
- AlimientosDocument2 paginiAlimientosCaŔlo AndreÎncă nu există evaluări
- Carro Esparcidor de Semillas AutomáticoDocument13 paginiCarro Esparcidor de Semillas AutomáticoCaŔlo AndreÎncă nu există evaluări
- Investigacion 1Document11 paginiInvestigacion 1CaŔlo AndreÎncă nu există evaluări
- Pieza 0000006563425 PDFDocument3 paginiPieza 0000006563425 PDFCaŔlo AndreÎncă nu există evaluări
- Planos Antonov 72Document3 paginiPlanos Antonov 72CaŔlo AndreÎncă nu există evaluări
- Apuntes Sistemas DigitalesDocument11 paginiApuntes Sistemas DigitalesCaŔlo AndreÎncă nu există evaluări
- Pieza 0000006698660 PDFDocument3 paginiPieza 0000006698660 PDFCaŔlo AndreÎncă nu există evaluări
- Antecedentes de La GlobalizaciónDocument13 paginiAntecedentes de La GlobalizaciónCaŔlo AndreÎncă nu există evaluări
- Graficas 1-10Document52 paginiGraficas 1-10CaŔlo AndreÎncă nu există evaluări
- Pieza 0000006563422 PDFDocument3 paginiPieza 0000006563422 PDFCaŔlo AndreÎncă nu există evaluări
- Graficas 1-10Document52 paginiGraficas 1-10CaŔlo AndreÎncă nu există evaluări
- Encuesta Equipo 5 1er TareaDocument23 paginiEncuesta Equipo 5 1er TareaCaŔlo AndreÎncă nu există evaluări
- Graficas 1-10Document52 paginiGraficas 1-10CaŔlo AndreÎncă nu există evaluări
- Fenomenos de Transporte Informe de Laboratorio 9Document8 paginiFenomenos de Transporte Informe de Laboratorio 9James ChÎncă nu există evaluări
- Informe Calor de Fusion Del AguaDocument5 paginiInforme Calor de Fusion Del AguaDario Piñeres100% (1)
- Procesos en GasesDocument11 paginiProcesos en GasesEdgardo Barragán RoblesÎncă nu există evaluări
- Teoría VSEPR forma moléculasDocument8 paginiTeoría VSEPR forma moléculasDaniela Garcia100% (1)
- Ensayo de Flexión de Probetas de Perfiles de Acero de Sección Transversal en CDocument12 paginiEnsayo de Flexión de Probetas de Perfiles de Acero de Sección Transversal en CAndrés MaiguaÎncă nu există evaluări
- 10-Retando La Ingenieria Con Concretos Avanzados-Wilmar EcheverryDocument61 pagini10-Retando La Ingenieria Con Concretos Avanzados-Wilmar EcheverryYILVER MANUEL MOTTA BECERRAÎncă nu există evaluări
- Mathcad - Diseño de LosaDocument11 paginiMathcad - Diseño de LosaDanyHuamaniÎncă nu există evaluări
- Caso Práctico de Ensayo DinamicoDocument8 paginiCaso Práctico de Ensayo Dinamico999Încă nu există evaluări
- TerologiaDocument6 paginiTerologiaCarlos Emilio Ruiz MejiaÎncă nu există evaluări
- Diseño de VigasDocument43 paginiDiseño de Vigaskristianlopez01Încă nu există evaluări
- 2do ParcDocument8 pagini2do ParcBryan Cruz MamaniÎncă nu există evaluări
- Curva de imanación de acero laminado en fríoDocument7 paginiCurva de imanación de acero laminado en fríoRaul PueenteeÎncă nu există evaluări
- Ejercicio #4 - Calculo de Carga Maxima para Columna de AceroDocument11 paginiEjercicio #4 - Calculo de Carga Maxima para Columna de Aceroenmanuel maldonadoÎncă nu există evaluări
- Presiones Interior PavimentoDocument63 paginiPresiones Interior PavimentoSteeven CampañaÎncă nu există evaluări
- Esfuerzos en elementos de una estructuraDocument16 paginiEsfuerzos en elementos de una estructuraJunior SucasacaÎncă nu există evaluări
- Resumen Tema Columnas Ing ChaavezzDocument44 paginiResumen Tema Columnas Ing ChaavezzIng CivilÎncă nu există evaluări
- Tablas Concreto PDFDocument8 paginiTablas Concreto PDFWenddy Rivera AguirreÎncă nu există evaluări
- Cap 14 Metodologia CMC-Hipotesis PDFDocument10 paginiCap 14 Metodologia CMC-Hipotesis PDFJuliho AlmonacidÎncă nu există evaluări
- FundicionesDocument34 paginiFundicionesPaola Stefania Villarreal VeraÎncă nu există evaluări
- Informe Tratamiento Térmico de AustemperizadoDocument13 paginiInforme Tratamiento Térmico de AustemperizadoJuan David HolguinÎncă nu există evaluări
- Ensayo de SAIA PSM BarinasDocument10 paginiEnsayo de SAIA PSM BarinasGuillén KleiderÎncă nu există evaluări
- Guía de Trabajos Prácticos 2012Document172 paginiGuía de Trabajos Prácticos 2012Fernanda GarmendiaÎncă nu există evaluări
- Fatiga de materiales: Curva S-N y resistencia a la fatigaDocument30 paginiFatiga de materiales: Curva S-N y resistencia a la fatigaHarold Homero Gamez SierraÎncă nu există evaluări
- Formulario TDocument13 paginiFormulario TValeria PincesaÎncă nu există evaluări
- VIII Trabajo de Investigacion de Analisis EstructuralDocument13 paginiVIII Trabajo de Investigacion de Analisis EstructurallcasSalinasÎncă nu există evaluări
- Adsorción en ingeniería de bioprocesosDocument15 paginiAdsorción en ingeniería de bioprocesosJhony Garcia RomeroÎncă nu există evaluări
- Capitulo 4 EXTRUSION - Martha Celeste Martínez MaldonadoDocument32 paginiCapitulo 4 EXTRUSION - Martha Celeste Martínez MaldonadoCeles MartínezÎncă nu există evaluări
- Propiedades físicas revelan tipos de enlace químicoDocument3 paginiPropiedades físicas revelan tipos de enlace químico653 Hernández Reyes Andrea AdelaideÎncă nu există evaluări