S-ar putea să vă placă și
- Geothermal Solutions PDFDocument36 paginiGeothermal Solutions PDFatseucÎncă nu există evaluări
- Microstructural Evolution and Observed Stress Response During Hot Deformation of 5005 and 6022 Al AlloysDocument8 paginiMicrostructural Evolution and Observed Stress Response During Hot Deformation of 5005 and 6022 Al AlloysatseucÎncă nu există evaluări
- Forming Limit DiagramsDocument7 paginiForming Limit DiagramsatseucÎncă nu există evaluări
- Progress in Development of High-Temperature Solar-Selective Coating PDFDocument7 paginiProgress in Development of High-Temperature Solar-Selective Coating PDFatseucÎncă nu există evaluări
- A Study of Ac Reactive Magnetron Sputtering Technique For The Deposition of Compositionally Graded Coating in The Cr-Al-N System PDFDocument8 paginiA Study of Ac Reactive Magnetron Sputtering Technique For The Deposition of Compositionally Graded Coating in The Cr-Al-N System PDFatseucÎncă nu există evaluări
- FEM-Based Design of An Induction Motor's Part Winding To Reduce The Starting Current PDFDocument4 paginiFEM-Based Design of An Induction Motor's Part Winding To Reduce The Starting Current PDFatseucÎncă nu există evaluări
- Infrared Absorption SpectrosDocument25 paginiInfrared Absorption SpectrosatseucÎncă nu există evaluări
- G Series TechDocument8 paginiG Series TechatseucÎncă nu există evaluări
- Thermomax Evacuated Heat Pipe Solar Collector TechnologyDocument29 paginiThermomax Evacuated Heat Pipe Solar Collector TechnologyatseucÎncă nu există evaluări
- Solar Boiler TechDocument8 paginiSolar Boiler TechatseucÎncă nu există evaluări
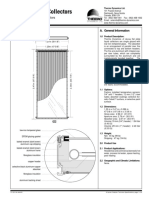
- S SERIES Solar Collectors: Glazed Liquid Flat Plate CollectorsDocument8 paginiS SERIES Solar Collectors: Glazed Liquid Flat Plate CollectorsatseucÎncă nu există evaluări
- A Study of Ac Reactive Magnetron Sputtering Technique For The Deposition of Compositionally Graded Coating in The Cr-Al-N System PDFDocument8 paginiA Study of Ac Reactive Magnetron Sputtering Technique For The Deposition of Compositionally Graded Coating in The Cr-Al-N System PDFatseucÎncă nu există evaluări
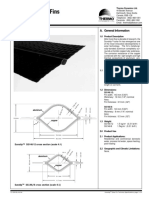
- Sunstrip TechDocument4 paginiSunstrip TechatseucÎncă nu există evaluări
- RefrigPipingHandbook SuvaDocument161 paginiRefrigPipingHandbook SuvaDaveB11WhitÎncă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- A Rectangular Steel Bar Having A CrossDocument2 paginiA Rectangular Steel Bar Having A CrossHitesh PrajapatÎncă nu există evaluări
- 11 Glava Eksperimentalna Karakterizacija Kompozita KNJIGA ODLICNA-Experimental Characterization of Advanced Composite Materials, Fourth EditionDocument11 pagini11 Glava Eksperimentalna Karakterizacija Kompozita KNJIGA ODLICNA-Experimental Characterization of Advanced Composite Materials, Fourth EditionDragan AdamovicÎncă nu există evaluări
- Hrithik Venkappa Poojary: Course CertificateDocument1 paginăHrithik Venkappa Poojary: Course CertificateHRITHIK POOJARYÎncă nu există evaluări
- Design and Analysis of Aluminium 6082-T6 PistonDocument9 paginiDesign and Analysis of Aluminium 6082-T6 PistonIJIRSTÎncă nu există evaluări
- FJ668-02 M6 BookDocument445 paginiFJ668-02 M6 Bookdaniel_mallia_1Încă nu există evaluări
- Lsdyna Lsprepost IntroDocument74 paginiLsdyna Lsprepost IntroBlick ZitaÎncă nu există evaluări
- StrainDocument86 paginiStrainFahim KhanÎncă nu există evaluări
- Geo-Slope Sigma/W Implementation of Hypoplasticity: David Ma S InDocument26 paginiGeo-Slope Sigma/W Implementation of Hypoplasticity: David Ma S InAgámez MarlonÎncă nu există evaluări
- Fluid Properties-Unit 1Document19 paginiFluid Properties-Unit 1tanu01303Încă nu există evaluări
- MTExam3 Strength of Materials 2022 2023Document4 paginiMTExam3 Strength of Materials 2022 2023khalil alhatabÎncă nu există evaluări
- Behavior of Reinforced Concrete T-Beams StrengthenedDocument10 paginiBehavior of Reinforced Concrete T-Beams StrengthenedCarlos SYÎncă nu există evaluări
- CN3Elastic WaveDocument10 paginiCN3Elastic WaveRabiBasuÎncă nu există evaluări
- FSC PhysicsDocument47 paginiFSC PhysicsSS AkashÎncă nu există evaluări
- Concrete Design DIN 1045-1Document82 paginiConcrete Design DIN 1045-1danegeotehnika100% (4)
- Identification of Parameters of Concrete Damage Plasticity Constitutive ModelDocument17 paginiIdentification of Parameters of Concrete Damage Plasticity Constitutive ModelYoussouf OumarÎncă nu există evaluări
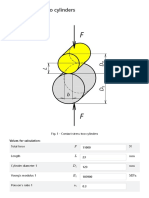
- Contact Stress Two CylindersDocument3 paginiContact Stress Two Cylindersmet-calcÎncă nu există evaluări
- Types of SectionsDocument15 paginiTypes of Sectionsprabhu81Încă nu există evaluări
- Micro PileDocument8 paginiMicro PileJennifer Pearson100% (3)
- Bochum Accumulation Model PDFDocument288 paginiBochum Accumulation Model PDFErnest NsabimanaÎncă nu există evaluări
- Fluid-Structure Interaction Analysis of A Peristaltic PumpDocument4 paginiFluid-Structure Interaction Analysis of A Peristaltic PumpSheikh ShoaibÎncă nu există evaluări
- Consolidation Analysis Using Finite Element Method: KrishnamoorthyDocument5 paginiConsolidation Analysis Using Finite Element Method: KrishnamoorthyStephanie RodriguezÎncă nu există evaluări
- 13 Creep and Stress RuptureDocument25 pagini13 Creep and Stress RuptureZdravko IvancicÎncă nu există evaluări
- MICV 7301 STRUCTURAL PERFORMANCEDocument2 paginiMICV 7301 STRUCTURAL PERFORMANCERafa Villa Astudillo100% (1)
- Adichanallur: A Prehistoric Mining Site: BS, S S, DV R, BR R, S B, S RDocument26 paginiAdichanallur: A Prehistoric Mining Site: BS, S S, DV R, BR R, S B, S RThirumalai SundaramÎncă nu există evaluări
- Cyclic Axial Behavior of Piles and Pile Groups in SandDocument14 paginiCyclic Axial Behavior of Piles and Pile Groups in SandAnonymous v1blzDsEWAÎncă nu există evaluări
- Strain and StressDocument9 paginiStrain and StressCharlene Anne Austria VillarozaÎncă nu există evaluări
- Geo-E2010 Advanced Soil Mechanics L Wojciech Sołowski: 26 February 2018Document99 paginiGeo-E2010 Advanced Soil Mechanics L Wojciech Sołowski: 26 February 2018serçinÎncă nu există evaluări
- PPT: Materials Used in Mechanical DesignDocument50 paginiPPT: Materials Used in Mechanical DesignMuhammad afzal100% (1)
- Antivibration Rubber PartsDocument10 paginiAntivibration Rubber PartsRajaSekarsajjaÎncă nu există evaluări
- Birkle, Dilger - 2008Document9 paginiBirkle, Dilger - 2008David VillalobosÎncă nu există evaluări