S-ar putea să vă placă și
- Welding Rod Cal (1) .Document7 paginiWelding Rod Cal (1) .hakr5100% (1)
- Calculation of weld deposition and electrode consumptionDocument7 paginiCalculation of weld deposition and electrode consumptionmaak_roseÎncă nu există evaluări
- Weld Consumable CalculatorDocument7 paginiWeld Consumable CalculatoretienetergolinoÎncă nu există evaluări
- Weld CalculationsDocument12 paginiWeld Calculationshakr5100% (1)
- Weld Cost CalculationDocument27 paginiWeld Cost Calculation-Abdul Khodir Van Java-100% (7)
- How To Calculate Filler Metal Consumption For Welding ProjectsDocument3 paginiHow To Calculate Filler Metal Consumption For Welding ProjectsEdgar Coavas PérezÎncă nu există evaluări
- Weld Deposite CalculationsDocument2 paginiWeld Deposite CalculationsMohammad ElhedabyÎncă nu există evaluări
- Butt welding deposit and wire calculations for CS vesselDocument2 paginiButt welding deposit and wire calculations for CS vesselAsebaho Badr100% (1)
- Weld Consumable CalculatorDocument7 paginiWeld Consumable Calculatorjappozander86% (7)
- Determining The Cost of WeldingDocument22 paginiDetermining The Cost of WeldingSanjay J NÎncă nu există evaluări
- Double V Weld CalculationDocument8 paginiDouble V Weld CalculationHgagselim SelimÎncă nu există evaluări
- Welding CalculationsDocument14 paginiWelding Calculationsjitulpatil100% (6)
- Weld Consumable Calculator ComDocument7 paginiWeld Consumable Calculator Comchetan85Încă nu există evaluări
- Cone Design Tool: Pressure Vessel Engineering LTDDocument1 paginăCone Design Tool: Pressure Vessel Engineering LTDrina2393Încă nu există evaluări
- Electrode CalculationDocument2 paginiElectrode CalculationKenshin HimuraÎncă nu există evaluări
- Welding Cost Estimator PubDocument8 paginiWelding Cost Estimator Pubrockufool100% (4)
- Electrode CalculationDocument2 paginiElectrode Calculationkoyahassan100% (10)
- Weld CostsDocument2 paginiWeld CostsJina Chandran100% (1)
- Weld WeightDocument10 paginiWeld WeightDivyesh PatelÎncă nu există evaluări
- Weld Metal CalculationDocument20 paginiWeld Metal CalculationJegan Thiyagarajan100% (1)
- Determining The Cost of WeldingDocument7 paginiDetermining The Cost of WeldingGilbertoUGO0% (1)
- Welding CalculationsDocument16 paginiWelding Calculationsmt92606222100% (2)
- Weld Cost Calc XLDocument63 paginiWeld Cost Calc XLRobert WhitakerÎncă nu există evaluări
- 07 Piping BOQDocument54 pagini07 Piping BOQHRK65Încă nu există evaluări
- Weld CalculationDocument34 paginiWeld CalculationAshwani DograÎncă nu există evaluări
- Reinforcement Pad DesignDocument3 paginiReinforcement Pad DesignAkshat JainÎncă nu există evaluări
- Cone DevlpmentDocument8 paginiCone DevlpmentNasir RamzanÎncă nu există evaluări
- Welding Cost Estimation For 12 Joints in 8 NPS Sch. 80Document1 paginăWelding Cost Estimation For 12 Joints in 8 NPS Sch. 80WeldPulse100% (2)
- Sample Design Calculation - Vessel Supported On LugsDocument11 paginiSample Design Calculation - Vessel Supported On LugsSiva baalan100% (2)
- Weld Metal CalculationDocument1 paginăWeld Metal CalculationKiukStaksÎncă nu există evaluări
- Sight Glass Flange AnalysisDocument4 paginiSight Glass Flange AnalysisOmil Rastogi0% (2)
- Fabrication Time EstimationDocument2 paginiFabrication Time EstimationGlen Peter MirandaÎncă nu există evaluări
- BuoyancyDocument1 paginăBuoyancyLcm TnlÎncă nu există evaluări
- TrunnionDocument7 paginiTrunnionRUDHRA DHANASEKAR100% (1)
- Bracing Design for Asian Paints Phase III Expansion ProjectDocument2 paginiBracing Design for Asian Paints Phase III Expansion ProjectGopi GopinathanÎncă nu există evaluări
- Electrode CalculationDocument2 paginiElectrode CalculationTejas PatelÎncă nu există evaluări
- Welding CalculatorDocument10 paginiWelding Calculatorneel0% (2)
- Platform Cleat CalculationDocument1 paginăPlatform Cleat Calculationmiteshpatel191Încă nu există evaluări
- Weldment Strength Excel CalculationsDocument38 paginiWeldment Strength Excel CalculationsRAMSINGH CHAUHAN100% (4)
- Design and Verification of Lifting LugsDocument3 paginiDesign and Verification of Lifting LugsFabio Okamoto100% (1)
- Pipe Wall Thickness Standards GuideDocument1 paginăPipe Wall Thickness Standards GuideUmair AwanÎncă nu există evaluări
- Calculating weld deposit and electrode consumptionDocument7 paginiCalculating weld deposit and electrode consumptionAnas MaliyekkalÎncă nu există evaluări
- Above Calculation Is For One Spring Below Calculation Is For Two SpringsDocument3 paginiAbove Calculation Is For One Spring Below Calculation Is For Two SpringsTuấn VũÎncă nu există evaluări
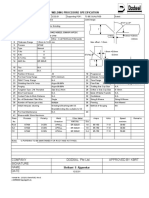
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 paginăWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaÎncă nu există evaluări
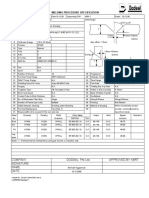
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 paginăWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaÎncă nu există evaluări
- Pamphlet TG-X SeriesDocument2 paginiPamphlet TG-X SeriesrajeshÎncă nu există evaluări
- Full Face Flanges With Metal To Metal ContactDocument6 paginiFull Face Flanges With Metal To Metal ContactEng-CalculationsÎncă nu există evaluări
- GGG40CI WeldingDocument13 paginiGGG40CI WeldingA K NairÎncă nu există evaluări
- Sandy Drifterz, Vcet: Madurai, Tamil NaduDocument15 paginiSandy Drifterz, Vcet: Madurai, Tamil NaduNaveenÎncă nu există evaluări
- PP41 Rev.3Document1 paginăPP41 Rev.3Ashish ChackoÎncă nu există evaluări
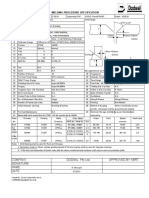
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 paginăWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaÎncă nu există evaluări
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 paginăWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaÎncă nu există evaluări
- StaicaseDocument4 paginiStaicaseAlex MachariaÎncă nu există evaluări
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 paginăWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaÎncă nu există evaluări
- Data Sheet For Three-Phase Squirrel-Cage-Motors: MLFB-Ordering Data: 1LE1023-1AA43-4AB4-ZDocument1 paginăData Sheet For Three-Phase Squirrel-Cage-Motors: MLFB-Ordering Data: 1LE1023-1AA43-4AB4-ZFredericks ACÎncă nu există evaluări
- SEO-Optimized Title for TIG Filler Rods Data SheetDocument1 paginăSEO-Optimized Title for TIG Filler Rods Data SheetV U P RaoÎncă nu există evaluări
- 1LE1503 3AB53 4AB4 Datasheet enDocument1 pagină1LE1503 3AB53 4AB4 Datasheet enilker subaşıÎncă nu există evaluări
- STACIR SAG TENSION - 45 KG-MDocument2 paginiSTACIR SAG TENSION - 45 KG-MSubodh SontakkeÎncă nu există evaluări
- Shincoil CompressionDocument98 paginiShincoil CompressionVNK90Încă nu există evaluări
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 paginăWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaÎncă nu există evaluări
- ASME SectionDocument1 paginăASME Sectionshahid khanÎncă nu există evaluări
- Asme B31Document1 paginăAsme B31shahid khanÎncă nu există evaluări
- Weld Consumable CalculatorDocument7 paginiWeld Consumable Calculatorjappozander86% (7)
- Flange ProcedueDocument1 paginăFlange Procedueshahid khanÎncă nu există evaluări
- Responsibility of DesignerDocument1 paginăResponsibility of Designershahid khanÎncă nu există evaluări
- Flange ProcedueDocument1 paginăFlange Procedueshahid khanÎncă nu există evaluări
- Responsibility of Project ManagerDocument1 paginăResponsibility of Project Managershahid khanÎncă nu există evaluări
- Key Requirement of Piping DesignDocument2 paginiKey Requirement of Piping Designshahid khanÎncă nu există evaluări
- Document Title: Flange Management ProcedureDocument13 paginiDocument Title: Flange Management Procedureshahid khanÎncă nu există evaluări
- Pressure GaugesDocument1 paginăPressure Gaugesshahid khanÎncă nu există evaluări
- Sales ExecutiveDocument1 paginăSales Executiveshahid khanÎncă nu există evaluări
- Blind Flange With StiffenersDocument4 paginiBlind Flange With Stiffenersshahid khan100% (1)
- Manager SalesDocument1 paginăManager Salesshahid khanÎncă nu există evaluări
- SalesDocument1 paginăSalesshahid khanÎncă nu există evaluări
- Responsibility of Piping EngineerDocument1 paginăResponsibility of Piping Engineershahid khanÎncă nu există evaluări
- Responsibility of Piping EngineerDocument1 paginăResponsibility of Piping Engineershahid khanÎncă nu există evaluări
- Construction ManagerDocument1 paginăConstruction Managershahid khanÎncă nu există evaluări
- Responsibility of CMDocument1 paginăResponsibility of CMshahid khanÎncă nu există evaluări
- Construction ManagerDocument1 paginăConstruction Managershahid khanÎncă nu există evaluări
- Construction ManagerDocument1 paginăConstruction Managershahid khanÎncă nu există evaluări
- Flashback Arrestor W-66s AcetyleneDocument2 paginiFlashback Arrestor W-66s Acetyleneogin prasetiyoÎncă nu există evaluări
- Cryogenic Tenders ResponseDocument1 paginăCryogenic Tenders ResponseparveshÎncă nu există evaluări
- Assignment 7 FUELSDocument4 paginiAssignment 7 FUELSKester Yuree L. GimongalaÎncă nu există evaluări
- PhET Sandwich Stoichiometry CHDocument4 paginiPhET Sandwich Stoichiometry CHAli Ahmed AlyammahiÎncă nu există evaluări
- L02 - w3 - 02 - Fuels Energy - Combustion StoichDocument5 paginiL02 - w3 - 02 - Fuels Energy - Combustion StoichJohn Rave Manuel GonzalesÎncă nu există evaluări
- Reactions of Alkanes and AlkenesDocument23 paginiReactions of Alkanes and AlkenesMargaret LawrenceÎncă nu există evaluări
- Petrochemicals An Overview (STUDENT) (1of3)Document152 paginiPetrochemicals An Overview (STUDENT) (1of3)Chuah Chong YangÎncă nu există evaluări
- Applying Washing Amine Integrated Systems (WAIS) To Optimize The Flare Gas Recovery ProcessDocument3 paginiApplying Washing Amine Integrated Systems (WAIS) To Optimize The Flare Gas Recovery ProcessArlanÎncă nu există evaluări
- ORB Entry Guidelines - For Panama Vessels Only (Part III Entries)Document5 paginiORB Entry Guidelines - For Panama Vessels Only (Part III Entries)Tarek mahmood rahathÎncă nu există evaluări
- Gas Shielding For GMAWDocument1 paginăGas Shielding For GMAWkapsarcÎncă nu există evaluări
- Center of Mass H2ODocument1 paginăCenter of Mass H2Ovjsternh0% (2)
- Industrial Gases Price List Uk - tcm410 512096Document2 paginiIndustrial Gases Price List Uk - tcm410 512096lindaÎncă nu există evaluări
- Edexcel Module Heat Transfer and Combustion - H2 Outcome 4 - Tutorial 1Document20 paginiEdexcel Module Heat Transfer and Combustion - H2 Outcome 4 - Tutorial 1gems_gce074325Încă nu există evaluări
- Unit 3 Natural Gas Liquids (NGL) Recovery UnitDocument22 paginiUnit 3 Natural Gas Liquids (NGL) Recovery Unitkhalimn100% (4)
- Products of CombustionDocument5 paginiProducts of CombustionAJ SiosonÎncă nu există evaluări
- Guide To Types of Welding PDFDocument24 paginiGuide To Types of Welding PDFbhaskarjalanÎncă nu există evaluări
- Process: Accutech Laser PVT LTD Master List of MachinesDocument11 paginiProcess: Accutech Laser PVT LTD Master List of MachinesMagesh WaranÎncă nu există evaluări
- Simulation of Methanol Production From Biomass Gasification in Interconnected Fluidized BedsDocument9 paginiSimulation of Methanol Production From Biomass Gasification in Interconnected Fluidized BedsKelly TorresÎncă nu există evaluări
- Hydrogen Application Step by Step GuideDocument13 paginiHydrogen Application Step by Step Guidewindreader1Încă nu există evaluări
- Air Liquefaction - DistillationDocument16 paginiAir Liquefaction - DistillationElafanÎncă nu există evaluări
- Chemical Bonds and Periodic Table ExplainedDocument17 paginiChemical Bonds and Periodic Table Explainedrudi_zÎncă nu există evaluări
- Minor Project On Natural Gas.Document29 paginiMinor Project On Natural Gas.NikhilÎncă nu există evaluări
- Combustion LectureDocument27 paginiCombustion LectureRia Grace Palo-Abdon100% (1)
- Eastman Gasification OverviewDocument64 paginiEastman Gasification OverviewAdy PrasetyoÎncă nu există evaluări
- CHART Liquid Cylinder Product ManualDocument62 paginiCHART Liquid Cylinder Product ManualTrung Hiếu CamÎncă nu există evaluări
- Brettschneider - Lambda CaculationDocument4 paginiBrettschneider - Lambda CaculationRodrigo100% (1)
- NASA (7 Coeficientes)Document151 paginiNASA (7 Coeficientes)bincoleto5536Încă nu există evaluări
- Honeywell - Carbon Capture EbookDocument6 paginiHoneywell - Carbon Capture EbooksabriÎncă nu există evaluări
- Oxygen PlantDocument10 paginiOxygen Plantshoaib705Încă nu există evaluări
- Environmental Chemistry NotesDocument10 paginiEnvironmental Chemistry NotesRahul singlaÎncă nu există evaluări