S-ar putea să vă placă și
- Null 6Document10 paginiNull 6Soulaiman AndahmouÎncă nu există evaluări
- B - Sujet STI CAPLP M Ext 2007Document43 paginiB - Sujet STI CAPLP M Ext 2007Ghizlane ID100% (1)
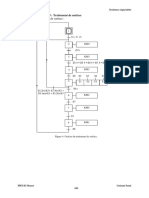
- CorEx3Grafcet 2Document1 paginăCorEx3Grafcet 2ACHREF DKHILÎncă nu există evaluări
- TD 28 Corrigé - PFS Résolution GraphiqueDocument14 paginiTD 28 Corrigé - PFS Résolution GraphiqueMohamed AbaakilÎncă nu există evaluări
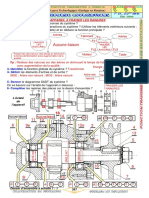
- FONCTION TRANSMETTRE L ÉNERGIE Aspect Technologique (Guidage en Rotation) Reponse Applications PDFDocument18 paginiFONCTION TRANSMETTRE L ÉNERGIE Aspect Technologique (Guidage en Rotation) Reponse Applications PDFBen Fah100% (3)
- Fiche 7 Robinet A SoupapeDocument2 paginiFiche 7 Robinet A SoupapeErikoÎncă nu există evaluări
- CPI2-INDUS-TD-cotation GPS Verin LVMDocument5 paginiCPI2-INDUS-TD-cotation GPS Verin LVMMed FilaliÎncă nu există evaluări
- CorrigeDocument15 paginiCorrigeMakrem Cherif0% (1)
- Exercice 7Document14 paginiExercice 7HachmiÎncă nu există evaluări
- Panne Z Sur 3 Appuis PDFDocument41 paginiPanne Z Sur 3 Appuis PDFMassi NissaÎncă nu există evaluări
- Sta Gra Bride PneuDocument3 paginiSta Gra Bride PneuEstébane HorentÎncă nu există evaluări
- 9530 DC E11 Dom CopieDocument12 pagini9530 DC E11 Dom Copieange hoyoÎncă nu există evaluări
- Cahier de Cours 22-23-BacDocument72 paginiCahier de Cours 22-23-BacaymanÎncă nu există evaluări
- Essuie Glace Scenic CinematiqueDocument3 paginiEssuie Glace Scenic CinematiqueDABAKH LDEEBOYÎncă nu există evaluări
- CHIII-EX1 RavouxDocument4 paginiCHIII-EX1 Ravouxhakan UÎncă nu există evaluări
- 1a Corr Tec 2000Document8 pagini1a Corr Tec 2000becemÎncă nu există evaluări
- 5472 Cap FC Ep1a2013corrigeDocument15 pagini5472 Cap FC Ep1a2013corrigeAhmadou Yerima AbbaÎncă nu există evaluări
- E52 Vdef PDFDocument28 paginiE52 Vdef PDFSimoMonkadÎncă nu există evaluări
- Lecture D'un Dessin D'ensemble (Correction)Document4 paginiLecture D'un Dessin D'ensemble (Correction)Kereme JulienÎncă nu există evaluări
- Statique 4Document3 paginiStatique 4KOUADIO PATRICEÎncă nu există evaluări
- DM Moulage 2Document3 paginiDM Moulage 2Achraf MoutaharÎncă nu există evaluări
- Mini Projet CAO ArsalenDocument20 paginiMini Projet CAO ArsalenFerchichi HatemÎncă nu există evaluări
- Etat de SurfaceDocument8 paginiEtat de SurfaceBilel BoulehmiÎncă nu există evaluări
- BoulonsDocument20 paginiBoulonsLionel NoguéÎncă nu există evaluări
- 11-04-002 - K RenaultDocument13 pagini11-04-002 - K RenaultPedro MaiaÎncă nu există evaluări
- DessinDocument21 paginiDessinPast NdayishimiyeÎncă nu există evaluări
- Direction Recherche Et Ingenierie de LaDocument4 paginiDirection Recherche Et Ingenierie de LaHamza FettahÎncă nu există evaluări
- Axe Contrats de PhaseDocument3 paginiAxe Contrats de PhaseYoussef NajihÎncă nu există evaluări
- DC-Novembre 2019 - CNC-1Document4 paginiDC-Novembre 2019 - CNC-1hannachi medamineÎncă nu există evaluări
- TPFM DessinDocument3 paginiTPFM DessinAina RATSIMBAZAFYÎncă nu există evaluări
- MRVFADocument13 paginiMRVFAZidane DounyaÎncă nu există evaluări
- Les Essais Mécaniques (TD) (Correction) PDFDocument4 paginiLes Essais Mécaniques (TD) (Correction) PDFRayen Ab83% (6)
- GR2MDocument49 paginiGR2MSolo YoÎncă nu există evaluări
- EXEMPLEDAPPLICATIONBASEDUPOTEAUARTICULEEDocument5 paginiEXEMPLEDAPPLICATIONBASEDUPOTEAUARTICULEEHassna EzzouaouiÎncă nu există evaluări
- E4 Bts Epc 2018 CorrectionDocument11 paginiE4 Bts Epc 2018 CorrectionMohammed LahssainiÎncă nu există evaluări
- F122 Conception FormesDocument11 paginiF122 Conception Formesslimani abdelilahÎncă nu există evaluări
- TD3 Dimensionnement VerificationDocument5 paginiTD3 Dimensionnement Verificationjuuh gghÎncă nu există evaluări
- E4 U42 Bts Cpi 2022 Travail DemandeDocument12 paginiE4 U42 Bts Cpi 2022 Travail DemandeAndré MonteraÎncă nu există evaluări
- Partie 7 - Dessin de Fabrication Et Analyse PDFDocument37 paginiPartie 7 - Dessin de Fabrication Et Analyse PDFamalÎncă nu există evaluări
- F222 Liaison Glissiere Par GlissementDocument7 paginiF222 Liaison Glissiere Par GlissementMönsîeur Abd NourÎncă nu există evaluări
- Cahier de Cours 22-23Document88 paginiCahier de Cours 22-23Youssef YouriÎncă nu există evaluări
- Dimensionnement Et Calcul Des Arbres 2021Document8 paginiDimensionnement Et Calcul Des Arbres 2021ftamkoÎncă nu există evaluări
- TD4 CPBTP 2021 2022Document3 paginiTD4 CPBTP 2021 2022Mouna ZkrÎncă nu există evaluări
- Osb3-Ce Ngosb3cev5 FDocument3 paginiOsb3-Ce Ngosb3cev5 Fezd94332Încă nu există evaluări
- Manchon de Jonction Et D'ancrageDocument7 paginiManchon de Jonction Et D'ancragehichosenÎncă nu există evaluări
- Ocp - Jorf Lasfar: Etudes de Flexibilité Des Lignes SVR Projet PAT 1500Document182 paginiOcp - Jorf Lasfar: Etudes de Flexibilité Des Lignes SVR Projet PAT 1500ABDERRAZZAKÎncă nu există evaluări
- CYGIDocument14 paginiCYGIrachid.ait.bouale01Încă nu există evaluări
- Donnée Hk12Document2 paginiDonnée Hk12romain.boulayÎncă nu există evaluări
- 150G Westood-New CoverDocument2 pagini150G Westood-New Coversergio andres sanchez cardenasÎncă nu există evaluări
- Produits Cerfier A La Noemes NFDocument23 paginiProduits Cerfier A La Noemes NFAlsir OUATTÎncă nu există evaluări
- 2 - Metrologie Tridimensionnelle - ch2 2020Document15 pagini2 - Metrologie Tridimensionnelle - ch2 2020aymenÎncă nu există evaluări
- TP Decma TransmettreDocument10 paginiTP Decma TransmettrejtresarrieuÎncă nu există evaluări
- NormeDocument10 paginiNormeimadkassaÎncă nu există evaluări
- Feuilletage 539Document15 paginiFeuilletage 539Hanane TounsiÎncă nu există evaluări
- Cefor Guide Du Formateur Animation de Formation 2013Document29 paginiCefor Guide Du Formateur Animation de Formation 2013Hanane TounsiÎncă nu există evaluări
- Formation de Formateurs FR 2010Document44 paginiFormation de Formateurs FR 2010Hanane TounsiÎncă nu există evaluări
- Guide Pour La Formation Des Formateurs: Sous-Direction de La Santé de La ReproductionDocument13 paginiGuide Pour La Formation Des Formateurs: Sous-Direction de La Santé de La ReproductionHanane TounsiÎncă nu există evaluări
- Formation de FormateursDocument53 paginiFormation de FormateursHanane TounsiÎncă nu există evaluări
- 07 Sciage Manuel-1Document4 pagini07 Sciage Manuel-1Hanane Tounsi100% (1)
- Controle 02-2016-2017 PDFDocument4 paginiControle 02-2016-2017 PDFHanane TounsiÎncă nu există evaluări
- Tte 95 PC 1Document9 paginiTte 95 PC 1Hanane TounsiÎncă nu există evaluări
- Fonction Assemb CoursDocument5 paginiFonction Assemb CoursHanane TounsiÎncă nu există evaluări
- Dynamique en Translation CorrectionDocument3 paginiDynamique en Translation CorrectionHanane TounsiÎncă nu există evaluări
- Ferrovissime 2020 11 12Document84 paginiFerrovissime 2020 11 12Joseph FazioÎncă nu există evaluări
- Connaître La Date de Fabrication D'une Batterie DDocument1 paginăConnaître La Date de Fabrication D'une Batterie DNkongo NkusuÎncă nu există evaluări
- Climatiseur 20splitDocument11 paginiClimatiseur 20splitBaghdadi AbdelillahÎncă nu există evaluări
- AOP Non LineaireDocument3 paginiAOP Non LineaireMohamed Ali TaheurÎncă nu există evaluări
- SSR 2015-16 ElectricalDocument1.901 paginiSSR 2015-16 ElectricalVenkataLakshmiKorrapatiÎncă nu există evaluări
- Manuel de Conception Des Scripts V1.2.xDocument30 paginiManuel de Conception Des Scripts V1.2.xاليزيد بن توهاميÎncă nu există evaluări
- MD20.3 PLANUREX-Planetengetriebe de en FRDocument68 paginiMD20.3 PLANUREX-Planetengetriebe de en FRhasan arifÎncă nu există evaluări
- Memoire Skiribou KnadelDocument40 paginiMemoire Skiribou KnadelIdriss Knadel100% (1)
- Les Dalles Rectangulaires13Document8 paginiLes Dalles Rectangulaires13Hamza AbidiÎncă nu există evaluări
- RAPPORT HYDRO - Idriss Monthe - s196395Document19 paginiRAPPORT HYDRO - Idriss Monthe - s196395Idriss MonthéÎncă nu există evaluări
- M05 - Installation Des Canalisations Électriques GE-EB PDFDocument45 paginiM05 - Installation Des Canalisations Électriques GE-EB PDFzakariasolo100% (3)
- Matériauw PDFDocument194 paginiMatériauw PDFKàoutarAllaboucheÎncă nu există evaluări
- Manuel Samsung B2710Document88 paginiManuel Samsung B2710Tuxetech TuxÎncă nu există evaluări
- Algebre de BooleDocument6 paginiAlgebre de BooleBabacar TounkaraÎncă nu există evaluări
- Doseur2 PDFDocument35 paginiDoseur2 PDFOussama EljaafariÎncă nu există evaluări
- Rapport D'avarie PDFDocument11 paginiRapport D'avarie PDFkahl98367% (3)
- Gestion de La MemoireDocument12 paginiGestion de La MemoireFadwa ZedÎncă nu există evaluări
- Mon RapportDocument20 paginiMon RapportDjalal BellourÎncă nu există evaluări
- Elaborer Un PPSPSDocument12 paginiElaborer Un PPSPSlimmoud100% (1)
- Stabilité Des Pentes PDFDocument15 paginiStabilité Des Pentes PDFDY SAXÎncă nu există evaluări
- Les Nombres AdimensionnelsDocument4 paginiLes Nombres AdimensionnelsCyrille Kontchou KamdoumÎncă nu există evaluări
- Plaquette AccédantsDocument6 paginiPlaquette AccédantsJennifer Balilli - TaylorÎncă nu există evaluări
- TP N2 ClassificationDocument7 paginiTP N2 ClassificationIbrahimRouabahÎncă nu există evaluări
- Cahier Des Charges Technique PDFDocument5 paginiCahier Des Charges Technique PDFDominique AngoaÎncă nu există evaluări
- Cours EPFC-6 - UVDocument7 paginiCours EPFC-6 - UVIheb AlkahatÎncă nu există evaluări
- Xps Ac Doc CablageDocument1 paginăXps Ac Doc CablageThierry LAMBOTTEÎncă nu există evaluări
- Catalogue - Stabox, GoujonDocument104 paginiCatalogue - Stabox, GoujonymitevÎncă nu există evaluări
- Moteur Stirling ESIB MPSIDocument9 paginiMoteur Stirling ESIB MPSIDakhlaouiÎncă nu există evaluări
- Chapitre 7.1 Modulation Et Démodulation PreseDocument40 paginiChapitre 7.1 Modulation Et Démodulation PreseAffak Affak100% (1)
- Cours Montage Des Roulements1Document2 paginiCours Montage Des Roulements1Guy EffaÎncă nu există evaluări