S-ar putea să vă placă și
- AU 304 Vehicle DynamicsDocument95 paginiAU 304 Vehicle DynamicsAli Abdullah Khan100% (1)
- GR&R Training DraftDocument53 paginiGR&R Training DraftLOGANATHAN VÎncă nu există evaluări
- Manufacturing System Poka-Yoke AnalysisDocument14 paginiManufacturing System Poka-Yoke AnalysisRatandeep PandeyÎncă nu există evaluări
- Golden Ratio PropertiesDocument6 paginiGolden Ratio Propertiesneiljain421Încă nu există evaluări
- MSA-R&R Training Program GuideDocument25 paginiMSA-R&R Training Program GuideHarshad KulkarniÎncă nu există evaluări
- 4.1 Introduction To SPCDocument57 pagini4.1 Introduction To SPCVinith MoorthyÎncă nu există evaluări
- 8D Report Training MIDDocument23 pagini8D Report Training MIDanon_86320488Încă nu există evaluări
- Performance YieldDocument6 paginiPerformance YieldAdrian PugnaÎncă nu există evaluări
- Statistical Process ControlDocument57 paginiStatistical Process ControlSandeep PasumarthiÎncă nu există evaluări
- Standardization Basics-24 Jul 09Document11 paginiStandardization Basics-24 Jul 09Dilfaraz KalawatÎncă nu există evaluări
- HA CEDAC Workshop INDO Kaizen PartDocument16 paginiHA CEDAC Workshop INDO Kaizen PartHardi BanuareaÎncă nu există evaluări
- Lean Manufacturing 1Document70 paginiLean Manufacturing 1AbhiÎncă nu există evaluări
- Statistical Process Control QPSPDocument166 paginiStatistical Process Control QPSPRAVISSAGARÎncă nu există evaluări
- Measuring Defect Levels and Calculating Process YieldDocument16 paginiMeasuring Defect Levels and Calculating Process YieldDiego FloresÎncă nu există evaluări
- 供应商培训资料 8D PDFDocument77 pagini供应商培训资料 8D PDFFisher1987Încă nu există evaluări
- MSA Presentation by M Negi 31.01.09Document76 paginiMSA Presentation by M Negi 31.01.09Mahendra100% (2)
- Quantiacs Reading ListDocument7 paginiQuantiacs Reading Listdesikudi9000Încă nu există evaluări
- Algorithmic and High Frequency TradingDocument16 paginiAlgorithmic and High Frequency TradingAdi MÎncă nu există evaluări
- Measurement System Analysis (MSA) : Validating Your Measurement Systems Gy yDocument16 paginiMeasurement System Analysis (MSA) : Validating Your Measurement Systems Gy yHesham MahdyÎncă nu există evaluări
- Measurement System Analysis: - Two Sources of Variation: 1. Part - To - Part Variation 2. Measurement System VariationDocument4 paginiMeasurement System Analysis: - Two Sources of Variation: 1. Part - To - Part Variation 2. Measurement System Variationhan seongÎncă nu există evaluări
- Measurement Systems Analysis: Total Quality ManagementDocument17 paginiMeasurement Systems Analysis: Total Quality ManagementkhamaludinÎncă nu există evaluări
- Apqp A StoryDocument13 paginiApqp A StoryJayantRK0% (1)
- Analyze Root Causes with 5 WhysDocument2 paginiAnalyze Root Causes with 5 WhyspsathishthevanÎncă nu există evaluări
- Quick Change OverDocument14 paginiQuick Change Overghaos1Încă nu există evaluări
- Statistical Process Control: Metallized Ceramics DivisionDocument67 paginiStatistical Process Control: Metallized Ceramics DivisionAhamed Shareef S AÎncă nu există evaluări
- APQP Matrix and Timing Plan IssuesDocument1 paginăAPQP Matrix and Timing Plan Issueskaran singhÎncă nu există evaluări
- Chap 2Document28 paginiChap 2Keyredin SelmanÎncă nu există evaluări
- FMEA Guide for Process ImprovementDocument20 paginiFMEA Guide for Process ImprovementViswanathan SrkÎncă nu există evaluări
- Sec 04 Quality Control ProcessDocument37 paginiSec 04 Quality Control Processapi-3699912Încă nu există evaluări
- Measurement System AnalysisDocument2 paginiMeasurement System AnalysispsathishthevanÎncă nu există evaluări
- Appendix 11 Design FMEA ChecklistDocument16 paginiAppendix 11 Design FMEA ChecklistDearRed FrankÎncă nu există evaluări
- 13 Nested ANOVA 2012Document15 pagini13 Nested ANOVA 2012rahsarahÎncă nu există evaluări
- Final Report TPM PartDocument16 paginiFinal Report TPM PartNikita AwasthiÎncă nu există evaluări
- SPCDocument49 paginiSPCJosephi_abbasÎncă nu există evaluări
- Chrysler Customer Specifics For PPAP 4th Edition July 11Document2 paginiChrysler Customer Specifics For PPAP 4th Edition July 11JOECOOL67Încă nu există evaluări
- Process Audit Die CastingDocument12 paginiProcess Audit Die CastingSumeet RatheeÎncă nu există evaluări
- Guided By: Prof. A. D. PatilDocument14 paginiGuided By: Prof. A. D. Patilshubham puranikÎncă nu există evaluări
- Basic SPC Training GuideDocument44 paginiBasic SPC Training Guidekalam2k2Încă nu există evaluări
- Plantilla R&R Variables-ANOVA Julio2013Document4 paginiPlantilla R&R Variables-ANOVA Julio2013Carlos Jose Sibaja CardozoÎncă nu există evaluări
- Line Balancing Problem Efficiency CalculationDocument11 paginiLine Balancing Problem Efficiency CalculationTee Hor ChangÎncă nu există evaluări
- Process Capability - ToolDocument26 paginiProcess Capability - ToolFouzan SoniwalaÎncă nu există evaluări
- Roller (Did-428) PFDDocument1 paginăRoller (Did-428) PFDVikas KashyapÎncă nu există evaluări
- Cellular Manufacturing Flexible OperationsDocument16 paginiCellular Manufacturing Flexible OperationsAlpha Excellence consultingÎncă nu există evaluări
- Presentation On MSA by TS16949 Auditors From UL IndiaDocument16 paginiPresentation On MSA by TS16949 Auditors From UL Indiavish12321Încă nu există evaluări
- Martin Gibson QIS 3 June 2014Document13 paginiMartin Gibson QIS 3 June 2014nadeemkarimiÎncă nu există evaluări
- Measurement System Analysis (MSA) GuideDocument30 paginiMeasurement System Analysis (MSA) Guideshukumar_24Încă nu există evaluări
- 15 Mistake ProofingDocument4 pagini15 Mistake ProofingSteven Bonacorsi100% (2)
- Just-in-Time and Lean Systems: Operations Management R. Dan Reid & Nada R. SanderDocument20 paginiJust-in-Time and Lean Systems: Operations Management R. Dan Reid & Nada R. SanderMohamed Ali SalemÎncă nu există evaluări
- Quality Orientation GuideDocument25 paginiQuality Orientation GuideAmruthÎncă nu există evaluări
- F Test&AnovaDocument17 paginiF Test&AnovaRica Angela Manahan MillonteÎncă nu există evaluări
- 5 Why PDFDocument14 pagini5 Why PDFjoni zulkarnainÎncă nu există evaluări
- Packing Approval SheetDocument2 paginiPacking Approval SheetSumeet RatheeÎncă nu există evaluări
- 8D 12712Document6 pagini8D 12712p4 ifmiaÎncă nu există evaluări
- Pilot Run Report 0702Document23 paginiPilot Run Report 0702Greg MackeyÎncă nu există evaluări
- 1 Six Sigma Project Review: Executive SummaryDocument6 pagini1 Six Sigma Project Review: Executive Summaryanjo0225Încă nu există evaluări
- 3-2 Introduction To ImproveDocument11 pagini3-2 Introduction To Improveanjo0225Încă nu există evaluări
- Measurement System AnalysisDocument1 paginăMeasurement System AnalysisPrakash KancharlaÎncă nu există evaluări
- Manufacturing Facilities A Complete Guide - 2019 EditionDe la EverandManufacturing Facilities A Complete Guide - 2019 EditionÎncă nu există evaluări
- DFX Design For X A Complete Guide - 2020 EditionDe la EverandDFX Design For X A Complete Guide - 2020 EditionÎncă nu există evaluări
- Quality Management System Process A Complete Guide - 2020 EditionDe la EverandQuality Management System Process A Complete Guide - 2020 EditionÎncă nu există evaluări
- Measurement System Analysis TrainingDocument16 paginiMeasurement System Analysis Trainingdayyani.abÎncă nu există evaluări
- MSA PresentationDocument16 paginiMSA Presentationdevendra shuklaÎncă nu există evaluări
- Combine ResultDocument12 paginiCombine Resultpreeti.2405Încă nu există evaluări
- A Novel and Systematic Implementation of Thermometer-Coded Current-Mode DACDocument4 paginiA Novel and Systematic Implementation of Thermometer-Coded Current-Mode DACRodrigo SantosÎncă nu există evaluări
- Welcome To CMSC 250 Discrete StructuresDocument13 paginiWelcome To CMSC 250 Discrete StructuresKyle HerockÎncă nu există evaluări
- Jimma University: College of Natural Sciences Department of PhysicsDocument22 paginiJimma University: College of Natural Sciences Department of PhysicschalchisadeguÎncă nu există evaluări
- Programming Fundamentals Project: Pesticide Testing and Data AnalysisDocument10 paginiProgramming Fundamentals Project: Pesticide Testing and Data AnalysisAli HassanÎncă nu există evaluări
- Algebraic Factorization and Remainder TheoremsDocument5 paginiAlgebraic Factorization and Remainder TheoremsNisheli Amani PereraÎncă nu există evaluări
- New Aspects of Caputo-Fabrizio Fractional Derivative: Progress in Fractional Differentiation and ApplicationsDocument10 paginiNew Aspects of Caputo-Fabrizio Fractional Derivative: Progress in Fractional Differentiation and ApplicationsQamar Abbas 189Încă nu există evaluări
- Ec2255 Control SystemsDocument4 paginiEc2255 Control SystemsSree GaneshÎncă nu există evaluări
- Ocr 33987 PP 09 Jan L Gce 2816 01Document12 paginiOcr 33987 PP 09 Jan L Gce 2816 01Philip_830Încă nu există evaluări
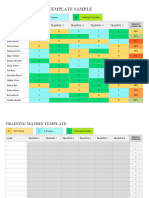
- IC Training Matrix Template Sample 11623Document5 paginiIC Training Matrix Template Sample 11623Nithin MathaiÎncă nu există evaluări
- Structural and Design Specific of Space Grid SystemDocument11 paginiStructural and Design Specific of Space Grid SystemClaudia Kristell Mattos RivasÎncă nu există evaluări
- Arvind Sir Tutorials - Maths Formula Book 22 April 2018Document8 paginiArvind Sir Tutorials - Maths Formula Book 22 April 2018Kumar ArvindÎncă nu există evaluări
- "Teach A Level Maths" Vol. 1: AS Core Modules: 20: StretchesDocument21 pagini"Teach A Level Maths" Vol. 1: AS Core Modules: 20: StretchesTasfia QuaderÎncă nu există evaluări
- Buckling of Conical Shells Under ExternalDocument81 paginiBuckling of Conical Shells Under Externalabdulsalam yousifÎncă nu există evaluări
- Lab 6Document11 paginiLab 6vivek2mbÎncă nu există evaluări
- Radiation (Lecture Slides) PDFDocument41 paginiRadiation (Lecture Slides) PDFThe DudeÎncă nu există evaluări
- Physical Chem 1 (Combined)Document35 paginiPhysical Chem 1 (Combined)Yit JuanÎncă nu există evaluări
- Lecture 6-S-Jan29 PDFDocument11 paginiLecture 6-S-Jan29 PDFSankalp PiratlaÎncă nu există evaluări
- Mesh Repair Improves QualityDocument4 paginiMesh Repair Improves QualityusmanurrehmanÎncă nu există evaluări
- Everyday Math Unit 7 ReviewDocument3 paginiEveryday Math Unit 7 ReviewReekhaÎncă nu există evaluări
- Trig Formula SheetDocument1 paginăTrig Formula SheetNeil BreenÎncă nu există evaluări
- Chapter 7Document9 paginiChapter 7Li Ly100% (1)
- Dynamic and Structural Analysis: Foundation For A Pendulum MillDocument32 paginiDynamic and Structural Analysis: Foundation For A Pendulum MillMenna AhmedÎncă nu există evaluări
- Java Course Notes CS3114 - 09212011Document344 paginiJava Course Notes CS3114 - 09212011Manuel SosaetaÎncă nu există evaluări
- Seepage Pressure PDFDocument8 paginiSeepage Pressure PDFVenance MasanjaÎncă nu există evaluări
- Bayes' TheoremDocument2 paginiBayes' TheoremSanjay TiwariÎncă nu există evaluări