S-ar putea să vă placă și
- AutoCAD 2013Document264 paginiAutoCAD 2013panosscribd100% (1)
- குடும்ப அட்டை பெறுவதற்கான விண்ணப்ப படிவம்Document2 paginiகுடும்ப அட்டை பெறுவதற்கான விண்ணப்ப படிவம்Bakrudeen Ali AhamedÎncă nu există evaluări
- Recruitment of Sales Executives TLs ASM Processing Staff BFSLDocument6 paginiRecruitment of Sales Executives TLs ASM Processing Staff BFSLTopRankersÎncă nu există evaluări
- Sel CV I Ae Agri 2k17 ListDocument2 paginiSel CV I Ae Agri 2k17 Listkannanmech87Încă nu există evaluări
- TNPSC Model TamilDocument22 paginiTNPSC Model Tamilபிரகாஷ் பாரிÎncă nu există evaluări
- Dept May2011gfDocument506 paginiDept May2011gfkannanmech87Încă nu există evaluări
- Valla DuraiDocument2 paginiValla Duraikannanmech87Încă nu există evaluări
- Alternative Fuels & Bio - FuelsDocument8 paginiAlternative Fuels & Bio - Fuelskannanmech87Încă nu există evaluări
- Nano TechnologyDocument10 paginiNano Technologykannanmech87100% (1)
- பட்டா மாற்றத்திற்கான விண்ணப்படிவம்Document3 paginiபட்டா மாற்றத்திற்கான விண்ணப்படிவம்Bakrudeen Ali AhamedÎncă nu există evaluări
- TNPSC GKDocument415 paginiTNPSC GKkannanmech87100% (2)
- Model TestDocument21 paginiModel Testanand_dec84Încă nu există evaluări
- ME 3320 Kinematics Dynamics Machinery Course ObjectivesDocument1 paginăME 3320 Kinematics Dynamics Machinery Course Objectiveskannanmech87Încă nu există evaluări
- KSR Institute For Engineering and Technology Department of Mechanical Engineering Mentoring Data SheetDocument2 paginiKSR Institute For Engineering and Technology Department of Mechanical Engineering Mentoring Data Sheetkannanmech87Încă nu există evaluări
- இருப்பிட சான்றிதழுக்கான விண்ணப்பபடிவம்Document1 paginăஇருப்பிட சான்றிதழுக்கான விண்ணப்பபடிவம்Bakrudeen Ali Ahamed0% (1)
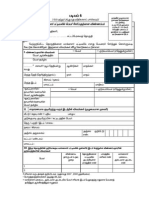
- Form 8 AtamilDocument3 paginiForm 8 AtamilVijayabaskaran SundhareshwarÎncă nu există evaluări
- TN Fiscal Responsibility Act SummaryDocument9 paginiTN Fiscal Responsibility Act Summarykannanmech87Încă nu există evaluări
- NEW507179சூலை 2012 மாத இதழ்Document26 paginiNEW507179சூலை 2012 மாத இதழ்David MayÎncă nu există evaluări
- Answer All The Questions (9X2 18 Marks) Answer All The Questions (9X2 18 Marks)Document1 paginăAnswer All The Questions (9X2 18 Marks) Answer All The Questions (9X2 18 Marks)kannanmech87Încă nu există evaluări
- TNPSC Group 2 Model Question and AnswerDocument20 paginiTNPSC Group 2 Model Question and Answeruit@Încă nu există evaluări
- ST Forest Dwellers Act 2006 T 0Document3 paginiST Forest Dwellers Act 2006 T 0kannanmech87Încă nu există evaluări
- TNPSC Group 4 Model Question Paper 2Document20 paginiTNPSC Group 4 Model Question Paper 2training2jobs100% (1)
- Form 6 TamilDocument7 paginiForm 6 Tamilapi-276452640Încă nu există evaluări
- Answer All The Questions (9X2 18 Marks) Answer All The Questions (9X2 18 Marks)Document1 paginăAnswer All The Questions (9X2 18 Marks) Answer All The Questions (9X2 18 Marks)kannanmech87Încă nu există evaluări
- RBI & IMF CompensationDocument3 paginiRBI & IMF Compensationkannanmech87Încă nu există evaluări
- Dom QBDocument8 paginiDom QBkannanmech87Încă nu există evaluări
- PhysResInt 10 341016Document10 paginiPhysResInt 10 341016kannanmech87Încă nu există evaluări
- Validation of A Vapour Compression Refrigeration System Design ModelDocument7 paginiValidation of A Vapour Compression Refrigeration System Design Modelkannanmech87Încă nu există evaluări
- Jarme 3 1 2010Document8 paginiJarme 3 1 2010kannanmech87Încă nu există evaluări
- Validation of A Vapour Compression Refrigeration System Design ModelDocument7 paginiValidation of A Vapour Compression Refrigeration System Design Modelkannanmech87Încă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Introductory Guide To Glass-Lined Steel EquipmentDocument8 paginiIntroductory Guide To Glass-Lined Steel EquipmentMahmoud Al HomranÎncă nu există evaluări
- Soil Mechanics Settlement Calculation Stress IncreasesDocument15 paginiSoil Mechanics Settlement Calculation Stress Increasestolgadurmaz100% (1)
- Pulse-Echo Reflection Ultrasound InspectionDocument2 paginiPulse-Echo Reflection Ultrasound InspectionPradeep SiddhamÎncă nu există evaluări
- MetamaterialsDocument1 paginăMetamaterialsmidhun100% (1)
- Ref HookDocument1 paginăRef HookRitesh DewanganÎncă nu există evaluări
- Aerospace Engineering: Masc / Meng / Pmdip / PHDDocument3 paginiAerospace Engineering: Masc / Meng / Pmdip / PHDfakher hamoucheÎncă nu există evaluări
- Centrifugal Pumps Bearings - Part 1Document23 paginiCentrifugal Pumps Bearings - Part 1visitabhinav80% (5)
- Air Crew Radiation Exposure - An OverviewDocument8 paginiAir Crew Radiation Exposure - An OverviewStarxteelÎncă nu există evaluări
- Lang MuirDocument7 paginiLang MuirLao ZhuÎncă nu există evaluări
- ONLINE NET - JRF Test Series June - 2021Document3 paginiONLINE NET - JRF Test Series June - 2021paresh kumar sahooÎncă nu există evaluări
- Filtration Handbook: Awareness of FluidsDocument22 paginiFiltration Handbook: Awareness of Fluidsmatteo_1234Încă nu există evaluări
- CHM2 11 - 12 Q3 0702 FDDocument49 paginiCHM2 11 - 12 Q3 0702 FDKim balugayÎncă nu există evaluări
- Dmu BooksDocument25 paginiDmu BooksEsuendalew DebebeÎncă nu există evaluări
- NEET Test 1 Physics QuestionsDocument48 paginiNEET Test 1 Physics QuestionsBhabesh Mishra100% (1)
- Soil ESE NotejDocument34 paginiSoil ESE NotejTarun100% (3)
- Strength of Materials PDFDocument48 paginiStrength of Materials PDFJohnÎncă nu există evaluări
- Physical Chemistry Laboratory Report PDFDocument6 paginiPhysical Chemistry Laboratory Report PDFSalem ElhammaliÎncă nu există evaluări
- Sae Technical Paper Series: Alan P. Druschitz, Thomas E. Prucha, Adam E. Kopper and Thomas A. ChadwickDocument9 paginiSae Technical Paper Series: Alan P. Druschitz, Thomas E. Prucha, Adam E. Kopper and Thomas A. ChadwickAliakbar SaifeeÎncă nu există evaluări
- Eae EngDocument625 paginiEae EngWahyu SantosoÎncă nu există evaluări
- Coating Guide 2010 - Ev14 - PLATITDocument23 paginiCoating Guide 2010 - Ev14 - PLATITalbertoaimenÎncă nu există evaluări
- 44 3 KarakanDocument6 pagini44 3 KarakanVitória SalazarÎncă nu există evaluări
- Glass Lining TechDocument20 paginiGlass Lining TechtecvidyaÎncă nu există evaluări
- FukudaUF 4100Document2 paginiFukudaUF 4100Adijoyo PurwonegoroÎncă nu există evaluări
- KIRAN PPT-unit 3Document54 paginiKIRAN PPT-unit 3RED EYEÎncă nu există evaluări
- THE CORROSION RATE OF Pb-Ca ALLOYS IN SULFURIC ACID SOLUTIONSDocument7 paginiTHE CORROSION RATE OF Pb-Ca ALLOYS IN SULFURIC ACID SOLUTIONScekmilanÎncă nu există evaluări
- MANIPAL UNIVERSITY JAIPUR Sieve Plate Distillation Column ExperimentDocument5 paginiMANIPAL UNIVERSITY JAIPUR Sieve Plate Distillation Column ExperimentAmoluck BhatiaÎncă nu există evaluări
- Optical Coherence TomographyDocument82 paginiOptical Coherence TomographyPutri kartiniÎncă nu există evaluări
- Static Analysis of Transmission Tower BeDocument9 paginiStatic Analysis of Transmission Tower BecivildepartmentmycemÎncă nu există evaluări
- TEWI AnalysisDocument63 paginiTEWI Analysismirali74Încă nu există evaluări
- The Orthobaric Surface Tensions and Thermodynamic Properties of The Liquid Surfaces of The N-Alkanes, C5 To C28Document3 paginiThe Orthobaric Surface Tensions and Thermodynamic Properties of The Liquid Surfaces of The N-Alkanes, C5 To C28Ogunronbi Kehinde EmekaÎncă nu există evaluări