S-ar putea să vă placă și
- Disclosure To Promote The Right To InformationDocument15 paginiDisclosure To Promote The Right To Informationagniva dattaÎncă nu există evaluări
- Disclosure To Promote The Right To InformationDocument16 paginiDisclosure To Promote The Right To InformationwalkerbhoÎncă nu există evaluări
- Disclosure To Promote The Right To InformationDocument16 paginiDisclosure To Promote The Right To Informationagniva dattaÎncă nu există evaluări
- Is 3896 2 1985 PDFDocument11 paginiIs 3896 2 1985 PDFRamu NallathambiÎncă nu există evaluări
- Disclosure To Promote The Right To InformationDocument19 paginiDisclosure To Promote The Right To InformationBoopathi MechÎncă nu există evaluări
- Is 4882 1979Document14 paginiIs 4882 1979hrishikesh singhÎncă nu există evaluări
- Is 10234 1982 PDFDocument51 paginiIs 10234 1982 PDFsidhuysnÎncă nu există evaluări
- Is 7215 1974Document27 paginiIs 7215 1974celiajudalineÎncă nu există evaluări
- Disclosure To Promote The Right To InformationDocument14 paginiDisclosure To Promote The Right To InformationGovind RaoÎncă nu există evaluări
- Indian Standard: Specification For Indented Wire For Prestressed ConcreteDocument17 paginiIndian Standard: Specification For Indented Wire For Prestressed ConcreteAjit P. SinghÎncă nu există evaluări
- Disclosure To Promote The Right To InformationDocument13 paginiDisclosure To Promote The Right To InformationAnupmaÎncă nu există evaluări
- Disclosure To Promote The Right To InformationDocument20 paginiDisclosure To Promote The Right To InformationABHISHEKÎncă nu există evaluări
- Is 1566 1982Document22 paginiIs 1566 1982Vaibhav ChandrakarÎncă nu există evaluări
- Disclosure To Promote The Right To InformationDocument26 paginiDisclosure To Promote The Right To InformationApurva GuptaÎncă nu există evaluări
- Is-7494-1981 - Specifications For Steels For Valves For Internal Combustion EngineDocument23 paginiIs-7494-1981 - Specifications For Steels For Valves For Internal Combustion EngineLuisÎncă nu există evaluări
- Disclosure To Promote The Right To InformationDocument14 paginiDisclosure To Promote The Right To InformationabhiÎncă nu există evaluări
- Disclosure To Promote The Right To InformationDocument15 paginiDisclosure To Promote The Right To InformationNitinÎncă nu există evaluări
- Is 6476 1987Document15 paginiIs 6476 1987thiyagusangÎncă nu există evaluări
- IS 4771 (1985) - Abrasion-Resistant Iron CastingsDocument15 paginiIS 4771 (1985) - Abrasion-Resistant Iron CastingsceliajudalineÎncă nu există evaluări
- Is 644 299Document13 paginiIs 644 299thiyagusangÎncă nu există evaluări
- Is 12045 1987Document11 paginiIs 12045 1987shamrajjÎncă nu există evaluări
- Reaffirmed 1996Document11 paginiReaffirmed 1996rajjaÎncă nu există evaluări
- Is.10811.1984 (Manifold Regu AtorsDocument18 paginiIs.10811.1984 (Manifold Regu Atorssudarshan jalluriÎncă nu există evaluări
- Is 383 1970 PDFDocument24 paginiIs 383 1970 PDFPartha SarkarÎncă nu există evaluări
- Is 383 1970 PDFDocument24 paginiIs 383 1970 PDFSushant SarkarÎncă nu există evaluări
- Disclosure To Promote The Right To InformationDocument12 paginiDisclosure To Promote The Right To InformationParveen NakwalÎncă nu există evaluări
- Is 3821 1973Document12 paginiIs 3821 1973Himanshu KashyapÎncă nu există evaluări
- Disclosure To Promote The Right To InformationDocument12 paginiDisclosure To Promote The Right To InformationRithuparna RÎncă nu există evaluări
- Is 2314 1986 PDFDocument14 paginiIs 2314 1986 PDFsixramesh123Încă nu există evaluări
- Is 1785 1 1983 PDFDocument23 paginiIs 1785 1 1983 PDFakashÎncă nu există evaluări
- Is 9516 1980Document25 paginiIs 9516 1980shamrajjÎncă nu există evaluări
- Disclosure To Promote The Right To InformationDocument14 paginiDisclosure To Promote The Right To InformationIndira BanerjeeÎncă nu există evaluări
- 3989 PDFDocument37 pagini3989 PDFanon_100565624Încă nu există evaluări
- Indian Standard: Specification For Uncoated Stress Relieved Strand For Prestressed ConcreteDocument19 paginiIndian Standard: Specification For Uncoated Stress Relieved Strand For Prestressed ConcretearulalanÎncă nu există evaluări
- Is 9077 1979 PDFDocument16 paginiIs 9077 1979 PDFSunilKumarÎncă nu există evaluări
- Disclosure To Promote The Right To InformationDocument24 paginiDisclosure To Promote The Right To InformationSumana SarkarÎncă nu există evaluări
- IS 1395-1982 - Manual Arc Welding PDFDocument43 paginiIS 1395-1982 - Manual Arc Welding PDFAmal SamantaÎncă nu există evaluări
- Is 2826 1986Document11 paginiIs 2826 1986Vaibhav KotnalaÎncă nu există evaluări
- Disclosure To Promote The Right To InformationDocument15 paginiDisclosure To Promote The Right To InformationIndira MukherjeeÎncă nu există evaluări
- IS - 1570 (Part - 2-Sec 2) - 1987Document15 paginiIS - 1570 (Part - 2-Sec 2) - 1987ananda_beloshe75Încă nu există evaluări
- Disclosure To Promote The Right To InformationDocument42 paginiDisclosure To Promote The Right To InformationVarun ChandanÎncă nu există evaluări
- Is 228 5 1987Document14 paginiIs 228 5 1987Milagros WieczorekÎncă nu există evaluări
- Disclosure To Promote The Right To InformationDocument12 paginiDisclosure To Promote The Right To InformationHiteshÎncă nu există evaluări
- Indian Standard: Specification FOR 62 Percent Alumina Bricks and Blocks For Blast FurnaceDocument7 paginiIndian Standard: Specification FOR 62 Percent Alumina Bricks and Blocks For Blast Furnacear TaÎncă nu există evaluări
- Indian Standard: Code of Practice For Use of Structural Steel in I Overhead Transmission Line TowersDocument10 paginiIndian Standard: Code of Practice For Use of Structural Steel in I Overhead Transmission Line Towerssuman sharmaÎncă nu există evaluări
- Is 1570 3 1979 PDFDocument22 paginiIs 1570 3 1979 PDFVIPINÎncă nu există evaluări
- Is 4576 PDFDocument45 paginiIs 4576 PDFAnonymous SRxMHY1FPÎncă nu există evaluări
- Disclosure To Promote The Right To Information: IS 10577 (1982) : Lancing Pipes (MTD 19: Steel Tubes, Pipes Abd Fittings)Document19 paginiDisclosure To Promote The Right To Information: IS 10577 (1982) : Lancing Pipes (MTD 19: Steel Tubes, Pipes Abd Fittings)vermadevanjÎncă nu există evaluări
- Unconfined Compressive Strength Test for Stabilized SoilsDocument27 paginiUnconfined Compressive Strength Test for Stabilized SoilsSai Santosh BasinaÎncă nu există evaluări
- Indiarl StandardDocument11 paginiIndiarl Standardanon_901962107Încă nu există evaluări
- 1987 PDFDocument13 pagini1987 PDFsundyaÎncă nu există evaluări
- IS 1481: Metric Steel Scales for EngineersDocument15 paginiIS 1481: Metric Steel Scales for EngineersrohanmanimaniÎncă nu există evaluări
- Indian Standard: Specification For Uncoated Stress Relieved Strand For Prestressed ConcreteDocument19 paginiIndian Standard: Specification For Uncoated Stress Relieved Strand For Prestressed Concretemanivel.maruthamuthuÎncă nu există evaluări
- IS:1173:1978Document12 paginiIS:1173:1978Ravindra MRÎncă nu există evaluări
- Is 5523 1983Document26 paginiIs 5523 1983இராம்குமார்Încă nu există evaluări
- is.9399.1979Document13 paginiis.9399.1979Ravi MehtaÎncă nu există evaluări
- IS 8142 (1976) - Method of Test For Determining Setting Time of Concrete by Penetration ResistanceDocument13 paginiIS 8142 (1976) - Method of Test For Determining Setting Time of Concrete by Penetration ResistanceDevendra SinghÎncă nu există evaluări
- Specialty Steels and Hard Materials: Proceedings of the International Conference on Recent Developments in Specialty Steels and Hard Materials (Materials Development '82) Held in Pretoria, South Africa, 8-12 November 1982De la EverandSpecialty Steels and Hard Materials: Proceedings of the International Conference on Recent Developments in Specialty Steels and Hard Materials (Materials Development '82) Held in Pretoria, South Africa, 8-12 November 1982N. R. CominsÎncă nu există evaluări
- Remote Sensing and Mineral Exploration: Proceedings of a Workshop of the Twenty-Second Plenary Meeting of COSPAR, Bangalore, India, 29 May to 9 June 1979De la EverandRemote Sensing and Mineral Exploration: Proceedings of a Workshop of the Twenty-Second Plenary Meeting of COSPAR, Bangalore, India, 29 May to 9 June 1979W. D. CarterÎncă nu există evaluări
- Radiography BookDocument40 paginiRadiography BookBijo Mathew100% (1)
- Other Welding Processes - M.Vasudevan-1Document63 paginiOther Welding Processes - M.Vasudevan-1varunÎncă nu există evaluări
- Manu Fact Ech Lecture 2 and 3Document125 paginiManu Fact Ech Lecture 2 and 3Sasi aeroÎncă nu există evaluări
- TOEFL Speaking RubricsDocument2 paginiTOEFL Speaking RubricsApoorv MahajanÎncă nu există evaluări
- Wear & ErosionDocument15 paginiWear & ErosionvarunÎncă nu există evaluări
- Welding Procedure Specification (WPS) Yes PREQUALIFIED - Qualified by Testing - or Procedure Qualification Records (PQR) YesDocument4 paginiWelding Procedure Specification (WPS) Yes PREQUALIFIED - Qualified by Testing - or Procedure Qualification Records (PQR) Yesvarun100% (1)
- Shielding GasesDocument26 paginiShielding GasesvarunÎncă nu există evaluări
- CRYOGENICDocument1 paginăCRYOGENICvarunÎncă nu există evaluări
- 3surfacehardening 170709023316 PDFDocument17 pagini3surfacehardening 170709023316 PDFvarunÎncă nu există evaluări
- Manu Fact Ech Lecture 2 and 3Document125 paginiManu Fact Ech Lecture 2 and 3Sasi aeroÎncă nu există evaluări
- TOEFL Reading ChecklistDocument2 paginiTOEFL Reading ChecklistkishoreÎncă nu există evaluări
- Shielding GasesDocument27 paginiShielding GasesvarunÎncă nu există evaluări
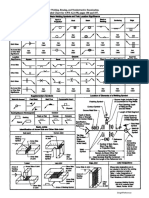
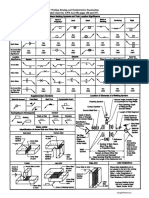
- Welding Symbols PDFDocument2 paginiWelding Symbols PDFvarunÎncă nu există evaluări
- AWS Welding Symbols PDFDocument2 paginiAWS Welding Symbols PDFvarunÎncă nu există evaluări
- Is - 2062.2011 PDFDocument17 paginiIs - 2062.2011 PDFN GANESAMOORTHYÎncă nu există evaluări
- Is - 2062.2011 PDFDocument17 paginiIs - 2062.2011 PDFN GANESAMOORTHYÎncă nu există evaluări
- INTERNET STANDARDSDocument18 paginiINTERNET STANDARDSDawn HaneyÎncă nu există evaluări
- Singh Reference GuideDocument2 paginiSingh Reference GuidevarunÎncă nu există evaluări
- INTERNET STANDARDSDocument18 paginiINTERNET STANDARDSDawn HaneyÎncă nu există evaluări
- Casting DefectsDocument7 paginiCasting DefectsvarunÎncă nu există evaluări
- Is - 2062.2011 PDFDocument17 paginiIs - 2062.2011 PDFN GANESAMOORTHYÎncă nu există evaluări
- 3d Printing ProcessDocument24 pagini3d Printing ProcessvarunÎncă nu există evaluări
- Weldability of Materials SteelsDocument7 paginiWeldability of Materials SteelsvarunÎncă nu există evaluări
- Fly-By-Wire Technology ExplainedDocument26 paginiFly-By-Wire Technology ExplainedvarunÎncă nu există evaluări
- Formation of Partially Melted Zone and It's DifficultiesDocument18 paginiFormation of Partially Melted Zone and It's DifficultiesvarunÎncă nu există evaluări
- 05 - Phase Transformation in Welding PDFDocument36 pagini05 - Phase Transformation in Welding PDFIrfan KhanÎncă nu există evaluări
- Asme Ix QW PDFDocument183 paginiAsme Ix QW PDFAnonymous 4e7GNjzGW100% (4)
- CG Module 1 NotesDocument64 paginiCG Module 1 Notesmanjot singhÎncă nu există evaluări
- Aacra Draft Preliminary Report PDFDocument385 paginiAacra Draft Preliminary Report PDFBeselam SeyedÎncă nu există evaluări
- Swami Rama's demonstration of voluntary control over autonomic functionsDocument17 paginiSwami Rama's demonstration of voluntary control over autonomic functionsyunjana100% (1)
- Clean Milk ProductionDocument19 paginiClean Milk ProductionMohammad Ashraf Paul100% (3)
- 1.2 - Sewing Machine and Special AttachmentsDocument3 pagini1.2 - Sewing Machine and Special Attachmentsmaya_muth0% (1)
- Elevator Traction Machine CatalogDocument24 paginiElevator Traction Machine CatalogRafif100% (1)
- A Study On Customer Satisfaction Towards Honda Bikes in CoimbatoreDocument43 paginiA Study On Customer Satisfaction Towards Honda Bikes in Coimbatorenkputhoor62% (13)
- Direct From: 1St Quarter 2020Document23 paginiDirect From: 1St Quarter 2020JeanÎncă nu există evaluări
- Background of The Study Statement of ObjectivesDocument4 paginiBackground of The Study Statement of ObjectivesEudelyn MelchorÎncă nu există evaluări
- Awakening The MindDocument21 paginiAwakening The MindhhhumÎncă nu există evaluări
- APLICACIONES PARA AUTOS Y CARGA LIVIANADocument50 paginiAPLICACIONES PARA AUTOS Y CARGA LIVIANApancho50% (2)
- Hyperbaric WeldingDocument17 paginiHyperbaric WeldingRam KasturiÎncă nu există evaluări
- LTE EPC Technical OverviewDocument320 paginiLTE EPC Technical OverviewCristian GuleiÎncă nu există evaluări
- Diia Specification: Dali Part 252 - Energy ReportingDocument15 paginiDiia Specification: Dali Part 252 - Energy Reportingtufta tuftaÎncă nu există evaluări
- Garlic Benefits - Can Garlic Lower Your Cholesterol?Document4 paginiGarlic Benefits - Can Garlic Lower Your Cholesterol?Jipson VargheseÎncă nu există evaluări
- Aortic Stenosis, Mitral Regurgitation, Pulmonary Stenosis, and Tricuspid Regurgitation: Causes, Symptoms, Signs, and TreatmentDocument7 paginiAortic Stenosis, Mitral Regurgitation, Pulmonary Stenosis, and Tricuspid Regurgitation: Causes, Symptoms, Signs, and TreatmentChuu Suen TayÎncă nu există evaluări
- Life of A Landfill PumpDocument50 paginiLife of A Landfill PumpumidÎncă nu există evaluări
- Front Wheel Steering System With Movable Hedlights Ijariie5360Document6 paginiFront Wheel Steering System With Movable Hedlights Ijariie5360Ifra KhanÎncă nu există evaluări
- Cyclograph User ManualDocument15 paginiCyclograph User ManualPeter BateÎncă nu există evaluări
- Traffic Violation Monitoring with RFIDDocument59 paginiTraffic Violation Monitoring with RFIDShrëyãs NàtrájÎncă nu există evaluări
- Tetracyclines: Dr. Md. Rageeb Md. Usman Associate Professor Department of PharmacognosyDocument21 paginiTetracyclines: Dr. Md. Rageeb Md. Usman Associate Professor Department of PharmacognosyAnonymous TCbZigVqÎncă nu există evaluări
- Ultrasonic Weld Examination ProcedureDocument16 paginiUltrasonic Weld Examination ProcedureramalingamÎncă nu există evaluări
- A Compilation of Thread Size InformationDocument9 paginiA Compilation of Thread Size Informationdim059100% (2)
- Datasheet PDFDocument6 paginiDatasheet PDFAhmed ElShoraÎncă nu există evaluări
- 11 Baby Crochet Cocoon Patterns PDFDocument39 pagini11 Baby Crochet Cocoon Patterns PDFIoanaÎncă nu există evaluări
- Fake News Poems by Martin Ott Book PreviewDocument21 paginiFake News Poems by Martin Ott Book PreviewBlazeVOX [books]Încă nu există evaluări
- Effect of Some Algal Filtrates and Chemical Inducers On Root-Rot Incidence of Faba BeanDocument7 paginiEffect of Some Algal Filtrates and Chemical Inducers On Root-Rot Incidence of Faba BeanJuniper PublishersÎncă nu există evaluări
- Answer Key p2 p1Document95 paginiAnswer Key p2 p1Nafisa AliÎncă nu există evaluări
- Chapter 16 - Energy Transfers: I) Answer The FollowingDocument3 paginiChapter 16 - Energy Transfers: I) Answer The FollowingPauline Kezia P Gr 6 B1Încă nu există evaluări
- Laser Surface Treatment ProcessesDocument63 paginiLaser Surface Treatment ProcessesDIPAK VINAYAK SHIRBHATEÎncă nu există evaluări